氣壓焊軌車在大列換枕后焊復施工工藝及組織研究
2018-10-26 08:13:26孟維剛中國鐵路上海局集團有限公司工務處
上海鐵道增刊 2018年3期
孟維剛 中國鐵路上海局集團有限公司工務處
上海局從2002年引進P95大修列車,經過多年運用經驗總結,具備了在營業線換枕年進度將近100km的生產能力。但大列換枕后破壞原有無縫線路軌道結構,換枕切入口、切出口均需臨時切斷鋼軌,破壞無縫線路結構,且需在道床結構穩定后,及時進行應力放散和焊復。原線上焊復采用鋁熱焊接。鋁熱焊焊縫屬于鑄造組織,雖然具有較高的硬度,但韌性低,鑄造組織中縮孔、疏松等缺陷檢出率低,近幾年我局發生的焊縫折斷均為鋁熱焊,缺陷也多為縮孔和疏松。同時,鋁熱焊施工作業過程中,人為因素、作業環境對焊縫質量影響也較大。近幾年,隨著既有線提速,高鐵線路大規模開通,對鋼軌焊接質量的要求越來越高,2010年我局引入第一臺YHG-1200自行式閃光焊焊軌車,2015年總公司配屬我局3臺氣壓焊焊軌車,如今已在鋪設新軌無縫線路施工中大規模應用,但是在大列換枕后的焊復施工中的應用才剛剛起步。本文通過主要探討氣壓焊、鋁熱焊、閃光焊焊接方式在大列換枕后恢復無縫線路結構施工中應用存在的優缺點,著重介紹氣壓焊焊軌車在大列換枕恢復無縫線路結構施工的工藝及組織,有利于焊軌車運用的推廣。
1 不同焊接方式的比較分析
目前,鐵路線上焊接主要有三種焊接方式:鋁熱焊、氣壓焊、閃光焊。
(1)鋁熱焊是目前應力放散過程中使用的一種主要的焊接方法,操作簡便,設備輕便,簡單,作業時間相對較短,且可在道岔前后等復雜施工地段進行焊接。鋁熱焊焊接不存在鋼軌消耗,不改變既有鋼軌的長度。鋁熱焊焊接接頭的質量主要取決于鋁熱焊劑的質量以及現場環境條件及操作者工藝掌握熟練程度。鋁熱焊接頭為鑄造組織,焊縫強度一般能達到鋼軌母材強度的70%,外觀質量相對于其他焊接方式焊接的焊縫較差,一次成功率在90%左右。
(2)氣壓焊是采用火焰加熱方式激活兩待焊端面原子相互滲透重新結晶,其工藝具有適應性廣的優點,氣壓焊接頭是鍛造組織,頂鍛量就是鋼軌消耗量。氣壓焊焊軌車屬于大型自動焊接設備,具備焊接、快速冷卻、正火、軌頂面噴風提高硬度一體化功能,焊接參數經型式試驗確定后,焊接過程不需要人工干預,軌頂面沒有軟化區,強度可以達到鋼軌母材的90%以上,焊接質量穩定可靠。
(3)閃光焊由于和設備性能穩定性、作業環境中風、雨等關聯性較大。閃光焊在電氣化鐵路線上聯焊時,必須保持左右股鋼軌之間不能導通,對工況要求較高,對施工效率也產生影響。閃光焊機焊接一個焊縫從待焊軌檢查處理開始至具備通車條件一般在35 min,換枕后焊復時需在有限的封鎖時間內連續焊接4個焊頭,線上焊接一般不采用。
通過對比,氣壓焊軌車具有快速、質量穩定、工況適應性廣等優點,尤其是在大列換枕龍口一個施工天窗連續焊接4個焊縫的情況下,優勢更加明顯。因此,開展氣壓焊軌車配合大列換枕施工線上插焊施工研究對于改善軌道結構,減少鋁熱焊在線數量,降低焊縫折斷風險,充分發揮大型施工設備效能很有價值。
2 施工組織研究
2.1 施工工況分析
(1)大列換枕時,切開鋼軌,換枕過程中,鋼軌發生串動,在大列換枕當日,利用再用短軌插入大列切入前龍口設置臨時緩沖區,開通線路,并相應設置限速,待第二日線路復搗結束,第三日應力放散并插焊恢復原有無縫線路軌道結構。具體施工示意圖見圖1。
從圖2可以看出,第一對焊縫的焊接有兩種方案,一是線下焊接,二是線上焊接。由于氣壓焊焊軌車焊機的構造原因,焊軌車焊接時鋼軌下部需懸空10 cm左右,以便焊機夾持鋼軌。如果采取線下焊接,第一對焊縫焊接結束后,焊軌車需后退再將鋼軌墊高并順撬(一般長度15 m左右),需增加耗時13 min-15 min;采取第二方案,可在焊軌車到達之前完成第一對焊縫后方15m至插焊軌全長墊撬,焊接完第一對后等5 min或者增加噴風100s即可進行第二對焊縫焊接。由以上分析可知,氣壓焊軌車焊復采用線上焊接方式,有助于減少作業時間,提高施工效率。
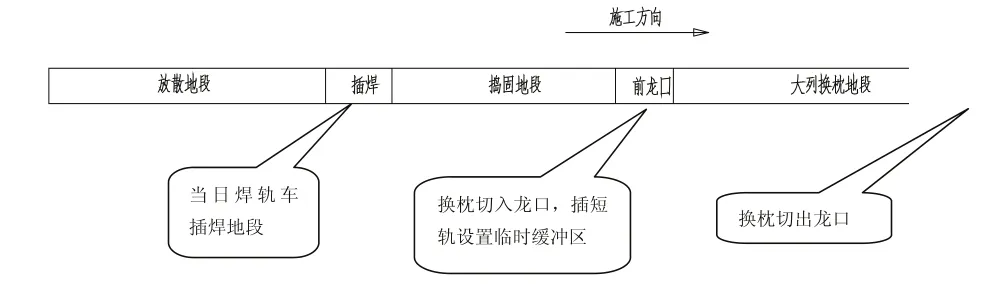
圖1 施工平面布置圖

圖2 插焊地段布置圖
