漆膜厚度與噴涂工藝參數的相關性
2018-11-01 03:28:52何家健
造船技術 2018年5期
何家健
(江蘇杰瑞科技集團, 江蘇 連云港222000)
0 引 言
目前,自動控制噴涂機器人在家電生產、汽車制造、鐵路、建材等行業已廣泛應用,可代替人工在高危、有害等環境作業,把人員從噴涂現場惡劣的油漆環境中解放出來,是提高勞動生產率、降低人工及制造成本的有效途徑。在噴涂機器人作業過程中,噴漆質量往往受較多因素影響,如噴涂流量、噴涂壓力、噴涂距離等[1]。本文結合噴漆的具體工藝,對工藝參數與噴漆質量的關系進行深入研究,以解決自動噴涂機器人工藝參數調節困難的問題。
1 噴漆工藝過程
1.1 噴漆工藝參數
在噴漆過程中,影響噴漆效果的工藝參數主要包括:油漆參數、產品參數、噴漆環境等幾個方面。油漆參數主要包括:油漆類型、固體分配比、油漆黏度、油漆附著力、溶劑揮發特性等。產品參數主要包括:工件物理特性、工件厚度、工件表面粗糙度、工件與噴槍的相對位置關系、工件曲面特性等。噴漆環境主要包括:環境溫度、氣壓、環境濕度、氣體流動方向、懸浮物指標等。此外,在噴涂作業過程中,噴槍移動速度、噴槍高度、噴幅搭接面積、流料時間等因素同樣對漆膜厚度和漆膜質量產生影響。在以上屬性參數中,有些是主要因素,有些是次要因素,因此沒有必要把所有影響漆膜厚度和質量的因素都考慮進去,實際應用中只考慮部分較常用和主要的工藝參數即可[2]。
除此之外,多種噴漆工藝參數之間存在相互關聯和影響。一般情況下按照人工示教及廠商要求,工人依靠技巧和經驗掌握噴幅搭接、噴槍距離、噴槍移動速度、被噴涂工件的高度和位向進行試噴[3]。本文選取若干關鍵噴涂工藝參數,通過噴漆機器人搭載高壓無氣噴涂一體機的方式進行漆膜厚度的研究,指導噴漆機器人進行自動涂裝作業。
1.2 油漆霧化原理
油漆被空氣壓縮霧化成細小顆粒,細小顆粒在被噴涂工件表面沉積,最終形成連續的漆膜。影響漆膜質量的3個關鍵零部件分別是閥門、噴嘴及空氣帽[2]。其中,空氣帽的作用是用來壓縮空氣孔所出氣流。空氣孔主要分為:側空氣孔、中間氣孔和通風氣孔。噴嘴的作用是用來引導壓縮空氣的流向。側空氣孔吸入空氣從而形成負壓,該負壓使油漆由中間氣孔噴射而出,噴射出來的油漆霧化成錐形區域,最終油漆顆粒沉積在工件表面形成漆膜。通風氣孔的作用是用來排出壓縮空氣,促進油漆的充分霧化。油漆在通過壓縮空氣被霧化并噴出后,除被噴涂工件邊緣的無效區外,在有效區內最終形成1層薄膜[4],如圖1所示。

圖1 漆膜剖面示例
1.3 影響漆膜厚度的因素
操作人員的技術水平和熟練程度直接影響空氣噴涂的漆膜質量。一般情況下,噴漆距離、噴槍角度、油漆量和噴槍移動速度等都會產生不同的漆膜效果,如圖2和圖3所示。

