高速鋼鑲齒絲錐刀片的研制
2018-10-26 06:11:32河南一工專用刀具有限公司新鄉453002葛建華閆永亮
金屬加工(冷加工) 2018年10期
關鍵詞:用戶
■河南一工專用刀具有限公司 (新鄉 453002) 葛建華 閆永亮

掃碼了解更多
公司客戶提供一份絲錐圖樣(見圖1),要求按照圖樣來制造所需的絲錐。該絲錐規格為M163×2-H2,寬度60mm,絲錐材料為W6Mo5Cr4V2高速鋼。由于絲錐直徑較大,因此高速鋼原材料要進行鍛造、退火處理,再加上機械加工、淬火及回火等工序,經過近兩個月的生產,才將2件絲錐交付用戶使用。
絲錐經用戶使用后反映效果不錯,但有以下兩個問題需要改進:
一是絲錐費用高。主要是絲錐采用高速鋼材料制造,僅原材料就達到12kg,再加上鍛造、機械加工及熱處理等費用,絲錐價格自然不菲。同時,絲錐在鍛造過程中如果出現裂紋,或在使用中切削刃出現嚴重的崩刃,絲錐就將報廢,造成很大浪費。
二是絲錐修磨困難。絲錐在磨損后一般是修磨前刀面,將絲錐裝上心軸,在萬能工具磨床上進行修磨,而使用廠家一般不具備絲錐的修磨能力,需要將絲錐送到專業刀具廠進行修磨,周期較長,因此廠家只能通過增加絲錐的庫存量來保證車間的正常生產,從而占用大量刀具費用。
基于以上情況,用戶建議能不能設計制造鑲齒結構的絲錐來使用,以降低刀具費用。
1.鑲齒絲錐的設計
經與用戶溝通,了解到該絲錐是用來加工重汽后橋減速器殼體上的大直徑螺紋孔,工件材料為球墨鑄鐵QT450-10,硬度160~210HB。經認真分析原整體絲錐的結構,并參考鑲齒三面刃銑刀的形式,將該整體高速鋼絲錐改進為鑲齒結構絲錐(見圖2)。
設計步驟主要從以下幾方面進行:
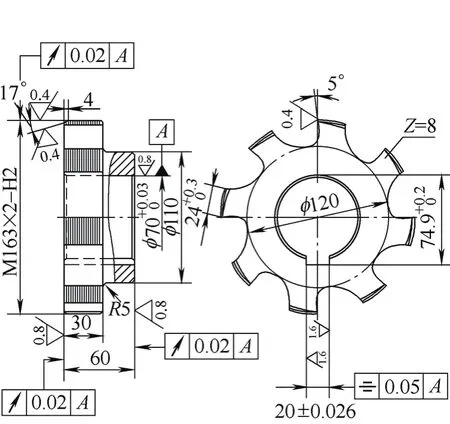
圖1
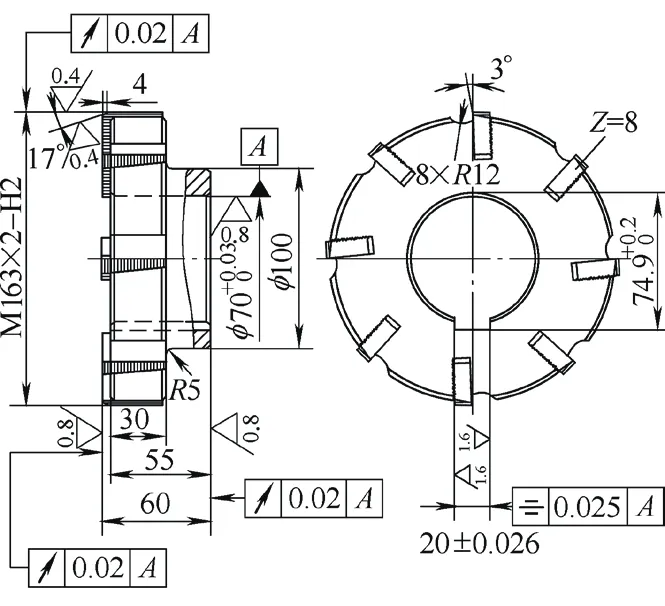
圖2
(1)絲錐前角:一般來說,絲錐前角大,鋒利性好,被加工面的表面粗糙度低,但切削刃磨損較快,被切螺紋的精度不夠穩定。因此,為防止切削刃的損傷,前角要選得小一些。同時,絲錐前角有平面前角和曲面前角兩種形式。平面前角主要是為提高刀尖強度,而曲面前角則主要是為提高鋒利性和便于卷屑。考慮到工件材料為球墨鑄鐵,故選定為平面前角,取值為3°,同時在絲錐刀體上加工出R12mm圓弧槽,以便于卷屑,絲錐刀體如圖3所示。
