膜盤聯軸器動平衡的研究
2018-11-11 09:29:44王傳奇楊昊
機械工程師 2018年11期
關鍵詞:測量
王傳奇, 楊昊
(1.海軍駐哈爾濱地區航空軍事代表室,哈爾濱150000;2.陸航駐哈爾濱地區軍事代表室,哈爾濱150000)
0 引言
聯軸器轉子組件是帶兩個柔性盤的傳動軸,此類傳動軸因其柔度較大,平衡過程中波動量較大,高轉速下振動幅度較大,其不平衡量的變化值已超出了其規定值,導致平衡無法實施,瓶頸故障導致首臺裝配進度停滯不前,在平衡現場對傳動軸進行反復的摸索試驗,占用大量的人力和資源,不但影響機型的交付節點,也嚴重影響其它型號的平衡進度,所以分析和研究聯軸器轉子組件動平衡故障的機理并提出有效的改進措施是非常必要的[1]。
1 膜盤聯軸器的動平衡
1.1 膜盤聯軸器的動平衡測量
膜盤聯軸器的結構特性:膜盤聯軸器組件長520 mm,最大直徑為50 mm,整體為鈦合金結構空心薄壁件,轉子質量3 kg。如圖1所示,左右各一個法蘭盤,每個法蘭盤上各有兩個膜盤,膜盤的柔性較大,可承受較大的緩沖力和彎應力,同時也給轉子的動平衡帶來較大的難度[2]。

圖1 轉子結構
聯軸器轉子組件的動平衡要求是在轉速5500~6500 r/min下,保證聯軸器轉子組件在0°、120°、240°三個位置的校正面剩余不平衡量均為:左端T≤ 2.5 g·mm,右端N≤ 2.5 g·mm[3]。
實際操作時,將轉子的兩端通過轉接工裝,安裝到HK4平衡機上,左、右工裝結構如圖2所示。

圖2 動平衡裝配示意圖
為了消除工裝引入的附加不平衡量,將平衡工裝與聯軸器轉子組件連接處的工藝螺釘外徑尺寸分級,按孔徑尺寸選裝后使用,保證工藝螺釘與安裝孔配合無間隙。并對轉子進行了特殊轉子標定,及相對于工裝做了個180°的翻轉補償[4]。
翻轉補償操作如下:1)首次安裝時,將聯軸器轉子組件和平衡工裝的一個安裝孔標記為“0°”位,聯軸器轉子組件往平衡機上安裝時,應使平衡工裝的“0°”位、聯軸器轉子組件的“0°”位及設備兩端法蘭的“0°”對準并在一條水平線上,啟動平衡機運轉[5]。2)在工裝不動的情況下,將轉子翻轉180°,即將工裝的“0°”位與轉子的“180°”對準,然后再次運轉。3)保存翻轉補償值后進行正式平衡。
動平衡測量運轉的數據如表1所示。

表1 動平衡測量運轉數據
1.2 膜盤聯軸器動平衡的分析
1.2.1 不平衡值波動量分析
某聯軸器轉子組件的規定不平衡量為左端T≤2.5g·mm,右端N≤2.5 g·mm,去材料半徑為37 mm,其工作轉速為12000 r/min,所以轉子規定的不平衡質量為Uper/r=2.5÷37=0.067 g(Uper為轉子不平衡量;r為去材料半徑),也就是左、右均應在67 mg以內,才算平衡合格[6]。
動平衡精度的計算:eper=Uper/M=(2.5+2.5)g·mm÷3 kg=1.6μm(eper為動平衡精度;M為轉子質量)。
動平衡機HK4的允許偏心測量精度為0.5 μm,現轉子的允許偏心量為1.6 μm,可見允許轉子的測量精度未超過平衡機的測量精度,比較合理。
由e=10000·G/n得,G=en/10000=1.6×12000÷10000=1.92(e為轉子的允許偏心量;n為轉速)。
