壓電陶瓷驅動微進給刀架結構優化設計與實驗研究
2018-10-31 08:17:56李東明葉紅盼羅姜李麗
大連交通大學學報 2018年5期
李東明,葉紅盼,羅姜,李麗
(大連交通大學 機械工程學院,遼寧 大連 116028)*
0 引言
高精密器械的快速發展,對數控機床的加工精度要求越來越高[1- 4].以現在的技術水平靠提高車床的元部件的精度和剛度來提升機床的加工精度難度大且成本高.因此,在超精密加工中引入一個微進給機構成為實現超精密加工的最有效方法之一.現階段已開展的微進給刀架研究多為壓電陶瓷驅動器與柔性鉸鏈相組合的直接驅動式微進給刀架.其中,國外在該方面的研究開展較早[5- 6],美國勞倫斯利夫莫爾國家實驗室于1985年時就已將由壓電陶瓷驅動器驅動的彈性變形元件變形用來實現刀具的微量進給,并用于金剛石車削加工,成功研制出目前世界上車削精度最高的金剛石車床,其最大進給行程為±1.27 μm,定位精度可達2.5 nm,系統剛度為200 N/μm,但其產品對外禁運;國內在該領域的研究起步較晚,仍然取得了一定的科研成果.天津大學研制的雙平行柔性鉸鏈刀架機構的系統剛度34.2 N/μm,定位精度為0.1 μm[7],東南大學所研究的含平行鉸鏈副的微進給刀架系統剛度為38 N/μm,定位精度為0.023 μm[8].結合國內研究現狀,這種微進給刀架的剛度普遍不高.微進給刀架系統剛度的大小直接影響刀架結構的定位精度,在機床震動、高頻驅動力以及切削力等因素的作用下,刀架剛度過低使其發生變形或產生共振現象,無法得到保證工件的加工精度和表面質量[9].而現今科技的快速發展對機械產品的設計要求更加嚴格,使用單一的平行鉸鏈機構與傳統的設計方法很難達到高性能、高質量的產品要求.
本文設計了一種含微位移縮小機構的微進給刀架結構.以刀架結構的剛度為目標函數,通過刀架剛度理論計算中的關鍵參數為設計變量,對微進給刀架結構進行優化設計,在滿足設計要求的前提下,增加結構的剛度,改善結構的定位精度,設計出滿足設計要求的高分辨率和重復定位精度的微進給刀架.
1 微進給刀架的結構優化設計
1.1 微進給刀架的結構原理介紹
微進給刀架的結構如圖1所示.圖中各零部件分別是:1.刀具基座、2.雙平行柔性鉸鏈、3.對稱式微位移縮小機構、4.壓電陶瓷驅動器、5.預緊螺釘、6.通孔、7.電容式傳感器.雙平行柔性鉸鏈對稱安裝在刀具基座兩側,確保刀具基座在水平方向上有精確位移.刀具基座與壓電陶瓷驅動器之間設計有對稱式微位移縮小機構,其中A-C處為單軸雙圓柔性鉸鏈,其圓弧圓心位于同一直線MN上,減小微位移縮小機構的能量損失[10];對稱式結構微位移縮小機構的輸入位移可以通過兩邊的運動鏈同時進行傳遞,在理論上完全消除附加位移保證輸出位移的精確性.驅動器后端用螺釘5固定,并提供預緊力,以消除微位移縮小機構與壓電陶瓷驅動器之間的間隙,提高接觸剛度和響應速度, 進而提高微進給刀架的分辨率.電容式傳感器用于測量刀具基座的位移,實現微進給刀架的閉環控制.工作時壓電陶瓷驅動器提供位移,通過微位移縮小機構縮小位移,驅動安裝在刀具基座前端的金鋼石刀具前進,實現微進給刀架的高分辨率、高精度的微量進給.


圖1 微進給刀架系統結構圖和原理圖
1.2 微進給刀架剛度影響因素分析
結合微進給刀架結構特點,可以看出微進給刀架剛度大小主要取決于縮小機構位移的縮小倍數以及柔性鉸鏈結構尺寸.基于柔性鉸鏈的轉角剛度理論[11],采用功能原理的方法在圖1所示的輸入位移處施加力F,使微位移縮小結構的柔性鉸鏈發生轉動.根據雙平行柔性鉸鏈機構和位移縮小機構的兩部分結構特點由能量守恒定律得微進給刀架等效剛度為:
式中,k,kges分別為結構剛度、系統剛度.通過公式可知微進給刀架的剛度主要有柔性鉸鏈鉸鏈半徑R、鉸鏈厚度t、雙平行柔性鉸鏈相鄰兩圓弧圓心之間的距離L、微位移縮小機構的縮小倍數A以及輸入位移力臂b2決定的.在單因素影響下根據剛度計算公式得兩剛度隨著鉸鏈厚度t的增加而增加,隨著鉸鏈半徑R、縮小機構臂長b及平行鉸鏈長度L的增加而減小,唯有縮小倍數A對兩者的影響有所不同.針對縮小倍數A對系統剛度及結構剛度的影響進行分析,當僅有單一變量A時結構剛度與系統剛度的變化如圖2所示,左側縱坐標對應圖中實線為系統剛度隨縮小倍數A的變化曲線,在A∈(1,3)時系統剛度呈遞增趨勢;右側縱坐標對應為圖中虛線為結構剛度隨縮小倍數A的變化曲線,結構剛度隨縮小倍數A的增大先減小后逐漸增大.由圖可以看出,當A>1.4時,系統剛度與結構剛度均呈增長趨勢,系統剛度增加有利于重復定位精度提高,結構剛度的提高卻需要犧牲整體輸出位移來實現.因此,各變量的取值需進一步通過函數優化來確定.

