大型鍛件的極端制造(上)
2018-11-14 07:19:18王寶忠中國(guó)第一重型機(jī)械股份公司
鍛造與沖壓 2018年21期
文/王寶忠·中國(guó)第一重型機(jī)械股份公司
大型鍛件的傳統(tǒng)制造方式是采用大型鋼錠開(kāi)坯、自由鍛造成形。但隨著重大裝備的不斷發(fā)展,對(duì)大型鍛件的要求越來(lái)越高,不僅規(guī)格和截面越來(lái)越大,而且內(nèi)在質(zhì)量也不斷提高,傳統(tǒng)的制造方式已經(jīng)難以滿(mǎn)足要求。為了適應(yīng)高端裝備的需求,實(shí)現(xiàn)大型鍛件形質(zhì)兼?zhèn)涞哪繕?biāo),急需對(duì)制造方式進(jìn)行變革。為此,以傳統(tǒng)鋼錠制造技術(shù)提升和新型增材制坯技術(shù)開(kāi)發(fā)為代表的均質(zhì)化制坯、一體化制造及模鍛化成形等極端制造方式應(yīng)運(yùn)而生。
大型鍛件是電力、冶金、石化、造船、礦山、航空航天、軍工等裝備(圖1)的基礎(chǔ)部件,其經(jīng)濟(jì)帶動(dòng)性強(qiáng),涵蓋面廣,是裝備制造業(yè)產(chǎn)業(yè)鏈上不可缺少的重要一環(huán)。
大型鍛件傳統(tǒng)的制造方式是自由鍛造成形,“肥頭大耳”和“傻大黑粗”曾經(jīng)是大型鍛件的代名詞。為了扭轉(zhuǎn)大型鍛件材料利用率低、成本高、質(zhì)量不穩(wěn)定的被動(dòng)局面,需要?jiǎng)?chuàng)新思路,向“不可能”發(fā)起挑戰(zhàn) ,進(jìn)行大型鍛件的轉(zhuǎn)型升級(jí)。通過(guò)均質(zhì)化、一體化、模鍛化,實(shí)現(xiàn)極端制造的目標(biāo)。
均質(zhì)化制坯
大型鍛件的質(zhì)量主要表現(xiàn)在純凈性、均勻性和致密性三方面,提高大型鍛件的質(zhì)量、降低制造成本、實(shí)現(xiàn)極端制造,需要從鍛件的“三性”入手開(kāi)展研制工作。熱加工不同工序與鍛件“三性”的關(guān)系如表1所示。
從表1可以看出,在大型鍛件的熱加工工序中,鑄錠/制坯是影響鍛件“三性”的關(guān)鍵重要環(huán)節(jié)。因此,國(guó)內(nèi)外鍛件供應(yīng)商越來(lái)越重視鍛件坯料的制備。為了獲得均質(zhì)化的坯料,除了對(duì)傳統(tǒng)制坯過(guò)程(冶煉、鑄錠、開(kāi)坯)進(jìn)行集成創(chuàng)新,各種增材制坯方法也躍躍欲試。

