淺談超倍尺寬鈦合金板坯成形工藝
2018-11-14 07:19:14楊武王炳正張佳麗閆沛堂蘭州蘭石鑄鍛有限責(zé)任公司
鍛造與沖壓 2018年21期
文/楊武,王炳正,張佳麗,閆沛堂·蘭州蘭石鑄鍛有限責(zé)任公司
以鈦合金板坯鍛件為研究對(duì)象,改變傳統(tǒng)的鐓粗拔長(zhǎng)展寬工藝,采用直接拔長(zhǎng)進(jìn)行展寬,解決傳統(tǒng)鐓粗工序中經(jīng)常出現(xiàn)坯料腰部折疊缺陷的質(zhì)量問(wèn)題,提高鍛造生產(chǎn)效率約22%,提高材料利用率約2%。通過(guò)有限元模擬分析成形展寬過(guò)程,為實(shí)際生產(chǎn)提供理論指導(dǎo),并通過(guò)實(shí)際生產(chǎn)驗(yàn)證整個(gè)工藝過(guò)程,為研制更高質(zhì)量、生產(chǎn)效率、材料利用率的成形工藝提供指導(dǎo)。
本文針對(duì)某公司鈦合金板坯鍛件,材料為TA2,要求成形尺寸2050+15(寬)×260(高 )±10×L(隨 長(zhǎng) )(單 位:mm),原材料鈦錠經(jīng)過(guò)表面加工去除表面缺陷及取樣后,尺寸為φ990mm×2600mm。成形寬度尺寸/原材料截面尺寸≈2.07,超過(guò)一倍尺寸。根據(jù)傳統(tǒng)經(jīng)驗(yàn)公式計(jì)算,要保證最終展寬成形尺寸原始坯料截面直徑需≥φ1450mm。
