6082- T6鋁合金雙面攪拌摩擦焊焊接接頭組織及性能
2018-10-31 08:18:00王世君耿明肖宇王永亮黃林
大連交通大學學報 2018年5期
關鍵詞:焊縫
王世君,耿明,肖宇,王永亮,黃林
(中車長春軌道客車股份有限公司 工程技術中心工程技術部,吉林 長春 130062)*
0 引言
隨著列車速度的不斷提高,對列車減輕自重,提高接頭強度及結構安全性要求越來越高.厚板鋁合金擠壓型材的連接,目前主要是手工多層MIG焊,效率低,焊縫中常存在裂紋、氣孔等缺陷.攪拌摩擦焊(Friction Stri Welding,FSW )與MIG焊相比,具有焊接接頭強度高、無鋁合金熔化造成的缺陷、效率高等優點.FSW焊接薄板6082- T6鋁合金時其焊接接頭性能良好,抗拉強度可達母材的70%~78.5%.目前軌道客車鋁合金車體部件中如車頂板、側墻板及地板等薄板結構已經廣泛應用FSW技術.但對于焊接厚度20 mm以上的高強鋁合金研究中發現焊縫強度難以進一步提高,如30 mm與35 mm厚板2219鋁合金FSW焊接頭抗拉強度分別為母材的62%和60%.因此厚板鋁合金FSW技術有很高的研究價值,本文對30 mm的6082- T6鋁合金進行雙面攪拌摩擦焊對接焊,并對接頭整體以及接頭各層的微觀組織和力學性能進行研究.
1 試驗材料與方法
試驗選用6082- T6鋁合金板材,數量為2塊,焊接試樣尺寸規格為300 mm×100 mm×30 mm.