按國標規定,航空產品轉子動平衡的精度一般選擇為G2.5,現計算的精度等級為G1.92,可見轉子設計時,動平衡精度等級的選擇較高[7]。
通過上述的分析與對比可以得出,不平衡量波動量較大,與設備無關,與轉子的精度等級選擇較高有關,下一步需進行轉子動平衡特性的分析。
1.2.2 動平衡特性的分析
從表1中的動平衡數據可見以下幾個問題:
1)動平衡量值的波動在20~460 mg。經計算該轉子的動平衡質量應控制在67 mg以內,較大的波動量,導致轉子不具備平衡的可能性[8]。
2)動平衡工裝不是影響因素。在轉子與工裝之間不拆裝的情況下,不同次的動平衡運轉,其不平衡量存在波動,則說明,工裝不是引起不平衡量波動的原因。
3)轉子無法實現0°、120°、240°的翻轉測量。因轉子的兩端與平衡工裝轉接的法蘭盤上只有4個安裝孔,無法均勻地旋轉120°,只有做180°或90°的翻轉補償[9]。
4)動平衡量值隨著動平衡轉速的增加而增大。轉速從2000 r/min升至4500 r/min,再升至8000 r/min,其對應的不平衡量值分別為A區、B區、C區的波動曲線圖,如圖3所示。
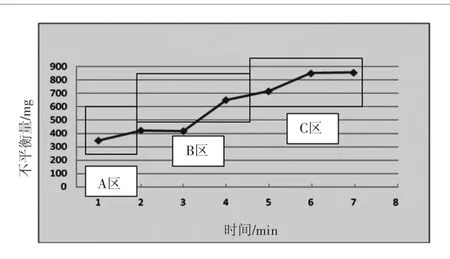
圖3 不平衡量波動圖
從圖3中可見,同一轉速下,多次旋轉測量時,不平衡量隨測量時間的延長有不斷增長的趨勢,不同轉速下運轉時,隨著轉速的增加,其不平衡量值也是遞增的趨勢,這是典型的一階共振特性[10]。
通過試驗可以判斷轉子在轉動過程中一定有變形發生,既然有變形存在,那么在某些轉速區間就不適合進行動平衡校正,為了摸清轉子的變形規律,需研究轉子的振型曲線,針對性地選擇合適的平衡轉速和平衡方法。
HK4平衡機振型曲線的繪制步驟[11]:在正常測量界面下,按一下字母O鍵,然后在跳出來的頁面最后一項打開高速測量功能,設定好最高轉速。然后按回車鍵結束設置,然后回到正常測量界面下,按一下左上角的SF鍵,再按一下字母V鍵。然后啟動運轉,慢慢加速。等有測量值出現,就按一下鍵盤上的點號.鍵,就開始畫曲線了,繼續加速,直至加速完成后,再按一下點號鍵結束畫曲線,然后按一下HOLD鍵記憶停車,再按一下矢量圖/數字顯示切換鍵顯示出畫好的曲線。
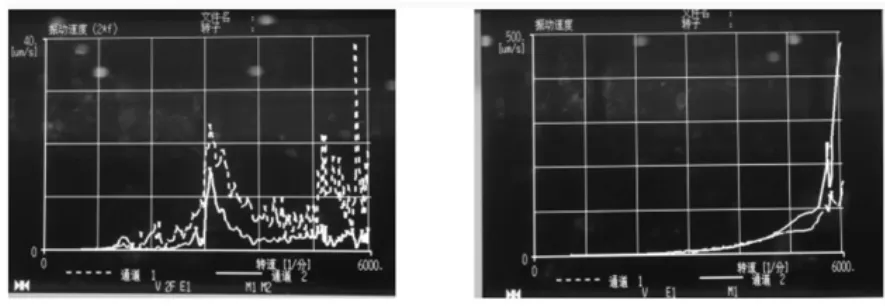
圖4 振型曲線圖
為了摸清其振動特性,繪制了轉子的振型曲線圖,如圖4所示。按照撓性轉子的振動特性,轉子一般在共振點的上、下30%的范圍內不能實施平衡,因此范圍內是轉子振動型的發生區域,無法穩定下來,所實施的平衡操作,也是沒有實際意義的[12]。
從聯軸器轉子組件振型曲線圖上分析,轉子在運轉升速的過程中有兩個共振點,從圖上可見:轉子在6000 r/min產生共振,按上、下30%計算,轉子在4200~7800 r/min范圍內不能實施平衡操作;轉子在3000 r/min產生共振,按上、下30%計算,轉子在3900~2100 r/min范圍內不能實施平衡操作。通過上述分析,該轉子在2000 r/min的平衡轉速下,振型較穩定,經過近一步的分析,對于轉子在3000 r/min的共振點應該不是轉子本身的特性,主要是由于HK4平衡機采用的是高速電動機,3000 r/min與電網供電50 Hz同頻共振[13]。