圖2 槍距示例

圖3 噴槍角度對漆膜成型的影響
較多因素會影響噴漆霧化過程,其中最主要的因素是油漆質量。油漆黏度直接對霧化效果造成影響,使得霧化顆粒的體積不均勻,進而降低漆膜質量。噴涂時不同涂層所使用的涂料不相容或產生化學反應都會造成漆膜在干燥過程中形成浮皺或膨脹[2]。
漆膜太厚、太濕或受漆面干燥不均勻的影響,漆膜表面均會出現皺縮現象;由于涂料不能均勻附著在工件表面,致使漆膜不平或抽縮露底進而形成縮孔。噴涂時保證被噴涂工件表面光滑、無其他異物,并確保油漆和壓縮空氣純凈,可有效避免漆膜缺陷的產生。
流掛現象在噴涂過程中出現的原因有很多,如漆膜過于干燥、噴槍距被噴涂工件表面過近、空氣壓力過低、噴槍移動速度過慢等。解決方法是:有效控制油漆與稀釋劑的比例,噴槍移動過程中速度穩定、不出現頓挫,控制好被噴涂工件與噴槍的距離,避免重復噴涂。在前一次軌跡漆料干燥10 min后進行相鄰軌跡疊加及覆蓋。
由于溶劑揮發速度較快,在噴涂過程中,濕膜黏度隨之增加,致使流平困難,進而漆膜產生橘皮現象。另外,如果被噴涂工件表面溫度過高,致使溶劑瞬時揮發,濕膜也會無法流平從而造成橘皮現象。避免橘皮缺陷產生的方法是:根據溫度使用適合的稀釋劑,提升冷卻階段的冷卻效果,降低涂料輸出量并提升壓縮空氣流量,提高噴涂清潔度,減少表面顆粒。
1.4 成膜過程
漆膜成型主要分為以下幾個步驟:漆料均勻分布、手指觸碰干燥、不沾灰塵干燥、硬化干燥和完全干燥。漆料均勻分布是指形成均勻且潮濕的薄膜;手指觸碰干燥是指手指輕觸涂層涂料并滑動不粘手指;不沾灰塵干燥是指如果漆膜沾上灰塵不會影響漆膜質量;硬化干燥是漆膜在烘烤后所達到的干燥狀態,這時可在漆膜上粘貼膠紙或打磨以進入下一工序,硬化干燥后在常溫條件下經過24 h后就可進行拋光打蠟。
2 噴漆工藝研究的系統組成
某客戶船廠在噴涂領域基本處于半機械化狀態,噴涂工藝落后已成為影響該廠船舶建造整體施工進度的主要問題。因此,提高造船涂裝作業效率、減少人工參與、改善作業環境是該廠亟需解決的重大課題。本文以江蘇杰瑞科技集團在某客戶船廠智能涂裝車間的項目為背景,開展漆膜厚度與噴涂工藝參數的相關性研究。機器人噴涂系統總體構成如圖4所示。
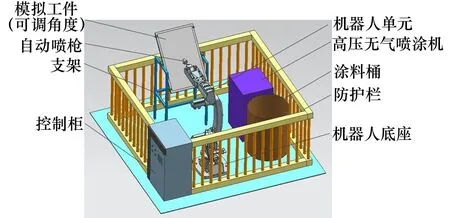
圖4 機器人噴涂系統總體構成
2.1 噴漆機器人的硬件組成
典型的自動噴漆系統主要由噴涂機器人和被噴涂工件2部分組成,不同生產廠家的噴涂機器人在功能方面并不相同。某客戶船廠采用了江蘇杰瑞科技集團研發的噴漆機器人作為自動化噴漆工具,如圖5所示。該噴漆機器人主要由3個部分組成:機械手、示教器和控制器。

圖5 噴漆機器人的基本組成
機械手是噴漆機器人的執行器件,根據伺服驅動器的輸出執行預先設定運動軌跡,噴射出預先設定厚度的漆膜。
示教器是噴漆機器人的人機交互設備,面板上集成的多種按鍵用于操作人員進行單元示教、編輯調試程序和運動控制,并具有噴漆參數設置等功能。通過對示教器相關功能進行設置,機器人噴槍的速度和運動軌跡可實時記錄,并在完成示教后獨立重復預先示教好的運動軌跡[5]。
連接示教器和噴漆機器人的關鍵部件是控制器,控制器主要由計算機、電源、伺服驅動器等組成。控制器最主要的功能是接收示教器的各種動作命令并通過控制伺服驅動器實現噴漆機器人的控制。
2.2 噴涂機器人示教過程
在接通電源且機器人穩定后,按如下過程進行噴漆機器人的示教。
(1) 新建項目后點擊“變量管理”,選中新建項目,點擊示教器左下方的“變量”并選擇“新建”。打開坐標系統和工具,選擇CARTREFSYS并點擊確認。
(2) 點擊“變量管理”選擇對象坐標,之后在“設置”中選擇3點(無原點)法。將機械手運動到所需示教的平面,分別在平面上選取3個點,選定后即可生成所需平面的坐標系。
(3) 點擊“項目管理”,新建程序并加載。然后選擇所建的平面,并將連續運行改成單步運行。
(4) 將機器人設置到手動模式,移動機器人到相應位置并記錄當前點。
(5) 重復步驟(4)并建立所有點。
2.3 高壓無氣噴涂一體機
噴涂設備采用QPT7037高壓無氣噴涂一體機,該高壓無氣噴涂機具有霧化壓力高、霧化均勻、涂料利用率高、附著力強、溶劑使用量少等優點,輕松應對防腐周期長的重防腐涂料和所有常規涂料的噴涂工作,廣泛用于船舶、汽車、集裝箱、港口設施等場合。
高壓無氣噴涂一體機的工作原理如圖6所示。其工作過程為:氣動電機D接入氣源H1后,通過變速箱B、偏心軸P帶動活塞桿Q穩定連續的往復運動。氣動電機D力矩轉換后作用于涂料缸中的柱塞閥F2使涂料增壓。液壓狀態的涂料,從涂料柱塞閥F2輸出,經涂料過濾器G2、高壓軟管N、自動噴槍C,最后從無氣噴嘴T高速噴出,噴向被涂物表面,形成涂膜層。當打開放泄閥A1時,整個系統無壓力循環。自動噴槍C控制氣體由氣源H2提供,通過電磁閥信號輸入端X控制二位三通電磁閥M的換向動作即可實現自動噴槍的開啟或關閉。壓力控制器Y用于調節噴涂機輸出壓力,輸出壓力一般大于涂料自身的霧化壓力。