FSW焊接試驗采用螺旋形攪拌頭.試驗用攪拌頭的軸肩直徑為28 mm,錐形攪拌針根部直徑為8.4 mm,長度為15.5 mm.焊接工藝參數:攪拌頭旋轉速度550 r/m,焊接速度為180 mm/min,下壓量為0.15 mm.焊接完成后沿焊縫橫向(垂直于焊接方向)分別制取金相試樣和拉伸試樣;分層性能試驗樣品利用線切割沿試樣厚度方向等分為七層,以研究焊縫厚度方向力學性能的差異,見圖1.
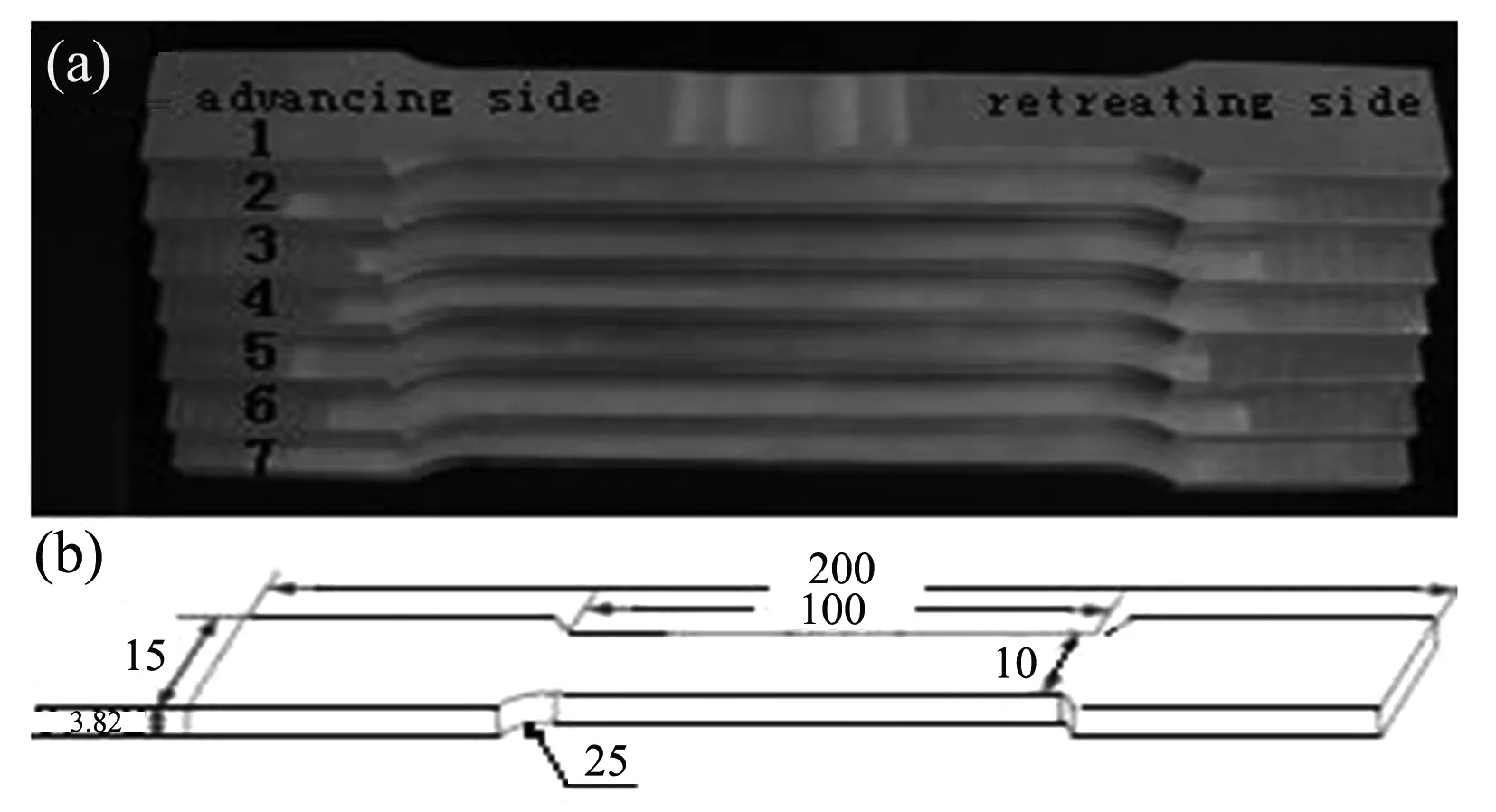
圖1 焊縫分層取樣部位與拉伸試樣尺寸
在Nikon EPIPHOT300金相顯微鏡下觀察接頭微觀組織,使用HMV- 2000顯微硬度計測量接頭硬度分布;在JSM- 5600LV掃描電鏡(SEM)下觀察斷口微觀形貌.
2 驗結果與分析
2.1 焊縫的微觀組織
在上述工藝條件下,30 mm厚6082- T6鋁合金雙面FSW焊縫橫截面的宏觀組織形貌如圖2所示,雙面FSW接頭橫截面形貌呈上下錐型對稱分布,中部能看到明顯的攪拌針作用的重疊部分.由內向外對稱分布了三種不同微觀組織結構的區域,分別是焊核區(簡稱WNZ)、熱-力影響區(簡稱TMAZ)、熱影響區(簡稱HAZ).焊核區鄰近前進側可見到明顯的攪拌針螺紋作用的區域.當攪拌頭旋轉速度和前進速度比值變化時,攪拌頭前進時后退側形成的空腔被塑性流動金屬填充的位置即接合面也會隨之變化.
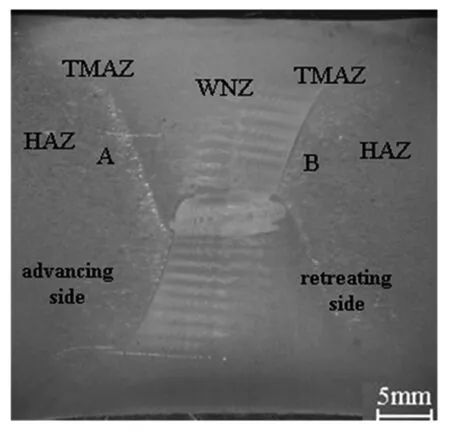
圖2 焊接接頭橫截面低倍形貌
顯而易見,焊縫與前進側的母材過渡區(A)交界線清晰可見而后退側過渡區(B)交界線模糊不清.
圖3為焊縫纖維組織形貌,其中3(a)為6082- T6鋁合金雙面FSW焊縫頂部焊核區顯微組織.圖3(b)為焊縫底部交接位置焊核區顯微組織.焊核區組織仍為等軸晶,焊核區重疊部分的晶粒由于受到兩次機械攪拌作用,晶粒更加細小均勻.