圖2 位移縮小倍數A對剛度的影響
2 微進給刀架的多目標優化
多目標優化方法根據其自身的適應度和選擇方式分為基于聚合選擇優化方法、基于準則選擇優化方法、基于Pareto選擇優化方法三類.其中,基于Pareto選擇法是將多目標值直接映射到一種基于秩的適應度函數中,符合多目標問題本身特點.NSGA-Ⅱ算法是基于Pareto最優概念演化來的一種經改進的非支配排序遺傳算法[12- 13],易于整個種群收斂于非劣最優域,運行速度快,對于多目標函數優化問題求解的解集收斂性更好,且允許多個不同等價解存在.
對目標函數而言,求解的解集之間是無法比較優劣的[14].求解多目標優化問題的主要任務是毫無偏好地找到盡可能多的具有代表性的符合要求的Pareto最優解.通過計算得到均勻分布的Pareto最優解之后,根據設計要求及工程實際經驗客觀地從中選擇最滿意的優化結果.該項課題研究中,由于刀架結構剛度與刀架的整體輸出位移是反比例關系,因此需要滿足刀架輸出位移的設計要求,再結合尺寸優化方法改變各關鍵參數使得系統剛度與結構剛度最協調且系統剛度更大.該結構的多目標優化模型可表示為:
設計變量:t1,t2,R1,R2,b2,L,A
目標函數:

由NSGA-Ⅱ算法得到的不同情況下Pareto最優解如圖3所示,兩個坐標軸分別表示兩個目標函數,X軸表示結構剛度,Y軸表示負的系統剛度.從30個Pareto最優解中選取其中5組最優解列于表1中:在這些解中,結合刀架輸出位移下限條件需先考慮結構的系統剛度、結構剛度等因素選擇結構剛度較小的幾組解.然后,為了避免微進給刀架在工作的過程中受機床振動、動態驅動力及切削力等外界震動的影響而產生共振等現象影響其定位精度,需要考慮各機構部件的結構剛度,等同于要求整體結構剛度不能過低.經過篩選選擇第三組解作為優化結果.經圓整后,該優化結果為:t1=0.6 mm,t2=0.8 mm,R1=1 mm,R2=1.9 mm,b2=14.5 mm,L=15.6 mm,A=2.959 2.此時結構剛度為11.49 N/μm,系統剛度為230.41 N/μm.

圖3 基于NSGA-Ⅱ算法的Pareto最優解
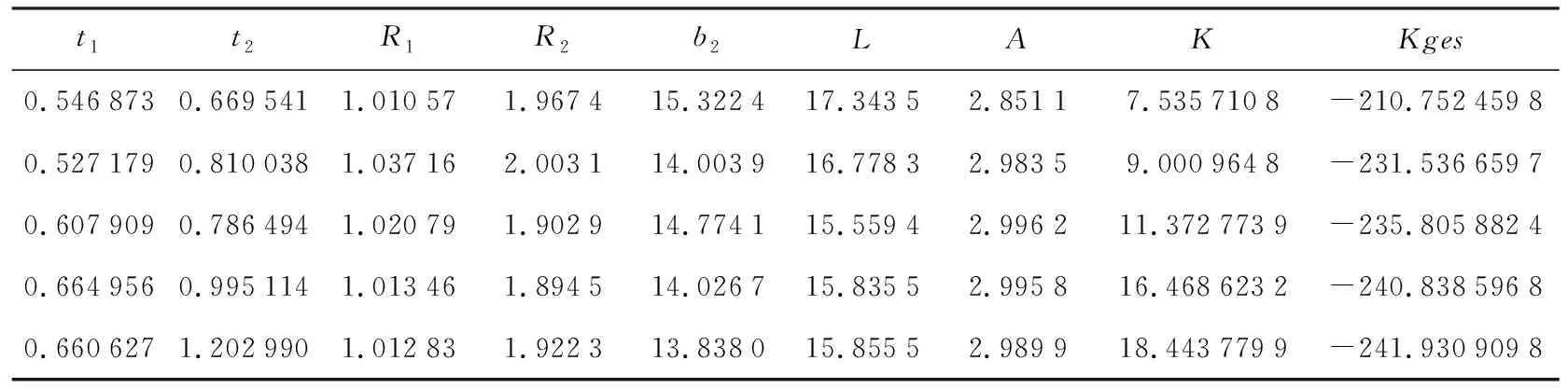
t1t2R1R2b2LAKKges0.5468730.6695411.010571.967415.322417.34352.85117.5357108-210.75245980.5271790.8100381.037162.003114.003916.77832.98359.0009648-231.53665970.6079090.7864941.020791.902914.774115.55942.996211.3727739-235.80588240.6649560.9951141.013461.894514.026715.83552.995816.4686232-240.83859680.6606271.2029901.012831.922313.838015.85552.989918.4437799-241.9309098
3 微進給刀架結構實驗研究
3.1 剛度特性實驗分析
為驗證理論計算的正確性,對刀架在閉環狀態下的靜態剛度進行實驗研究.圖4為微進給刀架實物組裝及實驗設備.實驗儀器包括微進給刀架、電容式傳感器、計算機、壓電陶瓷驅動電源、電容測微儀、任意信號發生器、萬用表、砝碼等.

