板材矯直機相關技術研究
2018-10-24 15:31:44戴慧鵬李建金依飛
科學與財富 2018年26期
戴慧鵬 李建金 依飛


摘 要:本文首先對矯直技術的發展進行了概況,接著從工藝控制系統、強力矯直機、變輥距技術以及彎輥技術四個方面介紹了新式矯直機技術特點,最后對21輥矯直機原理及操作原則進行分析,通過此次研究使我們對新式的矯直機工作原理以及有關技術有了進一步的認識。
關鍵詞:矯直機;原理;操作原則
引言
矯直是確保中厚板生產合乎平直度標準要求的一道必不可缺的重要工序。近幾年來,由于控軋控冷工藝的積極采納 ,用戶自動化加工對鋼板平直度提出更加嚴格的要求,國內外許多中厚板廠現有矯直機設備已滿足不了要求,能力偏小,結構薄弱,亟需更新改造[1]。至今,中厚板熱矯直工藝仍然保持著輥式矯直機這一基本型式 ,但是,矯直機結構卻發生很大的變化 ,并出現了幾種新機型,自動化程度也有了明顯的提高[2]。
1 矯直技術的發展
目前, 我國正處于從鋼鐵大國到鋼鐵強國的過渡中, 鋼鐵工業也處于深層次的結構調整之中。 中厚板具有較高的附加值, 成為發展的重點。 面對激烈的市場競爭, 中厚板的發展重點正在從追求產量轉移到追求質量上來[3]。 中厚鋼板矯直機作為中厚板質量保證的一個重要環節, 決定著產品的交貨質量。為適應高質量鋼板生產的需求, 矯直機制造廠家如西馬克( SMS)、奧鋼聯(VAl)、日本的三菱重工( MHT) 及國內的太原重型機械集團有限公司(TZ) 等紛紛推出具有先進技術的矯直機, 其中SMS設計制造的中厚板冷矯直機 HPL (High PerformanceLeveler)型為目前先進矯直機技術的集中代表。當今世界上先進矯直機技術快速發展, 中厚板矯直機正向重型化、全液壓、自動化過渡[4]。
2 新式矯直機技術特點
2.1 工藝控制系統
在中厚板生產各個工序的理論中, 矯直理論發展相對薄弱。 其原因有兩個: 一是以前矯直機作為生產輔助設備沒有受到重視; 二是矯直過程相對比較復雜,理論研究困難。當前, 先進矯直機已開始采用過程計算機與軋機過程機通訊, 并采用計算機模型控制。計算機模型具有可根據矯直鋼板厚度、寬度、平直度狀況及溫度來設定輥縫, 自動咬鋼送料, 并具有過載保護和 AGC 彈跳補償等功能。這些技術的采用需要完善的矯直理論作為其技術支持。 在這個方面, 國內矯直機制造商已聯合研究機構做了研究工作, 并取得了一定進展。
2.2 強力矯直機
由于中厚板生產普遍采用控冷、控軋, 熱矯直機矯直溫度逐步降低, 中厚板在熱處理后的冷矯直已成為提高產品質量的重要手段, 熱處理線上冷矯直機已成為必要設備。 為了提高生產效率及產品質量,矯直機矯直厚度范圍逐步擴大。 為了適應市場, 寬板和特寬板生產線逐步投產。 由于上述原因, 重型強力矯直機已成為新建中厚板生產線的必要設備。這種形式矯直機矯直力一般在 30 MN~40 MN, 大約為普通中厚板矯直機的2倍。
2.3 變輥距技術