(2)絲錐的后角是沿切削錐用徑向鏟磨法獲得的阿基米德螺旋面,應按照絲錐的類型、用途、尺寸和被加工材料來選取適當的后角。因為絲錐后角過大容易產生崩齒和螺孔中徑擴大的情況。因此在一般情況下,加工硬質材料時選用2°~3°,加工軟質材料用3°~4°。同時還要通過觀察絲錐使用后的情況來修正后角的大小,最終確定絲錐后角為3°。
(3)絲錐的倒錐、螺紋鏟背量:絲錐的倒錐主要是為了減少絲錐與被切螺紋孔之間的摩擦,減小切削扭矩,以及減小螺紋孔的擴張量,綜合考慮倒錐選定為0.1/100mm。絲錐螺紋鏟背量按經驗選定為0.06~0.08mm,不宜過大,以防絲錐反轉時從刃背背面擠入碎屑。
2.鑲齒絲錐的制造
鑲齒絲錐的制造主要從以下幾方面進行質量控制:
(1)絲錐刀體:絲錐刀體采用40Cr合金結構鋼制造,硬度保持在35~40HRC。絲錐刀片槽采用線切割機床加工,前角3°,槽深24mm,要求在裝配刀片后,絲錐刀片端面高出刀體端面6mm左右。刀片槽前端的R12mm圓弧槽應與刀片槽在一次裝夾中完成加工,以避免發生錯位,造成在攻絲過程中發生擠屑的情況。
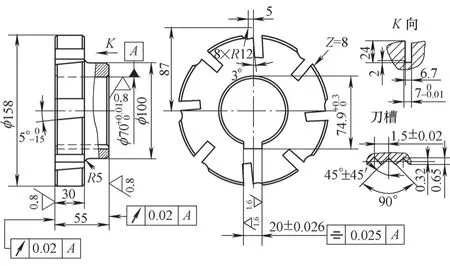
圖3
(2)絲錐刀片:如圖4所示,采用W2Mo9Cr4V2Co8(M42)超硬鈷高性能高速鋼制造,硬度保持在66~67HRC。首先絲錐刀片要進行鍛造加工,應嚴格控制鍛造溫度,防止刀片出現裂紋。其次刀片上的齒紋采用線切割機床加工,在切開后可成為2個刀片的齒紋。經加工后的刀片應保證切削刃鋒利,表面不得有裂紋、崩刃以及磨削退火等影響使用性能的缺陷。
(3)鑲齒絲錐的裝配:在裝配絲錐刀片時,先用手將刀片輕輕插入到刀體刀片槽中,保持絲錐外徑留有1~2mm的余量,然后用紫銅棒或壓力機將刀片壓緊。由于絲錐刀片刃口鋒利,在裝配過程中一定要注意安全,必須輕拿輕放,防止手被劃傷造成事故。同樣,絲錐在磨損后需要修磨時,應先將絲錐刀片反方向取出,并上移一個齒距1.5mm,然后按裝配要求將刀片壓緊即可進行修磨。
