
某航空發動機壓力閥套中間件的加工難點及對應措施
2018-11-11 09:30:04王成新宋福林
機械工程師 2018年11期
王成新, 宋福林
(長沙航空職業技術學院,長沙410124)
0 引言
某航空發動機壓力閥套中間件結構復雜、孔徑小、零件壁薄,且表面粗糙度及加工精度要求高,加工易變形,產品合格率較低。在對零件的結構特點、尺寸精度、形位精度進行深入分析的基礎上,通過優化工藝路線,合理選擇刀具及切削參數,較好地解決產品合格率低等問題。
1 零件分析及加工難點
壓力閥套中間件零件的加工內容有:外圓、外圓槽、內孔、內槽、倒角、圓角等,該零件的大部分精度都有公差要求,而且精度要求高,尤其在形位公差同軸度和零件的長度尺寸上都有很高的精度要求。加工難點如下:1)該壓力閥套中間件零件屬于薄壁零件,右端壁厚0.75 mm,左端壁厚3 mm,加工過程中易產生加工變形。2)該壓力閥套中間件零件有多處同軸度及尺寸精度要求高。3)孔徑小且形狀復雜。該壓力閥套中間件零件內孔直徑小至11 mm,還有45°內溝槽、圓角及直徑15.5 mm的內孔面的加工,加工精度達±0.02 mm。4)該壓力閥套中間件零件總長精度要求高,且切槽的位置都是以切斷的位置作為基準,難以保證槽加工位置。5)該壓力閥套零件表面粗糙度要求全部為1.6 μm。零件如圖1所示。
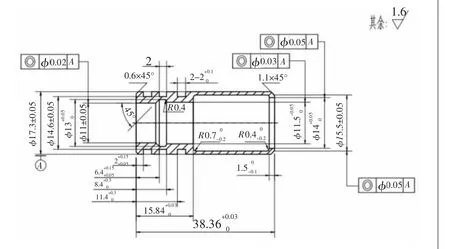
圖1 壓力閥套中間件
2 零件加工工藝制定
2.1 工藝路線安排
由于零件整體外圓φ17.3±0.05對零件左端內孔φ11±0.02、零件右端內孔四個部位都有較高的同軸度要求,為解決同軸度要求,可采取一次裝夾完成所有加工。具體加工路線如下:
1)粗車φ14、φ11.5、φ11內孔至尺寸精度要求;2)半精車、精車內孔至尺寸精度要求;3)粗車φ15.5、φ13內槽至尺寸精度要求;4)半精車、精車內槽至尺寸精度要求;5)粗車φ17.3外圓至尺寸精度要求;6)半精車、精車φ17.3±0.05外圓至尺寸精度要求;7)粗車φ14.6外槽至尺寸精度要求;8)半精車、精車φ14.6±0.05外槽至尺寸精度要求;9)零件切斷,保證零件的長度,并倒角;10)零件檢測。
2.2 毛坯選擇
該零件孔徑小,加工過程鐵屑排屑困難。如果選擇較長棒料,鉆φ9.5的盲孔作為加工毛坯,加工過程中鐵屑在孔內排屑困難,會導致內孔被鐵屑刮花,降低表面粗糙度,同時也會出現鐵屑堵死內孔及打刀等情況,從而影響加工質量。所以在毛坯的選擇上也尤為關鍵,根據工藝安排選擇外圓為φ20,長度為52 mm的棒料,鉆φ9.5的通孔,作為加工毛坯。
2.3 刀具選擇
為了保證零件的加工質量,需選擇合適的刀具,尤其在選擇內孔刀具的時候,由于孔徑較小,如果選擇普通鋼制刀桿及普通高速鋼刀桿加工時會產生振刀,如果采用手工磨削的高速鋼刀具,加工過程中刀具易磨損,替換性差,而且尺寸精度難以控制。所以選擇合適的刀桿對加工是至關重要的。加工該零件選擇整體硬質合金的刀桿,抗震性好,加工過程中容易控制尺寸精度。刀片的選擇及刀片型號見表1所示。
