HRBF400E細(xì)晶粒抗震鋼筋的生產(chǎn)實(shí)踐
2018-11-09 11:11:04曾圣明伍從應(yīng)高長(zhǎng)益
四川冶金 2018年3期
關(guān)鍵詞:工藝
曾圣明,伍從應(yīng),王 劼,謝 祥,高長(zhǎng)益
(1.首鋼水城鋼鐵(集團(tuán))有限責(zé)任公司煉鋼廠,貴州 六盤水 553028; 2.首鋼水城鋼鐵(集團(tuán))有限責(zé)任公司技術(shù)中心,貴州 六盤水 553028)
1 引言
HRBF400E細(xì)晶粒抗震鋼筋是一種較傳統(tǒng)鋼材組織更為細(xì)化,同時(shí)強(qiáng)度和韌性的配合更為合理的鋼材產(chǎn)品。是對(duì)傳統(tǒng)建筑鋼鐵材料性能的全面升級(jí),符合社會(huì)可持續(xù)發(fā)展戰(zhàn)略。為加快水鋼螺紋鋼筋產(chǎn)品的更新?lián)Q代,2001年,水鋼與東北大學(xué)著手鋼筋控軋控冷工藝的研究,開(kāi)發(fā)了高性能鋼筋;2004年至2008年,與重慶大學(xué)聯(lián)合進(jìn)行高強(qiáng)度抗震熱軋帶肋鋼筋的研發(fā),2008年四川汶川地震第一時(shí)間將產(chǎn)品運(yùn)到災(zāi)區(qū),支持其災(zāi)后建設(shè)。2011年水鋼開(kāi)始著手 HRBF400E高性能細(xì)晶粒抗震鋼筋的研制,結(jié)合多年來(lái)對(duì)鋼材性能強(qiáng)化工藝的研究,通過(guò)不斷優(yōu)化成分、工藝的設(shè)計(jì),成功開(kāi)發(fā)出此鋼種,并申辦國(guó)家生產(chǎn)許可證。
2 HRBF400E的成分和性能要求
最新頒布的將于2018年11月1日起執(zhí)行的GB/T 1499.2-2018《鋼筋混凝土用鋼 第2部分:熱軋帶肋鋼筋》標(biāo)準(zhǔn)規(guī)定的HRBF400E的熔煉化學(xué)成分見(jiàn)表1,力學(xué)性能見(jiàn)表2。水鋼根據(jù)自身的工藝流程特點(diǎn)和多年生產(chǎn)建筑螺紋鋼筋的經(jīng)驗(yàn),為了使鋼筋的質(zhì)量和性能滿足標(biāo)準(zhǔn)和用戶使用要求,規(guī)定了內(nèi)控成分,見(jiàn)表1。

表1 HRBF400E的熔煉化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
注:*:GB/T1499.2-2018標(biāo)準(zhǔn)規(guī)定,根據(jù)需要,鋼中還可加入V、Nb、Ti等元素。
**:GB/T1499.2-2018標(biāo)準(zhǔn)規(guī)定,碳當(dāng)量Ceq值可按如下公式計(jì)算:Ceq=C+Mn/6+(Cr+V+Mo)/5+(Cu+Ni)/15。

表2 GB/T1499.2-2018標(biāo)準(zhǔn)規(guī)定的HRBF400E鋼筋的力學(xué)性能
3 生產(chǎn)工藝
3.1 工藝設(shè)計(jì)思路