圖4 微進給刀架靜態剛度測量實驗
實驗方法:將微進給刀架垂直放置,通過在刀具基座上掛砝碼使刀架在進給方向上產生位移,采用DT6139A(05)型電容式傳感器(測量范圍為200 μm,分辨率為1 nm)來測量微進給刀架的輸出位移,把傳感器測量到得信號輸入到測微儀中,然后使用萬用表測量測微儀產生的電壓信號計算出刀架其輸出位移,并根據公式F=k×x求出刀架剛度.微進給刀架剛度實驗測量數據如表2.

表2 微進給刀架剛度實驗測量數據
通過實驗測量得微進給刀架結構剛度約為11.42 N/μm,與理論計算結果誤差為0.6%;系統剛度約為223.52 N/μm,與理論計算結果誤差為3.08%;當F=226.6 N時的最大輸出位移約為19.8 μm,與理論計算誤差約為0.3%.誤差產生的原因:①理論剛度計算建立于柔性鉸鏈模型單一形變上,其本身具有一定誤差;②微進給刀架實體的加工存在一定誤差;③壓電陶瓷驅動器與微進給刀架相互作用時存在接觸式變形.
3.2 重復定位精度實驗研究
微進給刀架的重復定位精度是用來描述其多次重復輸出位移與同一位置的偏差.重復定位精度的測量是在閉環控制狀態下利用控制單點位移的方法反復5次測量刀架在上升與下降控制位移作用下的輸出位移數據如表3所示.通過表格計算出微進給刀架在閉環控制狀態下的重復定位精度為2 nm,達到設計要求.而且通過實驗還可以看出在閉環控制狀態下的微進刀架系統沒有蠕變現象.

表3 刀架在閉環控制位移作用下的測試數據 μm
3.3 微進給刀架固有頻率特性實驗研究
從動力學觀點來看,當外激振力的頻率接近于機床工件系統固有頻率時,就有可能發生共振,因而會有一定的危險.另外,共振會導致機床結構的驅動裝置、檢測裝置不能正常工作.因此,為避免發生共振,有必要對工件系統的固有頻率進行實驗測量.實驗中,在微進給刀架進給方向上施加單位脈沖激震,測得刀架震動位移的傳遞函數曲線如圖5所示,由此測得微進給刀架的固有頻率為1 219.6 Hz.工程上,機械結構的共振區范圍為0.8~1.2f,而負載的激勵頻率一般處于幾百赫茲的頻率段,因此微進給刀架可以很好的避開共振易發段.

圖5 傳遞函數幅頻特性
4 結論
(1)本文設計了一種對稱式微位移縮小機構的微進給刀架系統,通過分析結構的剛度特性分析得出影響結構整體剛度的主要因素有:鉸鏈最小厚度t、鉸鏈圓弧半徑R、以及縮小機構臂長b2、平行機構兩鉸鏈長L;
(2)以微進給刀架剛度為目標函數,以結構的主要影響因素為設計變量,采用NSGA-Ⅱ算法對微進給刀架進行多目標優化,優化結果表明以t1=0.6 mm,t2=0.8 mm,R1=1 mm,R2=1.9 mm,b2=14.5 mm,L=15.6 mm,A=2.959 2的微進給刀架結構為最佳組合;
(3)通過多次采取同一輸入位移的輸出結果測得微進給刀架的重復定位精度為2 nm,以及經脈沖激震實驗測得微進給刀架的固有頻率為1 219.6 Hz;
(4)經尺寸優化后的微進給刀架系統剛度理論值為230.41 N/μm,實驗值為223.52 N/μm,誤差在5%以內,通過微進給刀架剛度與理論計算結果對比,驗證了理論計算的正確性,為微進給刀架投入實際切削加工的可行性提供有力依據.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
發明與創新(2016年38期)2016-08-22 03:02:52