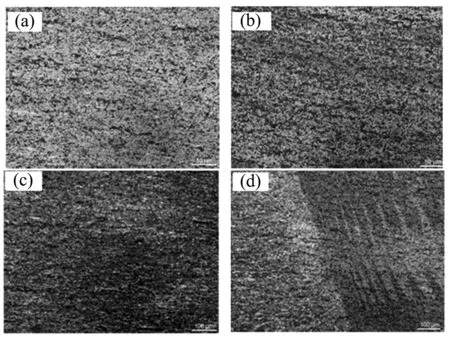
圖3 焊縫顯微組織形貌
焊接過程中由于攪拌針的強力攪拌作用并產生高溫使母材軟化并發生塑性流動形成焊縫.前進側首先受到攪拌針的作用,但由于速度恒定及初始溫度較低,導致材料的塑性流動不充分,出現明顯的螺旋紋.此側出現硬度最低點,也是易出現缺陷的區域.而后退側初始溫度較高,有利于材料的塑性流動和母材的結合.如圖3(d)所示,前進側過渡區左側為熱機械影響區,右側為焊核區,可以明顯的看到螺旋前進紋的形貌以及清晰的結合線.圖3(c)為后退側過渡區形貌,左側為焊核區右側為熱機械影響區,看不到螺旋紋并且兩區無明顯的分界.對于焊核區金屬,在攪拌針強烈攪拌和摩擦共同作用下會產生局部高溫和發生顯著的塑性變形,較高的溫度加之應變速率較大,使該區不斷的形成再結晶晶核,并只發生有限長大.此外在焊接過程中,攪拌頭對該區晶粒也有一定的破碎作用,因此在該區形成了細小、均勻的晶粒.
2.2 焊縫的力學性能
表1為整體焊縫的拉伸試驗結果.試驗結果表明,雙面FSW方法焊接的焊接接頭的拉伸性能(Rm=199.34 MPa、ReL=136.75、A=7.8%)為母材的64.3%,參考文獻中對焊接厚度在20 mm以上的高強鋁合金厚板的進行單面攪拌摩擦焊試驗,結果為30 mm與35 mm厚板2219鋁合金攪拌摩擦焊接頭抗拉強度分別為母材的62%和60%,與本次試驗結果相似.
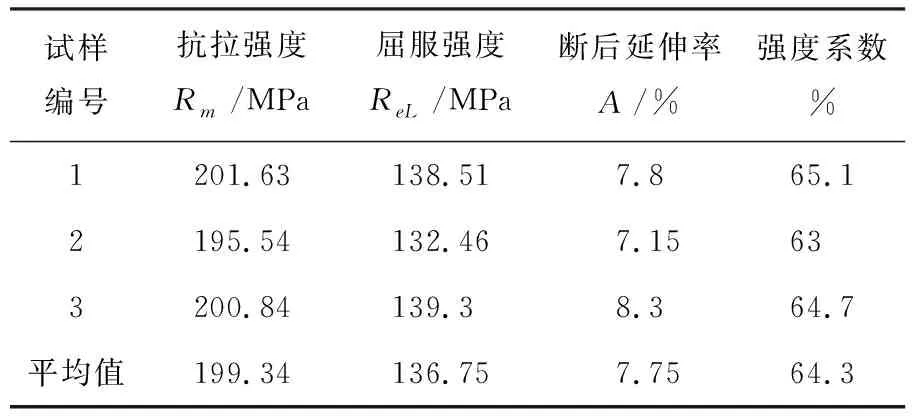
表1 6082- T6雙面FSW焊縫整體拉伸性能
從表2可以看出,雙面FSW焊縫切片抗拉強度上層到中間部呈依此遞減,中間部到下層依此遞增的現象.雙面焊時下壓量較小,軸肩對焊縫上表面產生的摩擦熱較小,在保證焊接完成的前提下,又減小了熱影響區的過熱軟化的程度,所以焊縫上層沒有出現強度低點.焊縫抗拉強度最低點出現在第四層(焊縫中心層),抗拉強度為169.40 MPa,分析認為,隨著焊接厚度的增加軸肩和母材摩擦產生的熱量從表面到內部逐漸降低,存在一個溫度梯度,到底部時,支持工件的工裝也會增加底部的散熱,這樣底層的工件僅受焊針的攪拌作用,摩擦熱很低,導致了焊縫底部母材原子擴散較弱,性能下降.雖然兩次焊接對焊縫重疊位置有一定的熱量補充,但此處仍然是整個焊縫的最薄弱環節.焊縫的斷裂位置如圖4所示,焊縫從兩端前進側熱機械影響區附近向中部焊核區延伸斷裂,第三、第四層斷裂位置為焊核區.