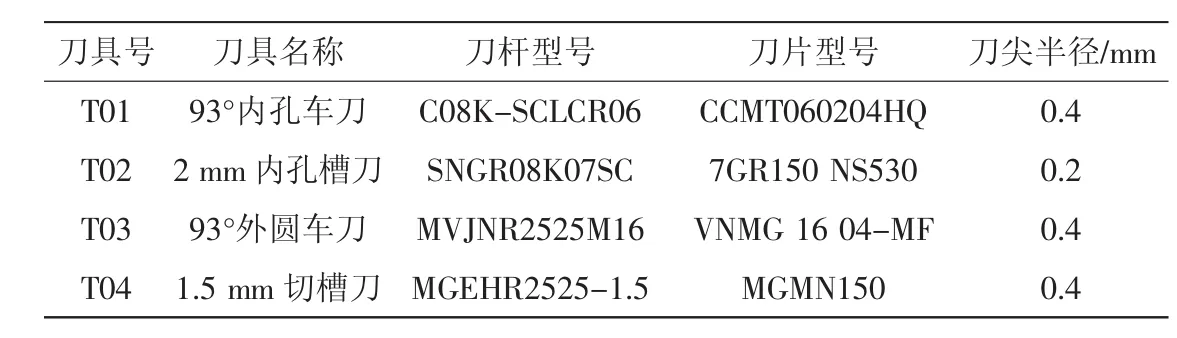
表1 刀具參數表
2.4 刀具切削參數
為了保證零件的加工質量,需選擇合適的刀具切削參數。加工該零件尤其在切削內孔的參數,粗加工可選取較高轉速進行切削去除大部分余量,然而在精加工時由于孔徑較小,如果選取較高轉速會產生振刀及表面粗糙度達不到要求,所以在精加工內孔時選取低轉速進行內孔及內槽的精加工,這樣加工出的零件尺寸及表面粗糙度都符合要求。加工參數見表2所示。

表2 刀具切削參數表
3 零件加工流程
1)零件裝夾及對刀。三爪卡盤夾毛坯一端,夾長為10 mm,依次將4把刀對刀。但由于切槽刀對刀過程存在誤差,為保證零件3個槽的位置正確及切斷位置尺寸正確,所以在對好切槽刀后先進行切槽刀試切,先編寫簡單的切槽程序,讓刀具在毛坯零件尾端位置切一個淺槽,用公法線千分尺測量槽的位置與編程的位置是否正確,如有誤差通過利用機床磨損補正調整。
2)粗、精加工內外輪廓。加工時采用先內后外的原則,加工可采用手工編程或自動編程。先用內孔車刀粗車、半精車、精車φ14、φ11.5、φ11的內孔,再用內孔槽刀粗車、半精車、精車φ15.5、φ13的內槽,再用外圓車刀粗車、半精車、精車φ17.3及1.1的倒角,最后用外圓槽刀粗車、半精車、精車外圓槽。具體加工參數參照表2。
3)切斷。由于工件切斷的位置只有3 mm的壁厚,切斷刀在切斷的時候容易使工件產生變形,為解決切斷變形,只能減小切斷刀切削刃寬度,減小與零件的接觸面積,這里采用1.5 mm的槽刀切斷,減小工件發生變形。切斷時直接保證零件的工件總長,并做好圓角半徑0.6 mm的倒角。
4 加工注意事項
為減少薄壁零件在加工中出現的少量變形,在加工過程中以減小刀尖圓弧半徑及減小背吃刀量等切削參數來減少零件在加工過程中的變形。對于小孔徑的零件,如果表面粗糙度要求高,如果普通機床高轉速車削加工后的表面粗糙度要求達不到的話,可采取低轉速加工,這樣既能保證零件表面粗糙度,又能很好地控制尺寸。對于有多個同軸度要求的零件可采取一次裝夾的方法來加工,從而保證零件的同軸度要求。
5 加工效果評價
通過對該零件的模擬仿真及加工試驗,以及對工藝的改進,加工出的產品經過測量已經能夠保證圖樣的精度要求。該零件的加工工藝設計得到了某軍工企業的認可,并已實現該零件的批量生產,產品的合格率能夠達到95%以上,提高了零件的生產效率。該零件經過多輪的測試已能正常安裝到某航空發動機上正常使用。
6 結 語
本文針對某航空發動機壓力閥套中間件零件進行了工藝分析,在分析該零件加工難點的基礎上,經過多次數控仿真模擬和實際加工,并對該零件進行檢測分析,該零件質量符合要求,證明該工藝設計可行有效。同時也為加工該類零件提供了良好的加工工藝,對數控車床上車削類似零件具有一定參考作用。
