噴丸對2A14鋁合金桶形零件表面粗糙度的影響
2018-10-26 06:11:28昌河飛機(jī)工業(yè)集團(tuán)有限責(zé)任公司江西景德鎮(zhèn)333000俞應(yīng)煒沈國喜李智勇
金屬加工(冷加工) 2018年10期
■昌河飛機(jī)工業(yè)集團(tuán)有限責(zé)任公司 (江西景德鎮(zhèn) 333000) 俞應(yīng)煒 沈國喜 李智勇

掃碼了解更多

工程師 俞應(yīng)煒
噴丸強(qiáng)化作為表面強(qiáng)化工藝之一,相對其他表面改性工藝而言比較簡單,但是使用效果卻非常顯著,目前已應(yīng)用于航天航空、機(jī)車和汽車等各個(gè)領(lǐng)域。
噴丸強(qiáng)化原理是利用噴射出的彈丸強(qiáng)烈撞擊材料,在表面形成小凹坑,使材料表面發(fā)生塑性變形,從而在金屬表面產(chǎn)生殘余應(yīng)力。表層下壓縮的晶粒由于要恢復(fù)到原來的形狀,從而會產(chǎn)生一個(gè)均勻的殘余壓應(yīng)力層,使材料表面得到強(qiáng)化,經(jīng)過噴丸處理之后,材料表層的組織結(jié)構(gòu)發(fā)生變化,晶粒細(xì)化,位錯(cuò)密度增大,晶格畸變增大,最終形成很高的殘余壓應(yīng)力。材料表層殘余應(yīng)力的存在將明顯地提高材料的抗疲勞性能和疲勞壽命,提高材料表面的強(qiáng)度和硬度、以及抗應(yīng)力腐蝕及耐高溫氧化等性能。
1.試驗(yàn)用材料
試驗(yàn)選用2A14鋁合金桶形零件,其材料強(qiáng)度較高,熱強(qiáng)性好,具有良好的可切削性,電焊和焊縫性能良好,其具體成分如表1所示。

圖1 噴丸處理前的零件

表1 2A14鋁合金化學(xué)成分
將2A14鋁合金桶形零件分為4組(見圖1),第一組表面粗糙度值Ra=0.30~0.65μm,第二組表面粗糙度值Ra=2.20~4.71μm,第三組表面粗糙度值Ra=6.5~7.1μm,第四組表面粗糙度值Ra=1.40~1.75μm。
采用型號為SP1200 G4的氣動式噴丸機(jī),其工作原理如圖2所示,玻璃鋼丸在負(fù)壓的情況下被吸附到了高壓噴嘴前,彈丸在高壓的作用下噴射到零件的表面,使得在零件表面上產(chǎn)生塑性變形。噴丸丸粒采用規(guī)格為AGB70的玻璃彈丸,符合AMS 2431/6標(biāo)準(zhǔn),其形貌如圖3所示。
噴丸強(qiáng)度的驗(yàn)證采用如圖4所示的自制工裝,將驗(yàn)證ALMEN試片的標(biāo)準(zhǔn)底座通過螺釘固定在自制工裝中,并將ALMEN標(biāo)準(zhǔn)試片固定于標(biāo)準(zhǔn)底座上。ALMEN標(biāo)準(zhǔn)試片滿足SAE J 442和AMS 2431/2文件要求。測試次數(shù)滿足最低要求的4次。
2.試驗(yàn)方法
(1)噴丸壓力和丸流量的選擇。噴丸時(shí),在有一定壓力氣流的情況下,彈丸以一定的動能形成一條有規(guī)律的彈丸流作用于材料表面。而彈丸噴出速度和沖擊力量是由氣流壓力的大小決定的,材料塑性變形的程度是由噴丸在材料表面的強(qiáng)度決定的。而通過ALMEN試片的驗(yàn)證,繪制出飽和曲線,確定出飽和點(diǎn),就能確定出相應(yīng)的噴丸強(qiáng)度。在確定氣流的壓力值時(shí),應(yīng)盡量考慮使用較低的氣流壓力,以減少對于材料表面的磨損。
彈丸流量是單位時(shí)間內(nèi)噴嘴噴射出彈丸的數(shù)量,流量和氣流壓力相關(guān),低的氣流壓力應(yīng)該對應(yīng)較低的流量,對于該零件選擇將氣流壓力定為0.5×105Pa,彈丸流量為3kg/min。彈丸流量和氣流壓力確定后,通過調(diào)整噴槍上下移動的速度,可以得到不同的噴丸強(qiáng)度,通過調(diào)整噴槍上下移動的速度為300mm/min、600mm/min和900mm/min時(shí),分別得到對該零件的噴丸強(qiáng)度為三個(gè)固定值:0.35mm(A)、0.31mm(A)和0.27mm(A)。
(2)噴丸時(shí)間的確定和覆蓋率的檢測。噴丸時(shí)間由ALMEN試片的飽和時(shí)間決定,但可根據(jù)試片達(dá)到的飽和時(shí)間對零件表面達(dá)到100%覆蓋率的時(shí)間,進(jìn)行相應(yīng)的借鑒,阿夫拉米方程對于平均覆蓋率是基于隨機(jī)統(tǒng)計(jì)的顆粒到達(dá)速度一致的假設(shè),該方程為
C=100[1-exp(-nr2Rt)]