表1 熱加工不同工序與鍛件“三性”的關(guān)系

圖1 大型鍛件的主要應(yīng)用領(lǐng)域
大型、超大型鋼錠制備
為了提高大型、超大型鋼錠的均勻性與純凈性,中國(guó)一重集成創(chuàng)新發(fā)明了一系列冶煉及鑄錠技術(shù)。
⑴低硅控鋁鋼冶煉技術(shù)。
為了減少夾雜物并獲得本質(zhì)細(xì)晶粒鋼,發(fā)明了低硅控鋁鋼制造技術(shù)。既提高了鋼液的純凈度、得到本質(zhì)細(xì)晶粒鋼,還有效地控制了超大型鋼錠的成分偏析,降低鋼錠中的夾雜物和氣體含量。采用低硅控鋁鋼冶煉澆注方法生產(chǎn)出了成分均勻、夾雜物少的高質(zhì)量鍛件。
⑵保護(hù)澆注。
1)新型中間包。
為了減少鋼錠澆注過(guò)程中鋼渣卷入鋼錠模內(nèi),借鑒了冶金行業(yè)連鑄過(guò)程中采用“擋墻”、“擋壩”的經(jīng)驗(yàn),發(fā)明了帶有“擋墻”、“擋壩”的新型中間包。數(shù)值模擬和工程實(shí)踐證明,相比于傳統(tǒng)的圓形中間包,新型中間包澆注的超大型鋼錠中的夾雜物含量大幅度減少。
2)長(zhǎng)水口保護(hù)澆注。
澆注過(guò)程中注流卷吸空氣是鋼液二次氧化的重要原因。鋼液二次氧化不僅會(huì)形成有害的氧化物夾雜導(dǎo)致鍛件報(bào)廢,而且還會(huì)使鋼錠中的氣體(H 、O 、N)含量增高。而氣體含量高又是導(dǎo)致超大型鍛件缺陷的主要原因之一。為了避免鋼液的二次氧化,在借鑒冶金行業(yè)經(jīng)驗(yàn)的基礎(chǔ)上,開(kāi)發(fā)了長(zhǎng)水口保護(hù)澆注技術(shù),有效地避免了鋼液的二次氧化(圖2)。
3)二次補(bǔ)澆。
偏析是鋼液選分結(jié)晶和鋼錠凝固過(guò)程的必然結(jié)果,鋼錠越大,偏析及縮孔等缺陷越嚴(yán)重。中國(guó)一重在用平均C含量為0.62%的459t鋼錠研制支承輥時(shí),曾在靠近冒口端的輥身部位發(fā)生斷裂。經(jīng)對(duì)斷裂部位宏觀形貌分析,發(fā)現(xiàn)二次縮孔嚴(yán)重,冒口下部的C含量竟高達(dá)1.16%,接近標(biāo)準(zhǔn)值的2倍。為了解決這一難題,發(fā)明了鋼錠二次補(bǔ)澆技術(shù),使冒口下部的C含量降至0.8%左右,成功制造出5m、5.5m支承輥用超大型鋼錠。

圖2 保護(hù)澆注與傳統(tǒng)澆注方式對(duì)比
增材制坯
盡管?chē)?guó)內(nèi)外大型鍛件供應(yīng)商不斷提高大型鋼錠的純凈性,但鋼錠固有的缺陷仍然不能根除。此外,傳統(tǒng)的鋼錠制備和開(kāi)坯方式(圖3)導(dǎo)致了大型鍛件的材料利用率較低,鋼錠去除水、冒口及鐓粗與拔長(zhǎng)的火耗后,坯料的鋼錠利用率在70%左右。
當(dāng)前,世界各國(guó)紛紛將增材制造作為未來(lái)產(chǎn)業(yè)發(fā)展的新增長(zhǎng)點(diǎn),力爭(zhēng)搶占未來(lái)科技和產(chǎn)業(yè)制高點(diǎn)。我國(guó)增材制造產(chǎn)業(yè)的發(fā)展階段已從研發(fā)轉(zhuǎn)向產(chǎn)業(yè)化應(yīng)用,新設(shè)備、新技術(shù)、新材料、新應(yīng)用程序不斷推陳出新,越來(lái)越多的企業(yè)將增材制造作為產(chǎn)業(yè)升級(jí)和技術(shù)轉(zhuǎn)型的方向。
增材制造技術(shù)是采用材料逐漸累加的方法制造實(shí)體零件,相對(duì)于傳統(tǒng)的材料去除——切削加工技術(shù),是一種“自下而上”的制造方法。關(guān)橋院士提出了“廣義”和“狹義”增材制造的概念,“狹義”的增材制造是指不同的能量源與CAD/CAM技術(shù)結(jié)合、分層累加材料的技術(shù)體系;而“廣義”增材制造則以材料累加為基本特征,以直接制造零件為目標(biāo)的大范疇技術(shù)群。如果按照加工材料的類(lèi)型和方式分類(lèi),又可以分為金屬成形、非金屬成形、生物材料成形等。
由于大型鍛件的純凈性和均勻性仍有提升的空間,所以一些與增材制造相關(guān)的金屬坯料制備技術(shù)進(jìn)入了開(kāi)發(fā)應(yīng)用階段(圖4)。
⑴3D打印。
作為AM的一種應(yīng)用形式,3D打印的特點(diǎn)是成形易而改性難。目前工業(yè)化應(yīng)用的金屬3D打印熔覆制坯技術(shù)有激光熔覆沉積和電熔增材制造,其共同點(diǎn)是成形的金屬都是鑄態(tài)組織,與鍛件相比致密性較差,成形零件內(nèi)部存在氣孔,氣孔形貌呈規(guī)則球形或類(lèi)球形,分布具有隨機(jī)性(圖5)。因此,受制造成本、致密性等因素限制,3D打印目前僅適用于較薄截面金屬零件的直接成形。