傳統(tǒng)螺紋鋼筋工藝生產(chǎn)模式主要采用合金強(qiáng)化來(lái)提高鋼材的性能[1],在提高鋼材強(qiáng)度的同時(shí)伴隨一定程度的塑性指標(biāo)降低。水鋼HRBF400E細(xì)晶粒抗震鋼筋主要是通過(guò)控制鋼的熔煉化學(xué)成分,通過(guò)控軋控冷技術(shù)來(lái)控制成品鋼筋的組織形態(tài)和晶粒度,從而達(dá)到鋼筋性能指標(biāo)的優(yōu)化,核心技術(shù)是細(xì)化晶粒。根據(jù)相關(guān)資料可知,晶粒細(xì)化一個(gè)數(shù)量級(jí),鋼材的強(qiáng)度可提高一倍,同時(shí)仍然保持良好的塑性和韌性[2-3]。從而實(shí)現(xiàn)了在不增加或盡量減少合金元素的前提下, 依靠細(xì)化晶粒使鋼材具有高強(qiáng)度、高韌性和良好的加工性能。
鋼材強(qiáng)度與晶粒尺寸的關(guān)系,符合Hall-Petch公式[4-5]:
ReL=R0+k·d-1/2
(1)
式中:ReL為材料屈服強(qiáng)度,R0為位錯(cuò)在晶粒內(nèi)滑移時(shí)的摩擦阻力(內(nèi)摩擦力),k為與晶界對(duì)滑移傳播阻礙有關(guān)的常數(shù),d為晶粒的平均直徑。
材料的韌脆轉(zhuǎn)變溫度與晶粒尺寸的關(guān)系符合Petch公式[4]:
βTc=B-lnd-1/2
(2)
式中:Tc為韌脆轉(zhuǎn)變溫度,β、B 為常數(shù),d為晶粒的平均直徑。
由此可知,隨著材料晶粒尺寸減小,材料的屈服強(qiáng)度不斷提高,材料的韌脆轉(zhuǎn)變溫度變得越低,材料的韌性越好。
實(shí)現(xiàn)鋼鐵材料的晶粒細(xì)化最根本的條件是獲得足夠高的晶核形核率和較低的晶粒長(zhǎng)大速度。關(guān)鍵在于低溫軋制和低溫快速冷卻,控制較低的精軋溫度, 輔之軋后的控冷, 使奧氏體在軋制的過(guò)程中發(fā)生動(dòng)態(tài)再結(jié)晶,利用變形誘導(dǎo)鐵素體相變和鐵素體動(dòng)態(tài)再結(jié)晶的基本原理,控制冷卻速度使奧氏體向鐵素體轉(zhuǎn)變的相變溫度降低,增大過(guò)冷度,增加鐵素體的形核率,促使晶粒細(xì)化,從而大幅度地提高鋼材的綜合性能。
水鋼開(kāi)發(fā)的HRBF400E細(xì)晶粒鋼筋是通過(guò)合理控制鋼中碳、硅、錳等化學(xué)成分,采用中軋后預(yù)穿水工藝,降低精軋溫度,實(shí)現(xiàn)控制軋制及精軋后控制冷卻工藝,控制鋼材高溫奧氏體組織以及控制相變過(guò)程,最終控制鋼材的組織類型、形態(tài)和分布,控制晶粒長(zhǎng)大,可以在避免塑性降低的前提下提高強(qiáng)度。金相組織控制目標(biāo):晶粒度不粗于9級(jí)[6];鋼筋橫截面上基圓外圍出現(xiàn)不連續(xù)、局部回火組織;鋼筋橫截面上,離試樣邊緣2 mm處布氏硬度與中心布氏硬度之差不大于40 HB。
3.2 工藝實(shí)施
1)工藝流程
鐵水+廢鋼→100 t頂?shù)讖?fù)吹轉(zhuǎn)爐冶煉→擋渣出鋼→脫氧合金化→鋼包吹A(chǔ)r→連鑄(方坯斷面160 mm×160 mm,全保護(hù)澆注)→控制軋制→控制冷卻→剪切→打捆→入庫(kù)。
2)過(guò)程關(guān)鍵參數(shù)控制
(1)煉鋼工序
