提高成型工藝能力(第一部分):理解PVT圖
2018-11-06 12:57:54Fimmtech公司SuhasKulkarni
現代塑料 2018年11期
文/Fimmtech公司Suhas Kulkarni
工藝能力與注射循環(huán)之間部件尺寸的偏差有關。高的工藝能力值要求每次注射時材料的收縮相同,這可以通過壓力-體積-溫度(PVT)圖來確認。
在這篇由兩部分系列組成的文章中,第一部分我們將討論如何提高給定成型工藝的能力。在這個部分中,我們將介紹工藝能力和壓力-體積-溫度(PVT)圖。
工藝能力的初級知識
偏差對于所有的工藝過程而言都是正常的,并且這種偏差可以在過程的輸出中進行測量。例如,開始工作的過程輸出之一是開始工作所需的時間。我們可以說它需要20 min,但實際上,它是我們在過去幾天、幾周或幾年內開始工作的時間的平均值。因此,某一天的實際值在20 min平均值的左右附近,例如,可能在17~23 min之間。
總是存在分散的數值,所以需要計算平均值。在注塑成型中,如果測量尺寸被報告為2.175 in(1 in=25.4 mm)的平均值,那么意味著該尺寸在2.175 in附近的一個范圍內變化,例如±0.002 in。其分布顯示一個峰和兩個底部是常態(tài)。在本文中,我們僅針對正態(tài)分布的情形。
考慮一個需要模制的盒子,其長度、寬度和高度的公稱值均為5.125 in,容許公差設置為±0.006 in。因此規(guī)格下限(Lower Specif i cation Limit ,LSL)為 5.119 in,規(guī)格上限(Upper Specif i cation Limit ,USL)為5.131 in。
進行一個成型試驗,成型30個部件,并在所有30個部件上測量長度、寬度和高度3個尺寸:平均長度為5.125 in,平均寬度為5.130 in,平均高度為5.135 in。對于測量的30個部件,每個尺寸的偏差幅度為0.004 in。
如圖1所示,所有部件的長度都在規(guī)格范圍內,部件的寬度僅是其中一些在規(guī)格范圍內,而部件的高度則全都超出了規(guī)格范圍。每一種尺寸,其變化的幅度為0.004 in,因而總的可用公差為0.012 in。