(2)焊軌車墊軌順撬裝置改進。廠家配備的線上聯焊墊軌順撬裝置最高墊起高度為180 mm,依靠軌距拉桿控制兩根鋼軌之間距離,但實際上,兩根鋼軌已經處于完全懸空狀態,軌枕螺桿與軌底間有10 cm左右的凈空,存在較大安全風險。為此,我們對焊軌車焊接作業時需要的最大凈空和最小墊起高度進行現場測試,經過現場多次不同型號軌枕測試,氣壓焊焊機最小焊接凈空應不低于150 mm(軌枕面至鋼軌底),焊軌車輪緣處墊起高度應不低于120 mm,并據此重新設計墊高塊,不但降低了墊起高度,同時減少了墊撬長度,提高了作業效率。
(3)拉伸焊接。通過在高里基地氣壓焊焊軌車線上聯焊兼具拉伸試驗,焊縫距鎖定端分別為100 m、200 m、300 m、400 m、500 m拉伸焊接試驗總結出:只要焊接端至鎖定端間鋼軌軌底每8 m~10 m墊放應力放散滾筒,應力放散百米測點位移到位,同時,焊縫質量經落錘檢驗均合格,說明,在不少于100 m長度范圍內,氣壓焊焊軌車具備焊接拉伸一體化功能,但要注意的是,氣壓焊焊軌車焊接前一般需要預留3 mm~5 mm的軌縫,以方便四氯化碳清洗和氧氣吹干,氣壓焊焊機的最大拉攏長度為100 mm,同時,氣壓焊焊機焊接消耗鋼軌一般在30 mm~33 mm之間,因此,在施工現場計劃拉伸焊接時,應根據鎖定軌溫高低來計算放散長度。計算公式如下:
式中:l為放散長度(m),l1為氣壓焊焊機最大拉攏長度(m),l2為預留軌縫寬度(m),l3為焊接損耗(m),α為鋼軌的線膨脹系數,取11.8×10-6/℃,Δt為鎖定軌溫和實際作業軌溫差(℃)。
2.2 氣壓焊焊軌車施工作業效率分析
焊軌車參加施工過程分為加開站至施工點往返開行、設備調試、焊接作業、焊后保養等環節。
按照15 km長區間中部焊接、自輪運轉設備自運行速度40 km/h測算,往返開行需要23 min,加上進入防護點前減速、打點等影響,一般不超過30 min。
氣壓焊焊軌車對軌一般在5 min以內,焊接5 min、焊后噴風3 min20s、正火5 min、噴風冷卻3 min20s,焊接一個頭需時21 min40s,焊縫噴風冷卻后溫度一般在350℃左右,350℃繼續冷卻至300℃以下,一般需時5 min左右。
按照一個天窗插焊一處4個焊縫計算,焊軌車插焊最短需要:運行30 min+焊接22×4 min+冷卻5 min=123 min。
2.3 應力放散施工節點分析(按500 m長度)
封鎖命令下達后作業人員進行松卸扣件,內燃螺絲機松卸扣件效率一般10根(單側)/min,軌枕配置1 667根/km,500 m長線路配置6臺(每側3臺),全部卸完(恢復)需時30 min,在此時間內同步進行放散地段龍口鋸軌、插入、待焊軌軌端打磨精挫、墊軌等工作,焊軌車運行至作業位置;焊接準備工作到位后,焊軌車焊接對位夾軌焊接第一對焊縫,焊接結束計算拉伸量,鋸軌、撥彎、打磨精修需時15 min,焊軌車對位夾軌,焊接第二對焊縫。開通前10 min電務調試。
通過整個施工節點測算,總耗時需要123+60+15+10=208 min,目前,大列換枕施工天窗時長一般都在210 min,滿足氣壓焊焊軌車線上插焊作業時長需求。
3 運用及總結
從2016年9月京九線集中修開始,上海大修段在京九線進行氣壓焊焊軌車大列換枕地段線上插焊施工,累計焊接86頭,一次合格率100%,施工正點率100%,現場減少86個鋁熱焊焊縫,提升了軌道結構質量和鋼軌防斷能力。2018年4月在隴海線大列換枕過程中,首次實現氣壓焊軌車線上拉伸焊接。總之,氣壓焊軌車自應用以來,不僅穩步提高線路大修質量,同時大大減輕了現場作業的勞動強度,節省了勞動力資源。使鐵路大修施工朝著規范化、機械化、標準化的目標不斷邁進。
猜你喜歡
建材發展導向(2021年9期)2021-07-16 07:11:36
建材發展導向(2021年6期)2021-06-09 05:57:08
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造業自動化(2017年2期)2017-03-20 14:26:13
故事大王(2016年7期)2016-09-22 17:30:08
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
設備管理與維修(2015年12期)2015-04-09 06:57:24
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