冶煉終點(diǎn),出鋼鋼水[C]=0.08%-0.12%、[P]≤0.025%。出鋼時(shí)間不小于2.5 min(這是出鋼口狀況良好的標(biāo)準(zhǔn)),出鋼過(guò)程采用雙擋渣出鋼工藝,嚴(yán)禁出鋼口下渣。
(2)鋼包軟吹A(chǔ)r時(shí)間不少于5.5 min,渣面微微涌動(dòng)而不裸露鋼液面,吹開(kāi)黑渣面直徑不大于500 mm,以達(dá)到均勻成分、均勻溫度、鋼中夾雜物上浮到渣中的目的,從而提高鋼的質(zhì)量。
(3)連鑄工序
中間包鋼水溫度為1520~1545 ℃(連鑄開(kāi)澆第1包鋼水可提高20℃ ,第2~3包鋼水可提高10 ℃),正常連澆時(shí)控制鋼水過(guò)熱度不大于30 ℃。采用全保護(hù)澆注,中間包使用Al-C質(zhì)水口,穩(wěn)定鑄坯拉速為2.5~3.0 m/min。
(4)軋鋼工序
嚴(yán)格控制加熱溫度,開(kāi)軋溫度不大于1080 ℃,進(jìn)精軋機(jī)組溫度不大于(850±10)℃,軋后上冷床溫度為 680~720 ℃。為保證控軋工藝的穩(wěn)定及性能合格,軋制速度必須控制在一定范圍。優(yōu)化各架軋機(jī)的料型控制,嚴(yán)格控制各架軋機(jī)的堆拉鋼系數(shù),執(zhí)行更為嚴(yán)格換輥換槽制度,采用滾動(dòng)導(dǎo)衛(wèi)替代滑動(dòng)導(dǎo)衛(wèi)等措施,保證產(chǎn)品通條尺寸穩(wěn)定及表面質(zhì)量合格。
4 產(chǎn)品質(zhì)量
4.1 力學(xué)性能
1)拉伸及冷彎性能
各種規(guī)格的HRBF400E鋼筋的拉伸及冷彎性能見(jiàn)表3。將表3中數(shù)據(jù)與GB/T 1499.2-2018標(biāo)準(zhǔn)要求的表2中數(shù)值比較可知性能合格。
2)顯微硬度
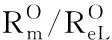
對(duì)試樣橫截面進(jìn)行顯微硬度測(cè)試,邊部硬度測(cè)量位置要求在距離螺紋鋼外表2 mm處,中心硬度測(cè)量位置要求在螺紋鋼橫截面中心點(diǎn)處,結(jié)果見(jiàn)表4。

表3 φ12~28 mm HRB400E鋼筋的拉伸及冷彎性能
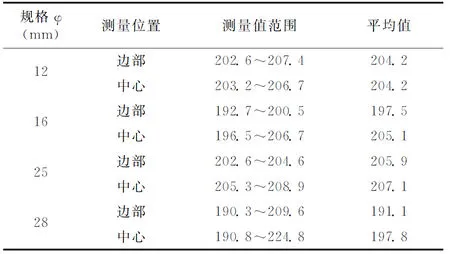
表4 φ12~28 mm HRB400E鋼筋橫截面的顯微硬度(HB)
4.2 金相組織
φ25 mm 鋼筋橫截面形貌見(jiàn)圖1,穿水層厚度為0.71~1.16 mm;穿水層組織為回火索氏體,見(jiàn)圖2;1/2半徑處組織為鐵素體+珠光體,珠光體約占49%,晶粒度為10級(jí),見(jiàn)圖3。由此可知,鋼筋的組織正常。
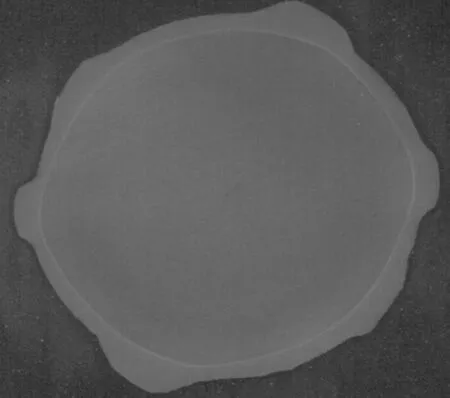
圖1 φ25 mm HRBF400E鋼筋橫截面形貌
圖2 φ25 mm HRBF400E鋼筋穿水層組織
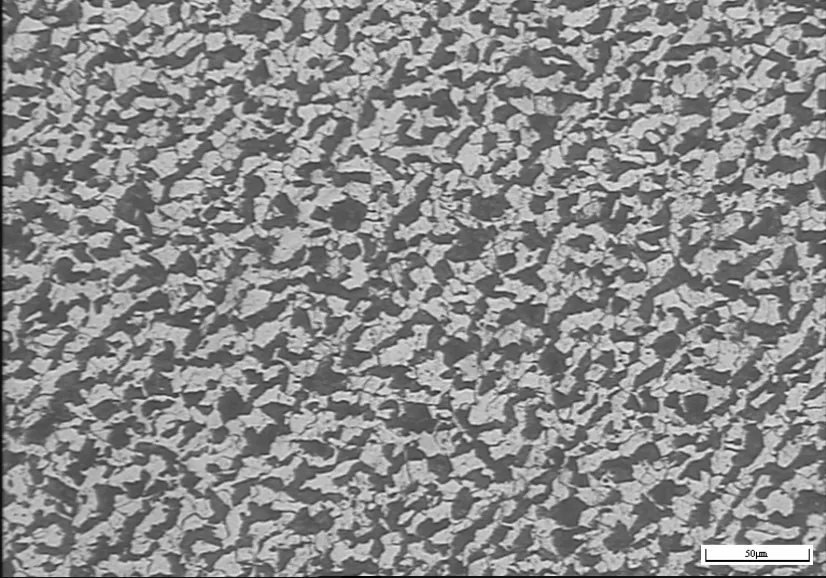
圖3 φ25 mm HRBF400E鋼筋1/2半徑處組織
5 結(jié)論

猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