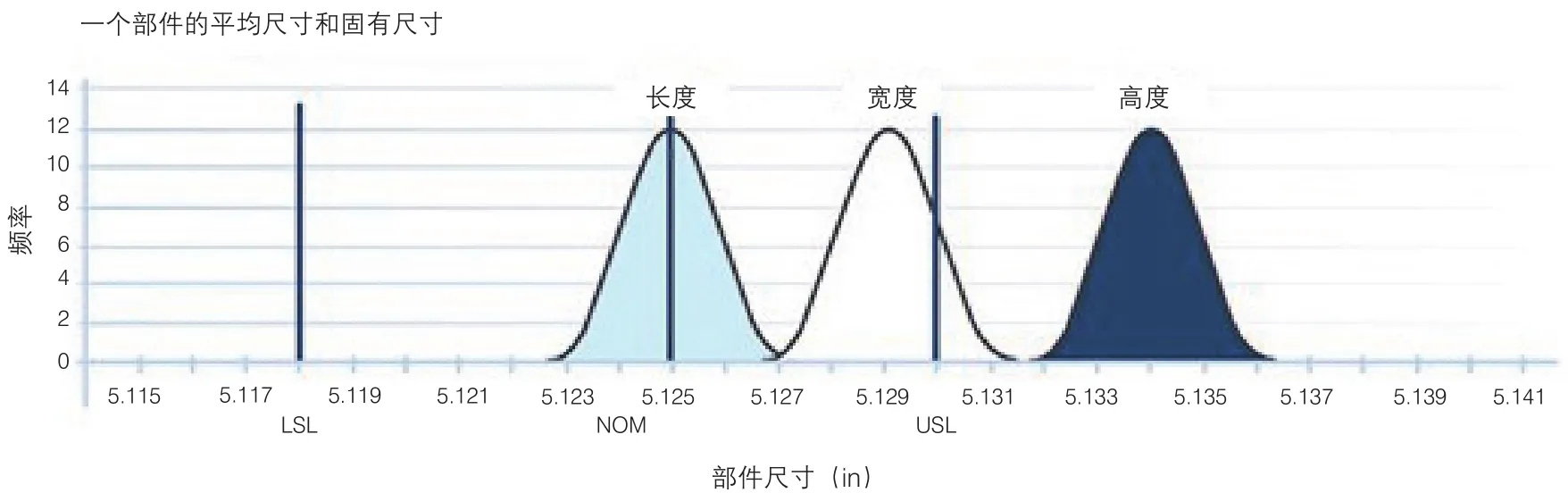
圖1 這里,30個部件的長度都在規(guī)格范圍內,而部件的寬度僅是其中一些是可接受的,部件的高度則全部超出了規(guī)格范圍。每一種尺寸,其變化的幅度為0.004 in,因而總的可用公差為0.012 in
有4個術語是根據變化幅度、公差和成型合格部件的可能性來定義的。它們被稱為工藝能力指數,即 Pp、Ppk、Cp和 Cpk。Pp和 Ppk與受限制的較小樣本尺寸相關,例如初始試驗成型的30個部件中的一個。二者無從參考,與特定的運行或試驗有關。Cp和Cpk則與過程的長期預測性能有關。
如果部件的平均值以公稱值為中心,則Pp和Cp代表了工藝過程產生合格部件的能力。如果30個部件的偏差小于可用的公差,并且如果這30個部件所有3個尺寸的平均值等于圖紙上的公稱值,那么這30個部件在其長度、寬度和高度上都是合格的。
在上述例子中,30個試樣的偏差為0.004 in,而與之相比,可用公差為0.012 in。在這種情況下,所計算的Pp值對于所有的尺寸都是高的,其最好是1.33或更高。
Ppk和Cpk代表了工藝過程根據模具和過程的當前狀態(tài)生產合格部件的能力。如果部件高度的平均值為5.135,且所有部件都超出了規(guī)格,則Ppk值非常小,因為雖然變化幅度是可接受的,但是整體幅度超出規(guī)范限制并且沒有一個部件是合格的。該值最好是1.33或更高。在這種情況下,不需要采取減少偏差的措施,但工藝需要向中心靠齊。通過調整模具鋼的尺寸和/或產品規(guī)格可以實現中心靠齊。
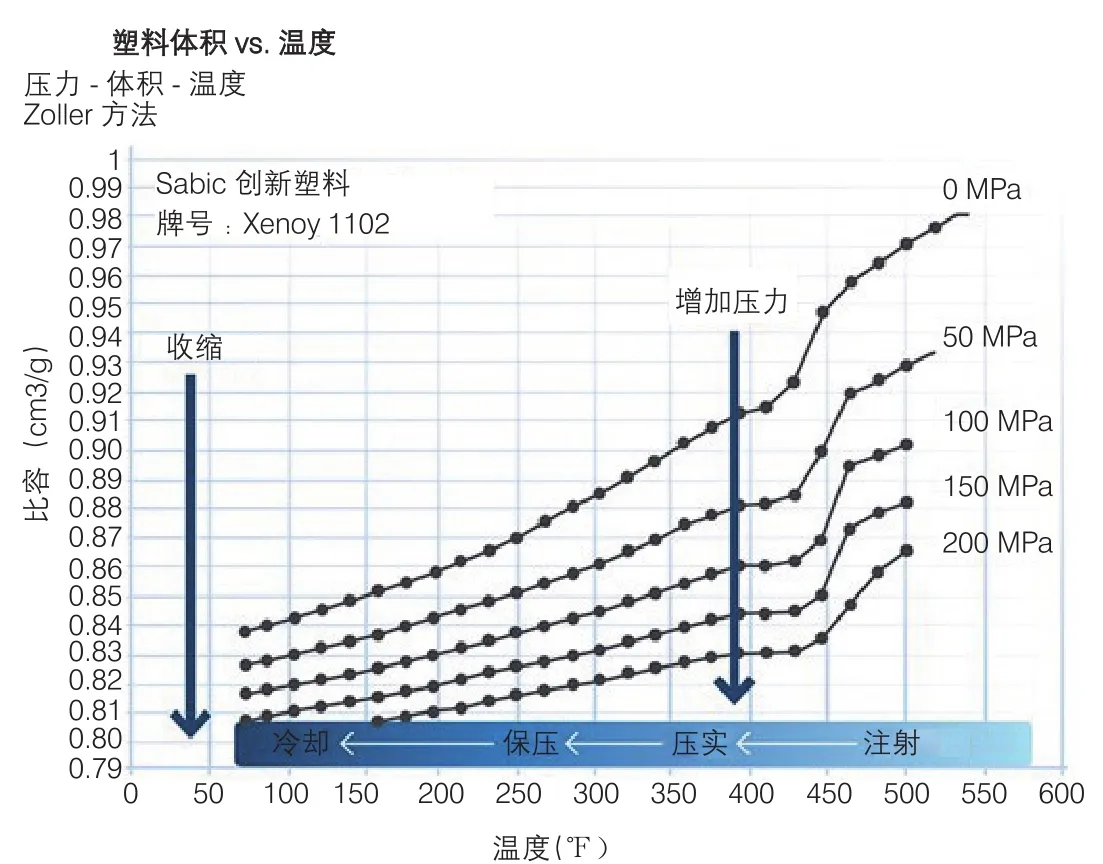
圖2 收縮是體積的減少,它反映在PVT圖中。收縮率決定了部件的最終尺寸
這里的前提是采用科學成型和實驗設計(DOE)的技術開發(fā)穩(wěn)健的加工過程。大多數關于工藝過程控制和質量的書籍都含有該主題的更多信息,包括公式。我的書《穩(wěn)健工藝過程開發(fā)和科學成型》的第13章也載有這些信息。