常規(guī)成形工藝為鈦錠先鐓粗,保證鐓粗后截面尺寸≥φ1450mm后再進(jìn)行平砧間拔長(zhǎng)展寬。鍛造過(guò)程由于TA2的材料特性,容易造成鐓粗過(guò)程中表面折疊缺陷,為防止折疊過(guò)深,需分多道次進(jìn)行鐓粗,出現(xiàn)折疊現(xiàn)象后立即進(jìn)行輕滾圓拔長(zhǎng)再進(jìn)行鐓粗,嚴(yán)重影響鍛造效率及鍛造質(zhì)量。本文采取直接拔長(zhǎng)的方式進(jìn)行展寬,在試驗(yàn)前通過(guò)有限元數(shù)值模擬分析軟件對(duì)試制方案進(jìn)行分析,最終通過(guò)實(shí)際生產(chǎn)驗(yàn)證工藝方案的可行性。
工藝方案
鍛造工藝路線:芯棒展寬—換專用芯棒繼續(xù)展寬—上下平砧成形修整,選用50MN快鍛壓機(jī)進(jìn)行整個(gè)鍛造工序。具體過(guò)程為:將鈦合金錠平放在大平板上,上端采用φ630mm芯棒分兩次進(jìn)行壓扁,總壓下量控制在300mm左右,左右移動(dòng)芯棒進(jìn)行展寬至坯料高度約為550mm。
為防止芯棒展寬過(guò)程中出現(xiàn)板坯料中間尺寸偏大,兩端偏小的情況,特制專用芯棒進(jìn)行進(jìn)一步展寬,展寬至寬度約為2000mm,高度約為440mm。
最后采用特制上平砧(700mm砧寬,2300mm砧長(zhǎng))、下平板進(jìn)行拔長(zhǎng)及整形。
工藝的數(shù)值模擬
模型建立及參數(shù)設(shè)定