圖3 大型鍛件坯料的制造流程

圖4 金屬坯料制備技術(shù)
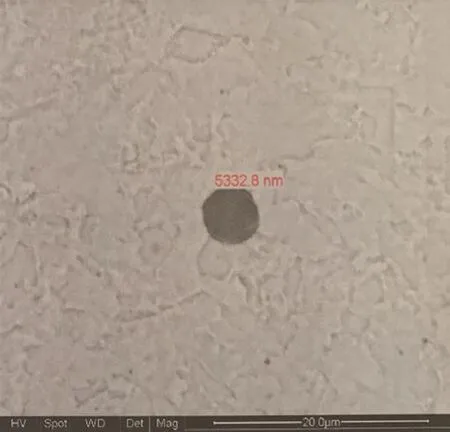
圖5 EAM成形零件內(nèi)部氣孔
⑵噴射成形。
噴射成形是用高壓惰性氣體將合金液流霧化成細(xì)小熔滴,在高速氣流下飛行并冷卻,在尚未完全凝固前沉積成坯件的一種工藝,現(xiàn)已成為世界新材料開(kāi)發(fā)與應(yīng)用的一個(gè)熱點(diǎn)。然而,受快速凝固、制造成本等條件的制約,噴射成形技術(shù)目前僅適用于小型且較薄截面坯料或零件的制造,無(wú)法應(yīng)用于超大超厚截面的鋼錠/坯料的制造。
⑶“包覆式”鑄錠。
為了解決大型鋼錠偏析的難題,國(guó)外某研究所發(fā)明了“包覆式”制造ESR鋼錠技術(shù)。因?yàn)槭侵饘印鞍病保颐恳粚佑侄际请娫厝郏室卜Q(chēng)為增材制造。
⑷“無(wú)痕構(gòu)筑”。
“無(wú)痕構(gòu)筑”的基礎(chǔ)是擴(kuò)散連接。同種或異種金屬在高真空、高溫、高壓、大變形等諸多要素作用下,在結(jié)合面形成牢固的金屬鍵,少量顯微孔洞和結(jié)合層在擴(kuò)散作用下進(jìn)一步消失,使結(jié)合界面與基體在成分、組織及性能上完全一致。擴(kuò)散連接技術(shù)已在復(fù)合板軋制等方面發(fā)揮了積極作用。由于同種材料間擴(kuò)散連接后的接頭組織結(jié)構(gòu)與母材基本相同,所以相同材料的“無(wú)痕構(gòu)筑”制坯會(huì)更加容易。
雖然“無(wú)痕構(gòu)筑”所制坯料的“面擴(kuò)散”和“體擴(kuò)散”可以通過(guò)鍛造(類(lèi)似“揉面”)和鍛造過(guò)程中坯料的高溫保持(類(lèi)似“醒面”)來(lái)解決,但大型坯料鐓粗過(guò)程中端部的難變形區(qū)及中部的拉應(yīng)力區(qū)兩大難題需要認(rèn)真對(duì)待。鐓粗時(shí)的難變形區(qū)可以通過(guò)上下增加隔熱墊加以改善(圖6),而拉應(yīng)力區(qū)則可以通過(guò)提高應(yīng)變速率或優(yōu)化鐓粗前的坯料形狀加以避免。

圖6 鐓粗時(shí)端部增加隔熱墊實(shí)際工況