理解PVT關系
圖2顯示了一幅典型的PVT圖。X軸表示熔融溫度,Y軸表示材料的比容(比容是體積與質量的比率(cm3/g)。它是比重(g/cm3)的倒數。在0 MPa的壓力下,隨著塑料溫度的升高,比容增加。在任何給定的溫度下,如果施加外部壓力,熔體就會被壓縮并且比容減小。比容與溫度成正比,與壓力間接成正比。
在注塑成型中,當熔體轉化為產品時,會涉及這些因素的組合。熔體在螺桿前面被收集起來。由于堆積過程中的背壓,熔體會有一些壓縮。熔融塑料隨后被以高壓注入冷模具中。在此過程中,以及在塑料進入模具內部之后,熔體一直在冷卻。隨著熔體轉變?yōu)樽罱K模塑產品,熔體的壓力、體積和溫度都在不斷地變化,PVT圖中的最終曲線是圖2中曲線的組合。收縮率表示體積的減少,并反映在PVT圖中。
收縮率決定了部件的最終尺寸。工藝能力與不同注射之間的部件尺寸偏差有關,因此也與部件整體的尺寸偏差有關,例如在一個生產運行中。為了獲得高的工藝能力值,材料的收縮在不同的注射之間必須是相同的,這反過來又要求不同注射之間在模具內重復所得的PVT圖形。
在第二部分中,我們將討論成型的五大核心要素中的每一個如何在工藝能力中發(fā)揮作用,包括:部件設計、塑料材料、模具設計和模具制造、成型機械和成型工藝。
猜你喜歡
發(fā)明與創(chuàng)新(2022年30期)2022-10-03 08:40:56
動漫星空(興趣百科)(2020年12期)2020-12-12 05:31:40
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2018年6期)2018-08-16 07:23:10
文理導航·科普童話(2017年5期)2018-02-10 19:42:14
無人機(2017年10期)2017-07-06 03:04:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
小星星·閱讀100分(低年級)(2015年10期)2015-10-22 08:30:04