有些中厚板生產廠家, 采用變輥距的矯直機, 以擴大矯直厚度范圍和生產高強度鋼板需要。這種形式的矯直機生產的厚度范圍相當于中板矯直機和厚板矯直機兩臺矯直機的范圍, 充分發揮了矯直機的矯直能力。變輥距矯直機由于具有高的性價比, 應用前景廣泛。同時, 變輥距技術在現有中厚板矯直機改造中具有強的實用性。 它可根據矯直工藝的需要對現有矯直機輥系改造, 使機架受力減少, 從而擴大了矯直機的矯直厚度范圍或強度范圍, 提高矯直質量和矯直效率。
2.4 彎輥技術
在寬板和特寬中厚板生產線, 具有彎輥能力的矯直機已成為必選。這種矯直機可以產生一定量曲率的矯直工作輥, 可消除機架的彈跳, 同時由于彎輥的存在, 可有效地改善板材的橫向板形。
3 21輥矯直機原理及操作原則
3.1板帶材的板型缺陷
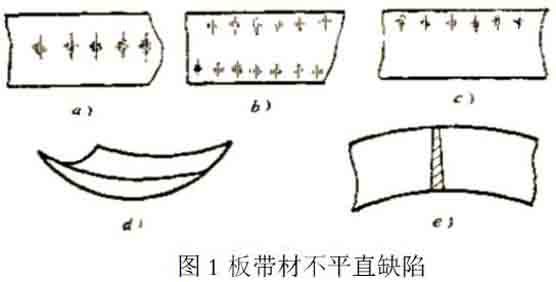
在板帶材的軋制生產中,由于溫度不均、變形不均、扎后冷卻及各種加工因素,溫度的變化及內力消長而發生彎曲或扭曲變形。在長度遠大于寬度或厚度的條件上,縱向纖維的變形十分明顯;板材常常出現波浪彎和瓢曲等缺陷。如圖1所示。
其中,a指的是中部波浪彎;b指的是雙邊波浪彎;c指的是單邊波浪彎;d指的是飄曲;e指的是鐮刀彎。
3.2 矯直原理
矯直機的矯直過程是使在旋轉的矯直輥之間運動的板帶材經受多次彎曲以消除原始曲率。其原理是使帶材在矯直輥壓下力的作用下,進行純彎曲、發生彈塑性彎曲變形,當矯直力消除、板帶材彈性回復后,消除了一部分原始曲率。剩余的曲率則為下一個矯直輥的原始曲率。經過多個矯直輥的作用,剩余曲率逐步減小、板材趨于平直。
3.3使用方法
(1)如來料只存在單一的縱向波浪彎是,只需將上輥系垂直壓下,并縱向傾斜,在縱向形成遞減壓彎量。如圖2所示。
(2)若來料板型較差,為了有效消除瓢曲等復雜缺陷,在工作輥的背面裝有5排支承輥,如圖3所示。
可以通過使用操作臺上的旋鈕對工作輥造成人為的壓彎,使輥面形成凸起,我們把凸起的程度稱為凸度。輥子帶有凸度之后其軸向輥縫變成大小不同。若使大輥縫處于板面瓢曲部位,小輥縫則對著較平坦部位。在板材通過輥縫時,平坦部位被壓成大的反復彎曲變形并形成拉伸狀態,瓢曲部位被壓平,形成壓縮狀態,其結果可是短纖維變長,長纖維變短。如此反復彎曲之后。凸度位置調節需根據來料缺陷的波浪位置而定。
根據來料具體波浪位置調整凸度位置。a表示下輥中間凹下,兩側支承輥抬起,用于矯直板材中部波浪彎;b表示下輥中間凸起,中間的支承輥將下輥壓彎用于矯直兩側波浪彎;c表示下輥一側凸起,一側的支承輥抬起用于矯直另一側的波浪彎;d表示下輥凸凹混合調整法,用于矯直板材出現三道波浪彎等復雜缺陷。
結束語
當前,國內有著先進生產技術的板材矯直機已經逐漸投入的實際生產過程中,對現金的矯直機技術理論進行深入的研究。矯直機在生產過程中發揮的重要性越來越被人們所認可。矯直機技術正在持續健康的發展下去。
參考文獻:
[1] 王建強. 寶鋼寬厚板全液壓冷矯直機的選取[ J] .寶鋼技術,2013( 5) : 17- 21.
[ 2] 楊固川. 我國中厚板軋機主要設各技術分析[ J] . 重 型 機 械 ,2013( 4) : 36- 40.
[3] 陳健就等.現代寬厚板矯直機[ J] .寶鋼技術,2013( 4) : 10- 14.
[4] 胡堅. 第三代中厚板熱矯直機輥系新特點的探索[ J] . 重慶工業高等專科學校學報,2011( 4) : 145- 148.