5)轉子去材料不平衡量波動異常問題的分析。轉子在實施動平衡校正時,在轉子上去材料后,實際去除質量與屏幕上顯示的不平衡量的變化值差異較大,去材料量較大時,不平衡量值又會產生突變,同時角度也發生大幅度變化,完全不符合不平衡力傳遞、力合成的規律,其原因有兩方面:a.去材料與不平衡量不規律變化的原因,是因為該轉速下轉子有變形,不具備線性;b.去材料過程會導致軸熱彎曲,如果馬上測量不平衡量,會得到假的結果,應該先用膠帶加蠟平衡,確定真實的去材料量,再去除,去材料后要有足夠的時間冷卻等轉子的熱彎曲恢復正常,再測量不平衡量[14]。
6)轉子不平衡量的波動的量化和評估。對轉子不平衡量進行量化和評估的方法是將轉子做一個簡單補償,如果簡單補償后再運轉,測量的不平衡量能在公差范圍內,則平衡操作可以實施,否則說明在當前條件下無法有效地通過加重或去重的方式進行測量,即不適合在當前條件下進行動平衡操作,測量值如表2所示。
從表2可見,其波動量已超過了轉子本身的動平衡精度,所以,在當前條件下無法進行動平衡操作。
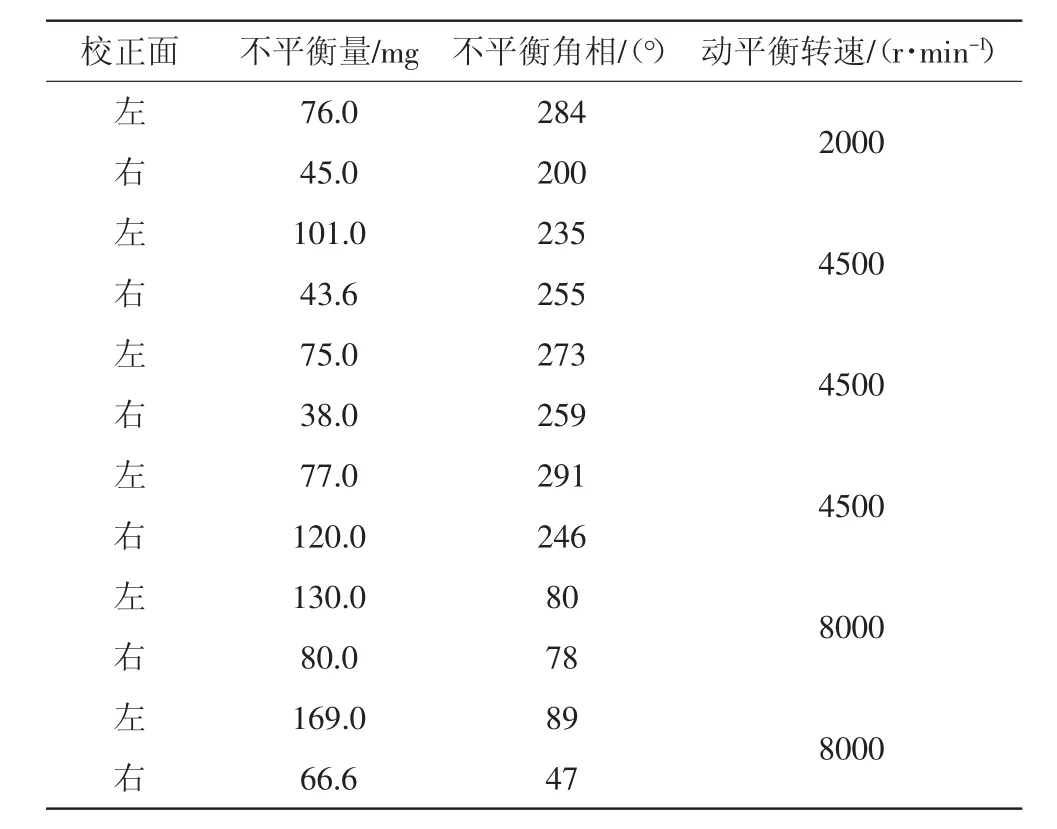
表2 簡單補償后的測量值
1.2.3 剛性轉子產生撓曲特性的原因
聯軸器轉子組件的工作轉速是12 000 r/min,臨介轉速是20 000 r/min,正常情況下,轉子在工作轉速的范圍內應能平穩運轉,但轉子在6000 r/min就表現出了撓性轉子的動平衡特性,完全是由于其軸體上有4個柔性膜盤造成的,設計所給的動平衡要求,應該是沒有考慮膜盤在旋轉過程中的變形特性[15]。
1.3 膜盤聯軸器動平衡的改進
通過試驗分析,制定整改措施如下:
聯軸器轉子組件動平衡時,將動平衡轉速從(6000±100)r/min改為(2000±100)r/min,翻轉角相從(0°、120°、240°)改為(0°、180°);
左、右兩個校正面剩余不平衡量從2.5 g·mm改為5.6 g·mm(151 mg);
在轉速2000±100 r/min平衡合格后,在轉速4500±500 r/min、8000±500 r/min進行動平衡,并記錄0°、180°兩個位置的動不平衡量實際值,如表3所示。
動平衡精度的計算:eper=Uper/M=(5.6+5.6)g·mm÷3 kg=3.7 μm>0.1 μm;

表3 改進后動平衡測量運轉數據
動平衡等級計算:由e=10000·G/n得,G=en/10000=3.7×12000÷10000=4.4>2.5。從上述計算可見,動平衡精度和動平衡等級均比較合理。
2 結 論
帶膜盤結構零件是具有撓性轉子動平衡特性的剛性轉子,通過膜盤聯軸器動平衡研究的總結分析,可以歸納帶膜盤結構零件動平衡工作的要點,此類零件動平衡過程為:在動平衡前,應充分研究零件的振動特性,同時計算動平衡精度和動平衡等級,確定動平衡轉速、動平衡精度和動平衡等級的合理性,防止由于不了解零件動平衡特性的前提下盲目去重,造成零件報廢的情況發生。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