圖6 高壓無氣噴涂機工作原理
3 噴漆工藝參數與漆膜厚度試驗
根據江蘇杰瑞科技集團的杰瑞機器人噴漆系統,在設置好噴漆路徑、速度、噴角后,噴漆壓力與噴漆流量同樣是影響漆膜厚度的重要因素。因此,本節對噴漆壓力、噴漆流量與漆膜厚度的關系進行工藝性試驗,以找出工藝參數與漆膜厚度的關系。
3.1 噴漆流量-漆膜厚度試驗
試驗過程中首先選擇較小的平面工件,不斷改變噴槍設置及噴漆過程中的具體參數,測量工件表面若干點的漆膜厚度,得到多組工件表面漆膜厚度的試驗數據。
通過試驗測得的漆膜厚度和噴漆流量的關系如表1所示。

表1 噴漆流量與漆膜厚度的關系
通過MATLAB工具對上述得到的數據進行三次方擬合,得到如圖7所示的流量和漆膜厚度的擬合曲線,數據1~4分別為4次試驗結果的擬合曲線。由圖7可以看出:噴漆流量與漆膜厚度基本呈線性關系。

圖7 流量和漆膜厚度的擬合曲線
3.2 噴漆壓力-漆膜厚度試驗
在噴漆過程中,噴漆流量可通過流量泵進行設置。此時,影響漆膜厚度的最關鍵因素為噴漆壓力。由于油漆霧化的動力是壓縮空氣,因此空氣清潔度和空氣壓力對噴漆質量的影響十分明顯。壓縮空氣含水、含油超標或清潔度較差,均會對漆膜質量造成直接影響,形成針孔、縮孔等漆膜缺陷。若壓縮空氣壓力較高,油漆雖霧化程度較細,但涂料分散程度嚴重,造成較大的損失。當壓縮空氣壓力過低時,油漆霧化程度變粗,造成針孔缺陷和橘皮。因此,建立噴漆壓力和漆膜厚度的對應關系至關重要,通過設置噴漆壓力和相應的噴漆路徑得到相應的噴漆效果。
通過試驗,得到噴漆壓力和漆膜的對應關系如表2所示。從表2數據可以看出:噴漆壓力與漆膜厚度呈近似的線性關系,所以這里用線性方程進行擬合。利用MATLAB進行數值擬合后曲線如圖8所示。

表2 噴漆壓力與漆膜厚度關系
4 結 論
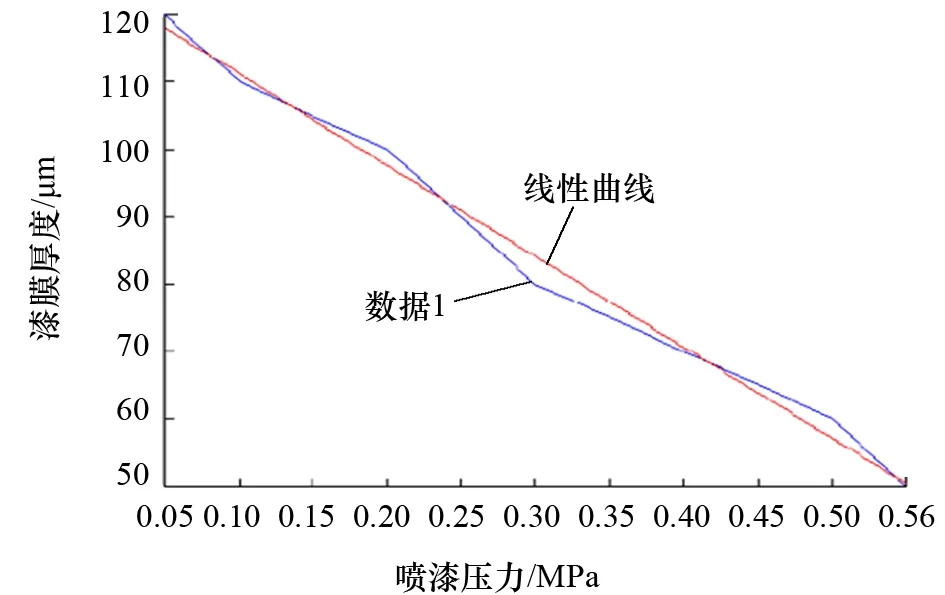
圖8 漆膜厚度與噴漆壓力的擬合曲線
對對漆膜厚度影響較大的因素噴漆流量和噴漆壓力進行了噴漆試驗,將噴漆試驗得到的數據進行了曲線擬合,得到漆膜厚度與上述工藝參數的關系:在其他影響漆膜厚度的因素相同的條件下,漆膜厚度與噴漆壓力、噴漆流量基本為線性關系,因此在進行工業六軸機器人噴漆系統集成時,可根據實際工藝需求通過實時調節噴漆壓力與噴漆流量來控制漆膜厚度和漆膜質量。漆膜厚度不僅受到上述討論的2個因素的影響,在涂裝過程中的每個因素又受到整個涂裝系統的多個因素的影響,因此在實際涂裝作業過程中,需要根據實際情況并結合試驗數據進行相關參數的設置,確保膜厚可控可調。