采用SolidWorks軟件對(duì)鈦合金錠、芯棒、特制芯棒、下平板、上下平砧進(jìn)行三維建模,并導(dǎo)入有限元模擬軟件中。TA2材料屬性由數(shù)據(jù)庫(kù)中已有的模型導(dǎo)入,本文采用的快鍛壓機(jī)設(shè)定正常開(kāi)啟5臺(tái)泵的上砧平均壓下速度下限約為50mm/s。采用六面體網(wǎng)格對(duì)鈦錠模型進(jìn)行網(wǎng)格劃分,為保證模擬的準(zhǔn)確性,設(shè)定網(wǎng)格數(shù)量32000個(gè)。數(shù)值模擬的其他參數(shù)見(jiàn)表1。
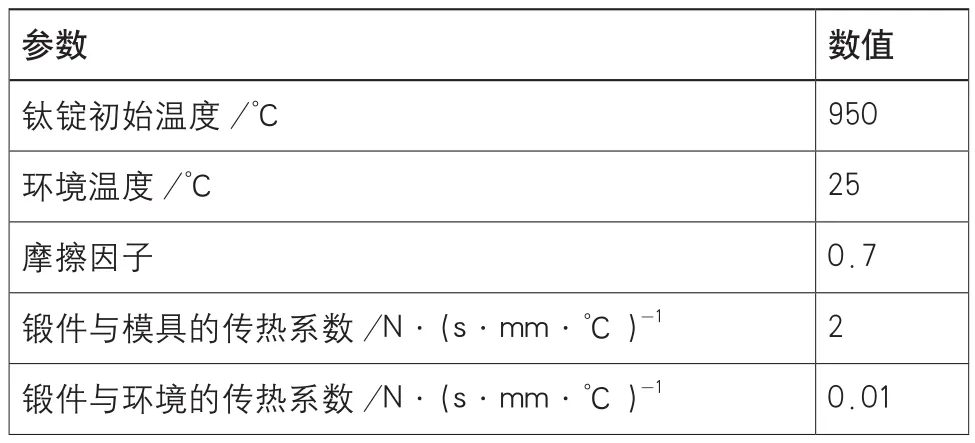
表1 有限元模擬的其他參數(shù)
模擬過(guò)程分析
圖1為上下工裝及鈦錠初始擺放位置,上砧與芯棒接觸均勻壓下,壓下300mm后,左右橫移芯棒繼續(xù)壓下至圖2狀態(tài),此時(shí)坯料高度約為550mm。
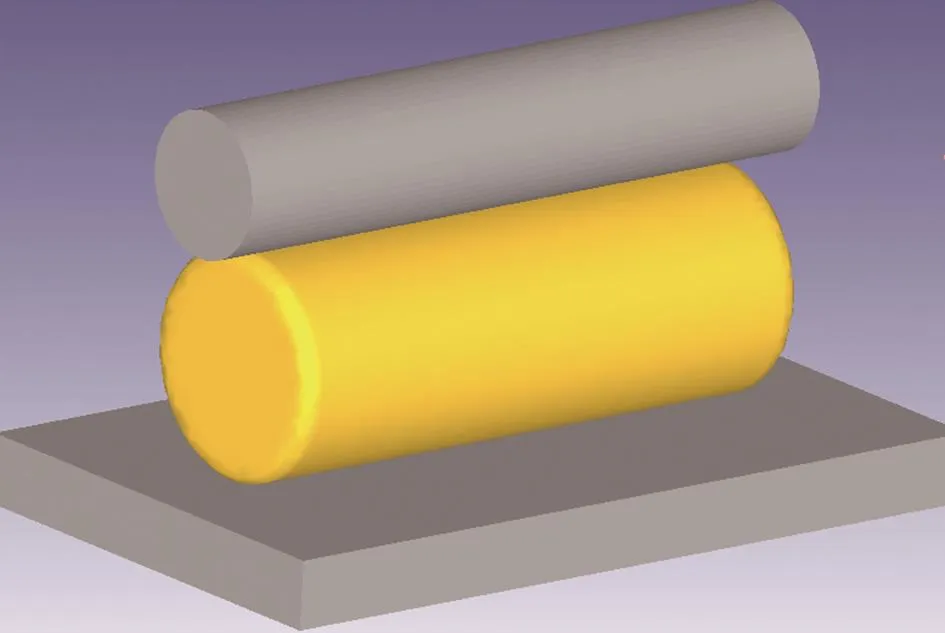
圖1 鈦錠初始?jí)合聽(tīng)顟B(tài)
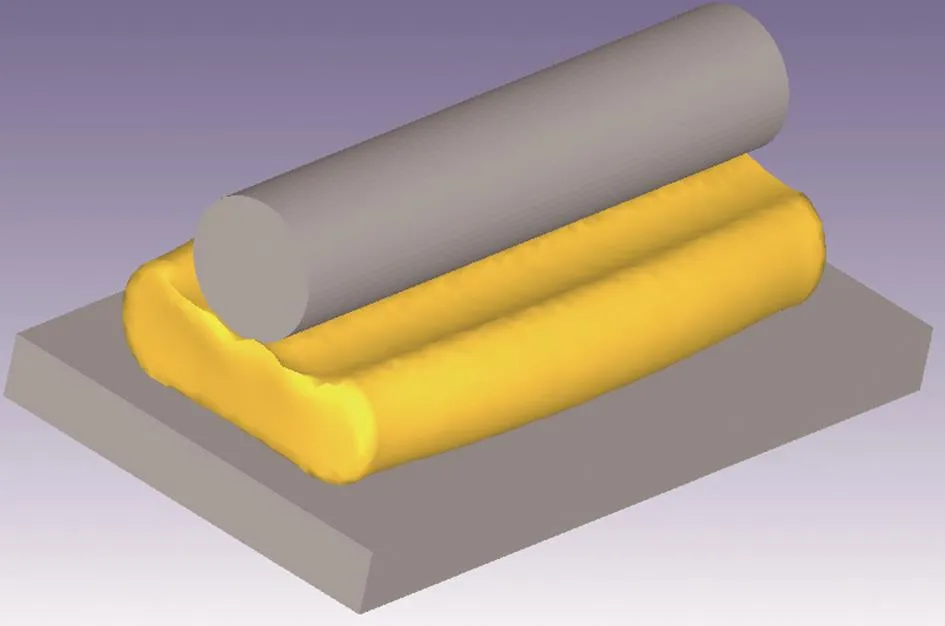
圖2 芯棒展寬結(jié)束
由于鈦錠總長(zhǎng)為2600mm,采用芯棒展寬過(guò)程中由于兩端偏載的問(wèn)題,坯料變形不均勻,在實(shí)際生產(chǎn)過(guò)程中必然會(huì)造成兩端展寬小,中間展寬大的問(wèn)題,需采用特制芯棒重點(diǎn)對(duì)兩端進(jìn)行展寬,如圖3、圖4所示。此時(shí)坯料高度高點(diǎn)為455mm,低點(diǎn)約為380mm。