圖2 噴丸處理

圖3 玻璃丸粒
式中,C為覆蓋率(%);n為阿夫拉米指數(shù);r為凹痕半徑;R為形成凹痕的平均速度;t為形成凹痕所需時(shí)間。
根據(jù)阿夫拉米方程,可以觀察到覆蓋率越來越接近100%,但理論上不可能達(dá)到100%。最后10%覆蓋率所需時(shí)間是開始百90%覆蓋率所需時(shí)間的1.5倍。達(dá)到100%覆蓋率的最后1%所用噴丸時(shí)間將大約占總時(shí)間的20%,達(dá)到最后2%覆蓋率所需噴丸時(shí)間將接近總時(shí)間的40%,在99%的覆蓋率情況下,有85%的位置被擊打過兩次或更多,有50%的位置被擊打過5次或更多。一般來說,覆蓋率達(dá)到98%,就可以說是等于100%覆蓋了。如果想要達(dá)到100%的覆蓋率,可能會導(dǎo)致過度噴丸情況。98%的覆蓋率控制將會顯著節(jié)省噴丸時(shí)間。通過以上公式推測,凹坑半徑就為彈丸的半徑,形成凹坑的平均速度近似為噴射速度,得出達(dá)到100%覆蓋率的時(shí)間為20min。
表面覆蓋率采用熒光法進(jìn)行測定,在進(jìn)行噴丸前在零件表面涂抹上一層熒光劑,并在黑燈下進(jìn)行照射,確保零件表面完全覆蓋上一層熒光劑,再對零件進(jìn)行噴丸。噴丸后在黑燈下進(jìn)行照射,若無熒光,或基本沒有熒光,則可判斷其覆蓋率達(dá)到100%。具體過程如圖5所示。

圖4 自制工裝
選取一個(gè)零件,進(jìn)一步對其表面噴丸后的形貌進(jìn)行檢測,如圖6所示,從圖6a、圖6b中可以看出,彈丸坑均勻分布在零件表面上,沒有出現(xiàn)噴射不到的面,和熒光覆蓋率檢測一致,說明表面覆蓋率良好。放大后如圖6c所示,表面無裂紋出現(xiàn),且形成了一層較為致密的強(qiáng)化層。
3.表面粗糙度分析
利用針尖曲率半徑為2μm左右的金剛石觸針沿被測表面緩慢滑行,金剛石觸針的上下位移量由電學(xué)長度傳感器轉(zhuǎn)化成電信號,經(jīng)放大、濾波、計(jì)算后顯示儀表指示出表面粗糙度值,并用Ra來評定輪廓表面的粗糙度。

圖5 熒光法進(jìn)行覆蓋率測試過程
利用粗糙度儀對2A14鋁合金表面進(jìn)行粗糙度測試,分別測量了噴丸前和噴丸后的表面粗糙度,如表2所示。當(dāng)未噴丸零件表面粗糙度值較小時(shí),噴丸以后表面粗糙度值開始增大,這是因?yàn)閲娡枨傲慵砻嬗捕炔皇翘撸慵砻孑^均整,且彈丸在零件表面產(chǎn)生的撞擊能量是不均勻的,導(dǎo)致在相對較平整的材料表面形成較大的凹坑,從而造成表面粗糙度值增大;但是當(dāng)被噴丸零件的表面粗糙度值較大時(shí),零件表面本身就是不均勻的,且是不平整的,當(dāng)彈丸以均勻的速度打擊在零件表面時(shí),造成表面的塑性變形,反而會使原本粗糙不平整的表面變得平整。
從表2可以看出,不同的噴丸強(qiáng)度下,表面產(chǎn)生的強(qiáng)度越高,其相對低強(qiáng)度對表面的影響也越大,但是對表面粗糙度的影響總的趨勢是一致的。零件表面噴丸的實(shí)際效果主要取決于彈丸噴射在零件表面上能量的傳遞,而能量主要取決于彈丸的質(zhì)量和速度,如圖7所示為彈丸粒子受力與加速方向示意圖。
根據(jù)牛頓第二定律,彈丸丸粒的微分方程可以描述為

