進槽鹽水質量對離子膜電解槽電壓影響分析
2018-10-30 08:10:10王小敏
中國氯堿 2018年9期
關鍵詞:影響
王小敏
(中國平煤神馬集團開封東大化工有限公司,河南 開封 475003)
在離子膜電解工藝中,電解槽是核心設備,其運行的好壞直接影響燒堿產品的技術經濟指標。通過分析電解槽折標電壓的運行曲線圖,及時查找出生產中影響槽電壓的各種因素,并進行針對性的改進,保證電解槽能夠平穩、高效地運行。
1 電解裝置情況
中國平煤神馬集團開封東大化工有限公司自1996年建設2臺2萬t/a離子膜電解槽(A、B槽),至今已21年。早期的電解槽是北化機的強制循環電解槽,配套美國杜邦公司的離子膜。2003與2009年先后擴建了老電解2萬t/a燒堿(C、D槽是不銹鋼陰極槽)、新電解10萬t/a燒堿的自然循環電解槽。2009年淘汰改造老電解A、B槽(將老C、D槽移至A、B槽位置),新上2萬t/a燒堿(C、D槽為鎳陰極自然循環電解槽)。2011年11月老電解擴建了2.5萬t/a燒堿的膜極距電解槽(E、F),2003年與2017年分別使用了日本旭化成公司的 F-4602、F-4603、F-4403D及F-6801離子膜和杜邦公司的N2030離子膜。2009年 4月 20日對新電解 A、B、C、D、E、F 電解槽進行了連續72 h性能檢測,直流電耗2 407.77 kW·h/t,電流效率93.24%。老電解E、F槽開車后72 h考核直流電耗2 103.13 kW·h/t,電流效率95.27%。
2 槽電壓影響因素分析
離子膜電解中槽電壓是一個重要參數,直接影響電解電耗。離子膜電解槽的槽電壓可用下式表示:

式中:V—槽電壓,V;V°—理論分解電壓,V;Vu—離子膜電壓降,V;a—陽極過電壓,V;g—陰極過電壓,V;IRt—溶液歐姆電壓降,V;IRe—金屬導體中歐姆電壓降。
影響槽電壓的主要因素:(1)膜自身結構;(2)電流密度;(3)氫氧化鈉濃度;(4)兩極間距;(5)陰、陽極液循環量、陽極液NaCl濃度、陽極液pH值;(6)溫度;(7)鹽水中雜質;(8)槽結構,特別是陰、陽極活性涂層;(9)開停車次數;(10)電解槽壓力和壓差。現結合生產中遇到的實際案例,從以下幾點分析其對槽電壓的影響情況。
2.1 陰極管道材質差,管架腐蝕對槽電壓的影響
老電解E、F槽為膜極距電解槽,2011年投運后,不到一個月發現槽頭陰極進槽堿管彎頭處腐蝕,出現直徑約 2.0~3.0 mm 的孔洞,同時多次出現陰極液流量低甚至無流量現象,同時槽電壓異常升高。經停車檢查,發現在陰極面網和進口總管處集聚許多黑色鐵粉和鎳粉類物質,導致陰極管道堵塞,多張離子膜出現針孔。對陰極系統部分管道、管件材質進行檢測,材質不合格,不耐熱堿腐蝕。2011.11-2014.5 E 槽電壓數據見圖 1。
2014年7月該公司再次對E、F槽陰極網及陰極系統部分不合格管架進行更換。更換后運行情況良好,更換前后運行數據對比見表1。
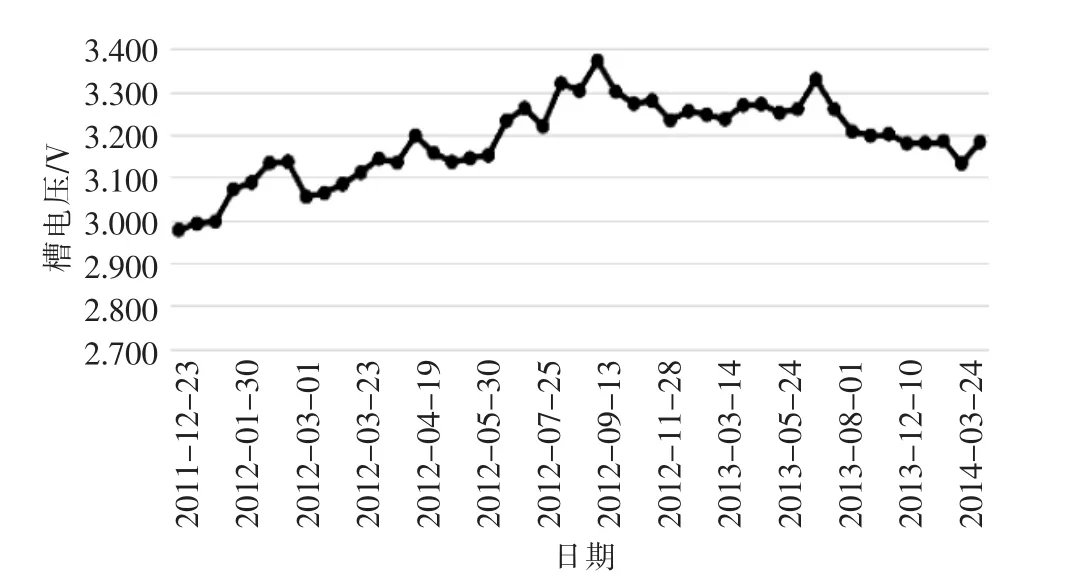
圖1 老電解E槽折標電壓