(4)鑲齒絲錐的磨削加工:裝配后的鑲齒絲錐先在平面磨床上將絲錐刀片端面磨平,然后裝上心軸,在外圓磨床上磨絲錐大徑至尺寸。接著再在螺紋磨床上磨出絲錐螺紋,其螺紋牙型及公差(見圖5)。最后是鏟磨切削錐工序,可在螺紋磨床上或鏟齒車床上進行鏟磨,鏟磨量K=4mm。
3.鑲齒絲錐的使用
絲錐在攻絲時,由于軸向進給量(等于螺距)較大,故轉速不能太高,否則將影響其強度和韌性,造成絲錐崩刃等情況。
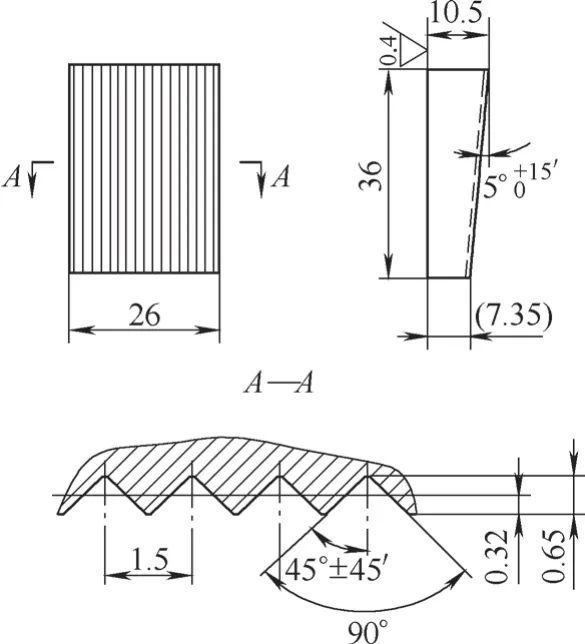
圖4
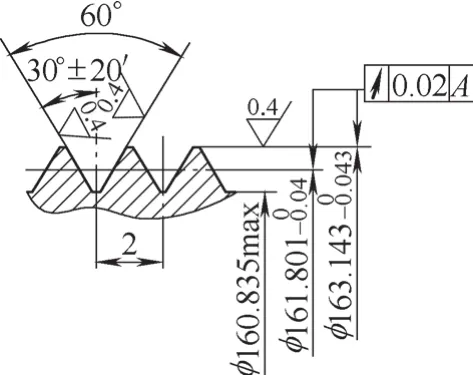
圖5
同時,還要考慮工件材料因素,在加工鑄鐵時,切削速度可取10~15m/min,加工淬硬鋼時取3~5m/min。考慮到用戶的攻絲設備為雙面鏜組合機床,因此切削速度不宜過高,推薦切削參數為:n=12r/min(vc=6.15m/min),f=2mm/r。
經用戶使用證明,鑲齒絲錐攻絲過程平穩,被切螺紋精度符合圖樣要求。
4.結語
本次研制的鑲齒絲錐效果明顯,達到了耐用度高于整體高速鋼絲錐2倍以上,價格低于整體高速鋼絲錐近3倍的預期效果。同時,由于絲錐刀體可長期使用的特點,后期僅需更換絲錐刀片即可,并且一套絲錐刀片可重復修磨3次以上,充分顯示出其高性價比的特點,為用戶減少了刀具費用,在制造成本及使用上都得到了很好的經濟性,具有一定的推廣價值。

歡迎關注微信公眾號:機工刀具世界
猜你喜歡
車主之友(2022年4期)2022-08-27 00:58:26
知音·下半月(2022年5期)2022-05-23 23:17:04
商用汽車(2016年11期)2016-12-19 01:20:16
商用汽車(2016年5期)2016-11-28 09:55:15
非公有制企業黨建(2016年1期)2016-07-19 13:02:51
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
衛星與網絡(2016年12期)2016-02-05 09:23:23
創業家(2015年10期)2015-02-27 07:55:08
創業家(2015年10期)2015-02-27 07:54:39