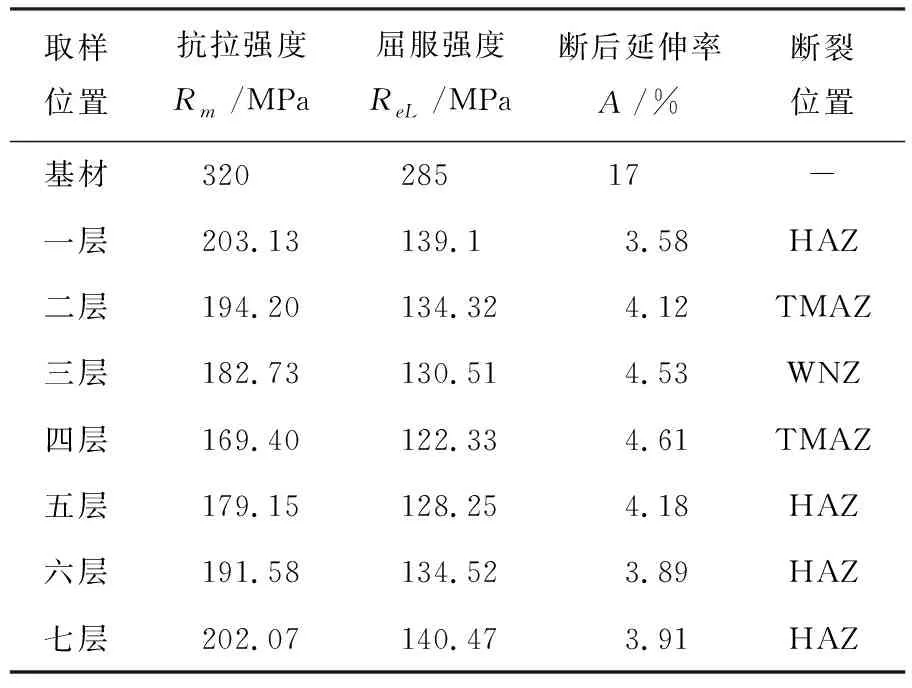
表2 6082- T6雙面FSW焊縫沿厚度方向上各層的性能
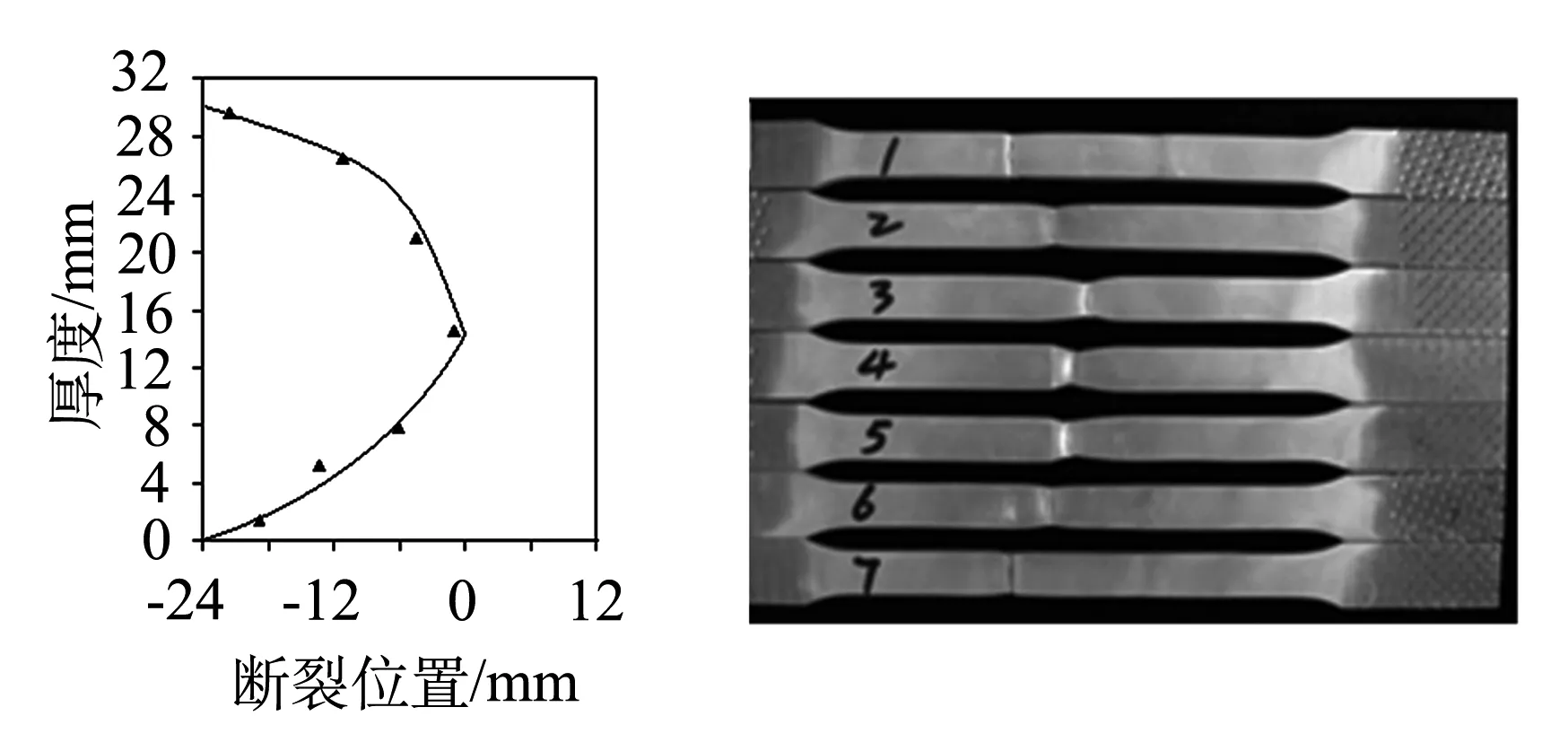
圖4 焊縫分層切片斷裂位置及示意圖
2.3 焊縫的硬度分布
由于30 mm厚雙面FSW焊縫上下15 mm焊縫性能為對稱分布所以此處已上表面到中心15 mm焊縫進行詳細硬度分析.圖5給出了雙面焊焊核區縱向0~15 mm的硬度分布,可以看到,隨著焊縫厚度的增加,硬度曲線雖然有一些小的波動,但整體呈下降趨勢.距離表面8 mm后下降的幅度明顯增加,這是由于雙面焊時重復加熱使得在厚板中心位置熱輸入量較多使得該區域軟化較嚴重造成的.在15 mm處硬度有明顯回升的趨勢,可能是該區域受到兩次攪拌作用,補充的焊接熱使得金屬塑性流動性能提高及硬度提升.

圖5 焊核區硬度分布
2.4 雙面FSW焊縫拉伸斷口分析
圖6雙面FSW焊接試樣的拉伸斷口.斷口圖中孔洞相對較少且較淺,這和雙面焊接時熱輸入較高導致晶粒較大有關.雙面焊時裂紋源為焊縫中部兩次攪拌重疊的位置,焊核區是熱和機械作用強烈的部位,晶粒雖然細小,但過熱嚴重致使鋁合金供貨時的淬火+失效強化作用損失較大.