表1 更換前后運行數據對比表
2.2 鹽水中各種雜質對槽電壓的影響
離子膜電解食鹽水制取燒堿工藝中,二次精鹽水的質量直接影響著離子膜的效率和電解槽的使用壽命。鈣離子、鍶離子、碘離子和硫酸根離子會影響電流效率,影響槽電壓的主要有鎂離子、鐵離子、鎳離子、碘離子,當上述物質存在時,會在槽內生成相應的不溶物沉積在膜的表面,或擴散到陰極室產生影響,因此生產中要嚴格控制鹽水中各種雜質的含量。
(1)鈣鎂離子超標影響
鈣鎂離子存在時,在槽內和陰極遷移過來的OH-生成沉淀物,沉積在膜上,影響槽電壓和電流效率。
2014年11月10日,膜脫硝工段清洗反滲透膜,清洗廢水中含有50 kg檸檬酸和50 kg的EDTANa4,EDTANa4全稱乙二胺四乙酸鈉鹽,對鈣鎂等金屬離子具有強絡合性,不能通過凱膜過濾器將其過濾去除,故其與鈣鎂離子形成的絡合物仍存在于一次鹽水中。一次鹽水進入后續的二次精鹽水工段的樹脂塔后,其形成的絡合物穩定性強于螯合樹脂吸附鈣鎂等金屬離子形成的絡合物,導致螯合樹脂吸附能力下降,二次精鹽水中鈣鎂嚴重超標,(2014年11月25日旭化成分析有機碳含量是19×10-6)各臺電解槽槽電壓均有升高現象。通過對樹脂塔進行多次再生置換處理,鹽水指標才趨于正常,槽電壓也慢慢恢復正常增長幅度。具體二次精鹽水指標見表2,槽電壓值見表3。

表2 二次精制鹽水指標

表3 原槽電壓值
(2)原鹽含氨超標對槽電壓的影響
2016年10月26日,當班員工發現原鹽有氨水味,經分析發現原鹽內總氨含量為31×10-6,超標數倍(正常指標為 2×10-6),新 A 槽下槽折標電壓數據見表4。

表4 新槽折標電壓值
同時新、老電解槽電壓均出現明顯上升趨勢。具體數據(以新電解A槽為例)見圖2。
通過及時采取調整原鹽、增加樹脂塔再生頻次等措施,最終將槽電壓恢復正常。

圖2 新電解A槽電壓
(3)鹽水中硫酸根、氯酸根對槽電壓的影響
在以往的生產運行中,曾出現過二次精鹽水金屬離子超標現象。2008年3月,10萬t/a離子膜電解槽二期投入運行后,發現鹽水中硫酸根、氯酸根濃度迅速升高,硫酸鈉最高達39 g/L,氯酸鈉最高達22 g/L,具體數據見表5。因硫酸鹽和氯酸鹽在鹽水中易結晶,一次鹽水工段加壓泵鹽水進口管道及閥門多次結晶而被迫停車掏出結晶物,并最終因加壓溶氣罐到預處理器鹽水管道結晶鹽堵塞,系統被迫停車十幾天。

表5 二次鹽水指標
從2011年10月隔膜燒堿停產以后,開始出現二次精鹽水中和ClO3-超標現象,由于及時淘汰氯化鋇法除,上了膜法脫硝裝置,鹽水中的濃度在很短時間內恢復正常。由于公司沒有除氯酸鹽裝置,所以鹽水中超標現象未能有效緩解,只是隨著每次批量更換離子膜后暫時得到改善。目前鹽水中氯酸根含量已接近50 g/L,雖然采取增加電解槽和脫氯塔鹽酸加入量等措施,氯酸根含量仍呈現上升趨勢。該公司2018年有上氯酸鹽分解裝置技改計劃,2010年8月-2017年11月鹽水硫酸根含量情況見圖3,新電解出槽氯酸根含量見圖4。

圖3 鹽水硫酸根含量圖

圖4 新電解出槽氯酸根含量圖
3 降低槽電壓措施
(1)嚴格控制槽溫:槽溫 86~88℃,膜極距 84~85℃;
(2)二次精鹽水各種雜質離子含量合格見表6;

表6 二次精鹽水各種雜質離子含量指標要求
(3)電解槽陽極添加的高純酸指標合格:HCl 31%;Ca≤0.5 mg/L,Mg≤0.07 mg/L,Fe≤0.5 mg/L;
(4)進出槽鹽水氯化鈉含量正常:進槽280~300 m/L,出槽 205~215 g/L;
(5)控制出槽氫氧化鈉含量32%~32.5%;
(6)根據電解槽類型控制氫氣氯氣壓力和壓差正常;
膜極距槽子一般要求氫氣24 kPa,氯氣20 kPa,氫氯氣體壓差4 kPa。通過對以上各種工藝指標嚴格控制來保證電解槽正常高效運行。
猜你喜歡
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
家庭影院技術(2020年10期)2020-12-14 07:54:18
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(2016年3期)2016-03-26 07:13:38
知識經濟·中國直銷(2016年3期)2016-02-27 16:15:49
現代檢驗醫學雜志(2014年6期)2014-02-02 03:02:04
閱讀與作文(小學低年級版)(2011年3期)2011-01-01 00:00:00