F為彈丸粒子受到的拖動力,可表示為

式中,M為彈丸質(zhì)量(kg);cx為拖動系數(shù);vG為輸出氣流速度;pG為噴嘴輸出空氣密度(kg/mm3);vt為噴嘴輸出氣流中彈丸速度(m/s);d為彈丸直徑(mm)。
得到彈丸粒子的微分方程

式中,t為彈丸通過噴嘴噴到被加工表面的時(shí)間(s);p為彈丸的密度。
根據(jù)熱力學(xué)公式


圖6 鋁合金桶形件噴丸后表面形貌

表2 噴丸工藝對鋁合金表面粗糙度的影響
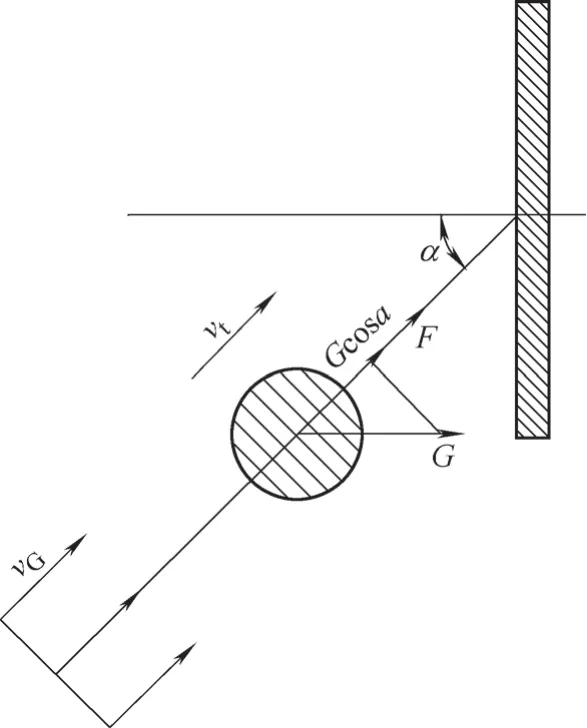
圖7 彈丸粒子受力與加速方向
式中,p0、ρ0分別為標(biāo)準(zhǔn)大氣壓強(qiáng)以及標(biāo)準(zhǔn)大氣壓強(qiáng)下的密度;P、ρG分別為工作氣壓以及工作氣壓下的密度。
彈丸質(zhì)量可以忽略不計(jì),最終彈丸粒運(yùn)動的微分方程為

其中,c為積分常數(shù),當(dāng)邊界條件t=0、彈丸速度v=0時(shí),c=1/vG,因此

從以上推導(dǎo)公式可以看出,不同噴丸工藝參數(shù)對表層的性能影響可以歸結(jié)為:彈丸的動能和噴嘴輸出氣流彈丸的速度、彈丸到達(dá)零件表面的時(shí)間、彈丸密度以及時(shí)間有關(guān)。
若需更大范圍地控制零件表面的粗糙度,即改變零件表面狀態(tài),還需調(diào)整彈丸的丸粒大小,其不僅能夠反映零件表面噴丸后的微觀集合形狀特征,也可以反映表面凹坑輪廓的最大高度,也可以控制不平整的表面。對零件表面粗糙度的影響,不僅和噴丸的強(qiáng)度有關(guān),同時(shí)也和噴丸粒子的尺寸以及表面覆蓋率都有相應(yīng)的關(guān)系。
4.結(jié)語
(1)通過局部放大結(jié)合熒光檢測的方法,零件表面彈丸坑均勻分布在零件表面上,沒有出現(xiàn)噴射不到的面,說明表面覆蓋率良好,表面無裂紋出現(xiàn),且形成了一層較為致密的強(qiáng)化層。
(2)同種彈丸不同的噴丸強(qiáng)度可以在一定范圍內(nèi)改變零件的表面粗糙度,當(dāng)零件表面粗糙度值Ra=0.30~0.65μm時(shí),可將表面粗糙度值提高到Ra=2.2μm左右。當(dāng)零件表面粗糙度值Ra=1.40~1.75μm時(shí),噴丸后表面粗糙度將和零件表面粗糙度基本一致,在Ra=1.6μm左右。當(dāng)零件表面粗糙度值Ra=2.8~7.1μm時(shí),可將表面粗糙度值降低到Ra=2.3~6.1μm。
(3)從彈丸粒子的微分方程推導(dǎo)出不同噴丸工藝參數(shù)對表層的性能影響,可以歸結(jié)為彈丸的動能和噴嘴輸出氣流彈丸的速度、彈丸到達(dá)零件表面的時(shí)間、彈丸密度以及時(shí)間有關(guān),其強(qiáng)度越高,相比于低強(qiáng)度對表面的影響也越大,但是對表面粗糙度的影響總的趨勢是一致的。