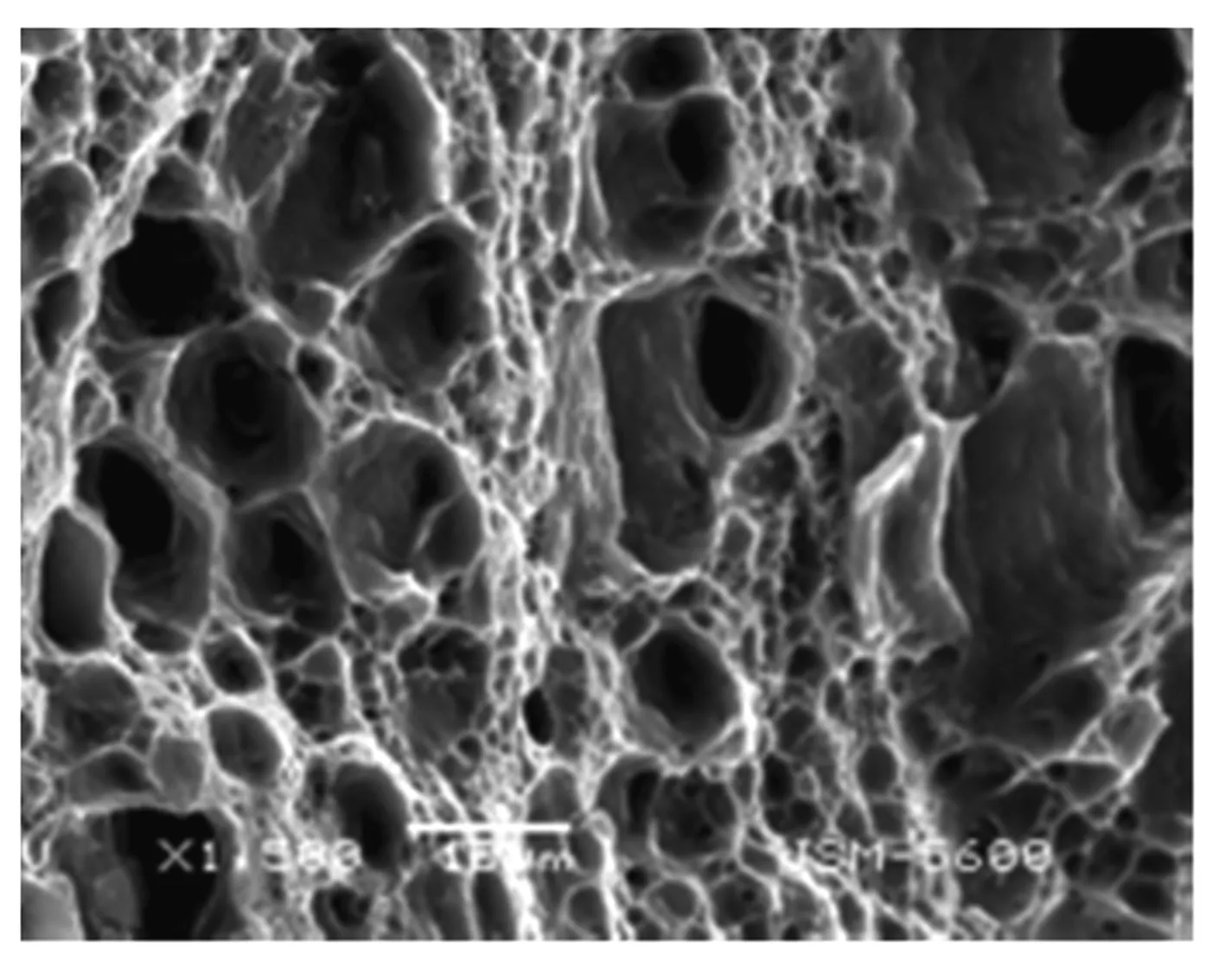
圖6 焊縫斷口1 500倍SEM形貌照片
雙面焊斷口中韌窩壁更薄,韌窩更均勻,高倍下可見拉伸過程中的二次裂紋,可能是由于試樣被拉長時變形困難產生的.所以認為雙面FSW焊縫的拉伸性能優于一般傳統MIG焊,通過選擇合適的工藝參數,有望獲得組織更為致密的焊縫,從而進一步提高焊縫的抗拉強度.
3 結論
(1)雙面FSW焊縫整體的抗拉強度為199.34 MPa,為母材的64.3%,伸長率為7.8%;雙面FSW焊縫切片抗拉強度呈上層到中間部依此遞減,中間部到下層依此遞增的現象.焊縫抗拉強度最低點出現在第四層(焊縫中心層),抗拉強度為169.40 MPa;
(2)雙面FSW焊縫焊核區顯微硬度分布上部到中部為下降趨勢,中部到下部為上升趨勢;
(3)雙面FSW焊斷口中韌窩壁更薄,韌窩更均勻,高倍下可見拉伸過程中的二次裂紋,組織致密力學性能良好;
(4)對鋁合金型材簡單對接且厚度在30~35 mm的焊縫,建議采用雙面攪拌摩擦焊技術來完成焊接.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07