圖5表示采用上平砧及下平板,開(kāi)始整形拔長(zhǎng),壓下量設(shè)定為100mm。圖6為整形結(jié)束,此時(shí)測(cè)定寬度最大點(diǎn)為2165mm,最小點(diǎn)為2065mm,高度尺寸為265mm。
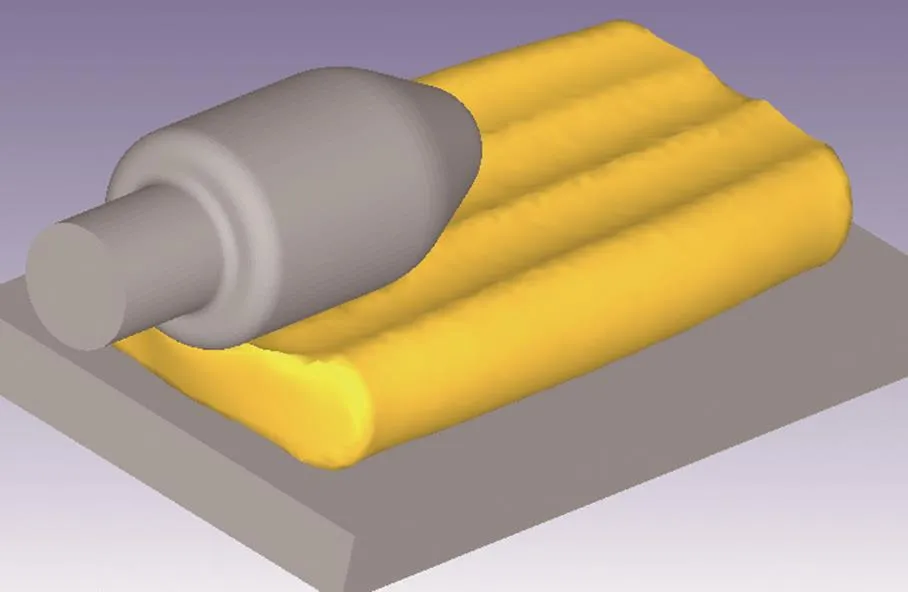
圖3 特制芯棒展寬兩端
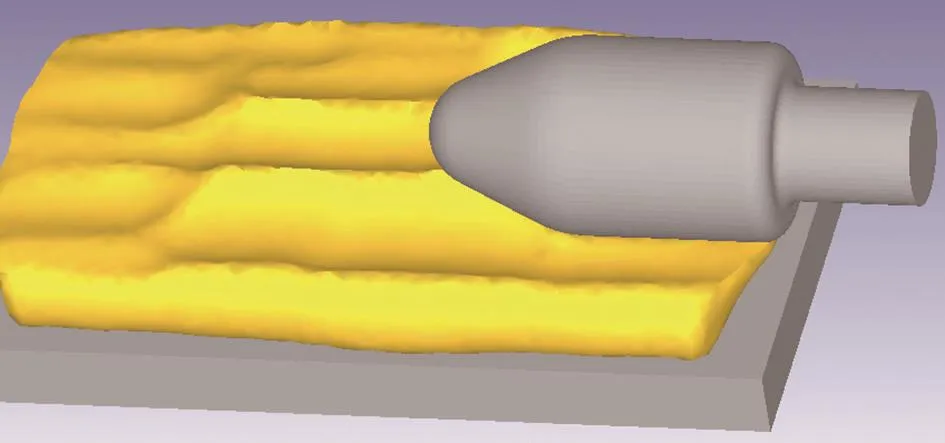
圖4 特制芯棒展寬結(jié)束
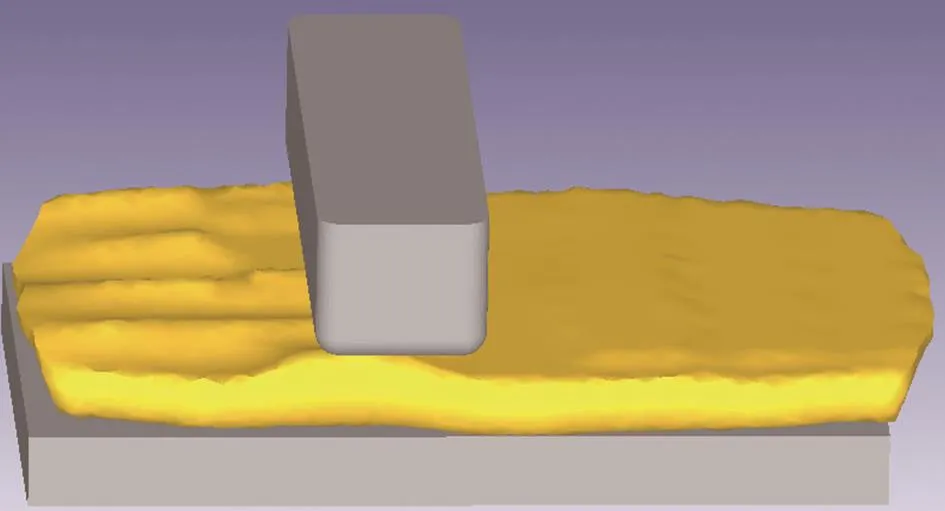
圖5 平砧整形拔長(zhǎng)
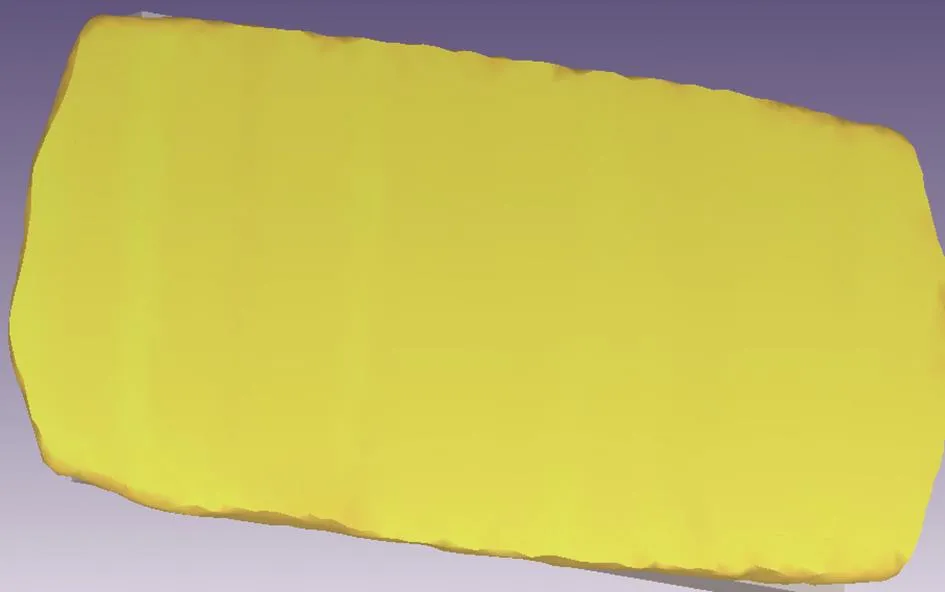
圖6 最終成形
生產(chǎn)實(shí)際驗(yàn)證
利用數(shù)值模擬形成的工藝參數(shù),在生產(chǎn)實(shí)際中進(jìn)行試驗(yàn),圖7為最終鍛造成形的TA2板坯,試驗(yàn)過(guò)程中在厚度約為265mm時(shí),展寬最寬點(diǎn)達(dá)到2150mm,與優(yōu)化后的仿真結(jié)果非常接近。且兩端頭舌頭長(zhǎng)度僅約50mm,低于常規(guī)鈦板成形的舌頭長(zhǎng)度150~250mm。最終通過(guò)加工后材料利用率達(dá)到91.6%,高于常規(guī)的鈦板成形利用率約2%,符合最終成形的質(zhì)量要求。

圖7 實(shí)際生產(chǎn)的合格鈦板
結(jié)論
⑴通過(guò)對(duì)超倍尺寬鈦板展寬成形工藝的優(yōu)化,改變傳統(tǒng)鐓粗后展寬方式,避免了鐓粗過(guò)程由于坯料高徑比過(guò)大易造成的折疊缺陷,且降低生產(chǎn)火次1~2火,提高生產(chǎn)效率約22%。
⑵利用有限元數(shù)值模擬對(duì)優(yōu)化后的成形工藝進(jìn)行模擬,并采用專用展寬工裝成形,通過(guò)試驗(yàn)驗(yàn)證,生產(chǎn)出表面質(zhì)量良好的合格鈦板,通過(guò)最終加工驗(yàn)證,材料利用率達(dá)到91.6%,高于常規(guī)成形鈦板2%。
猜你喜歡
上海節(jié)能(2020年3期)2020-04-13 13:16:16
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學(xué)學(xué)報(bào)(2019年6期)2019-08-13 07:04:32
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
機(jī)械工程師(2015年10期)2015-02-02 01:14:03
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
機(jī)電產(chǎn)品開(kāi)發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
