圓柱鍛件沖孔允許變形量對應孔徑比的模擬研究
2018-11-15 01:01:38高錦張馬武江王興中
鍛壓裝備與制造技術 2018年5期
關鍵詞:變形
高錦張,葉 明,馬武江,王興中
(1.東南大學 材料科學與工程學院,江蘇 南京 211189;2.上海新閔重型鍛造股份有限公司,江蘇 東臺 224200)
在工業發展過程中,空心鍛件的應用場合越來越多,使用越來越頻繁。例如在核電行業,空心鍛件應用于主管道鍛件、反應堆壓力容器和蒸汽發生器等,這類鍛件都是核電站的一級關鍵部件,長期處于高溫、高壓以及高流速帶來的交變應力等惡劣的工作環境[1-3]。隨著工業生產要求的日益提高,鍛件的尺寸增大、重量增加,性能指標提高,制造難度也隨之增加。
圓柱鍛件在進行沖孔過程中,外形尺寸變化影響著整形工序的進行,同時均勻的應變場有利于提高鍛件的整體性能。當沖孔直徑較大時,坯料中金屬參與變形的區域變大,導致坯料的外形變形越大,對坯料的應變場均勻程度影響也越大,后續整形工序的工作量也越大。
本文對圓柱鍛件沖孔過程進行研究,通過分析圓柱鍛件沖孔坯料外形變形量隨沖孔孔徑比的變化規律,提出沖孔允許的坯料外形變形量判據來確定相對應的沖孔孔徑比范圍,為實際生產提供理論指導。
1 有限元模型的建立及模擬方案簡介
本文選用DEFORM-3D有限元軟件模擬分析圓柱鍛件沖孔的鍛造過程,坯料模型尺寸與實際尺寸以1:1進行建模,如圖1所示。其中沖頭選用平底沖頭,在沖頭端部設有圓角r=20mm。H為圓柱鍛件的初始高度,D為圓柱鍛件的初始直徑,沖頭直徑即目標鍛件的內孔直徑d,d/D為目標鍛件沖孔時的孔徑比。分析圓柱鍛件沖孔坯料外形變形量隨沖孔孔徑比的變化規律。
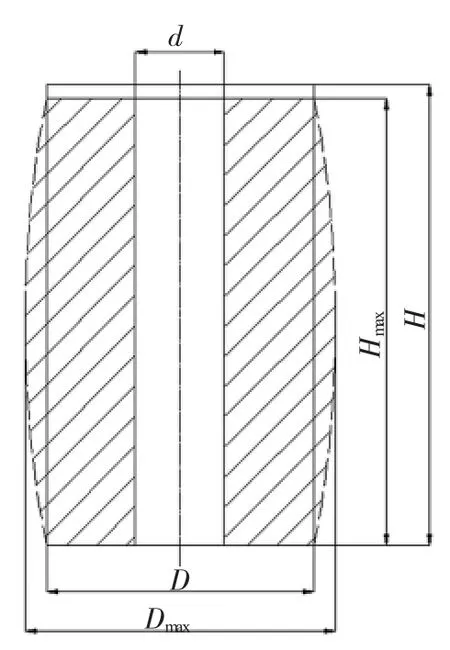
圖1 沖孔前后的坯料的尺寸
有限元模型參數設置如表1所示,坯料的材料模型是P91耐熱合金鋼,設為塑性體;沖頭及下平砧采用H13鋼,不發生塑性變形,均設置為剛體。沖頭速度設為40mm/s,其與坯料的摩擦系數設為0.1,實際生產中沖頭表面采用重油潤滑。在坯料沖孔過程中,為了均衡求解精度和求解速率,在網格劃分過程中,采用絕對網格劃分,設置合理最小單元尺寸。DEFORM-3D軟件求解器選用Conjugate求解方法,Direct iteration迭代法。
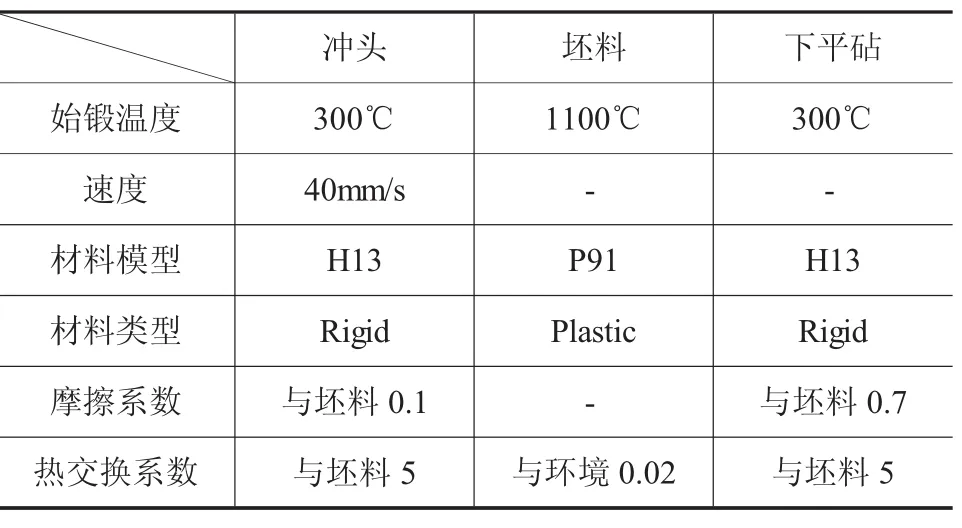
表1 前處理工藝參數的選定
圓柱鍛件沖孔時,需沖孔毛坯的高徑比H/D(H、D分別為圓柱鍛件的高度和直徑)不同,沖孔引起的外形尺寸的變化量也將不同。根據實際要求提出允許坯料外形變形量的合理判據,確定沖孔孔徑比d/D(D、d分別為圓柱鍛件的毛坯直徑和沖孔孔徑)。
2 沖孔坯料外形變形量隨孔徑比的變化
2.1 沖孔的坯料外形變形量
文獻[4]定義沖孔后毛坯外形發生變形的坯料端面塌陷h、坯料變性后直徑Dmax和坯料變形后高度Hmax三個參數描述外形變化。在此采用兩個參數來描述沖孔后坯料外形變化程度。分別為沖孔后鍛件的鼓形最大直徑Dmax和端面變形后的最大高度Hmax,各參數具體如圖1所示。
為了比較沖孔后外形變化程度,分別提取高度的變化量△H,最大外徑變化量△D,作為上述參數的定量比較,其中:

2.2 沖孔坯料外形變形量與孔徑比的關系
選擇H/D=2.0中,直徑D為?1000mm,高度H為2000mm的坯料進行模擬分析。沖孔過程分為正向沖盲和鍛件翻轉180°后沖孔,沖頭行程皆為坯料原始高度的一半,選擇孔徑比為0.25、0.30、0.35、0.40和0.45。研究沖孔后圓柱鍛件外形變形量隨著沖孔孔徑比的變化情況,通過數據采集得到各個尺寸下坯料外形變形量隨著孔徑比增大的變化狀態,如圖2所示。
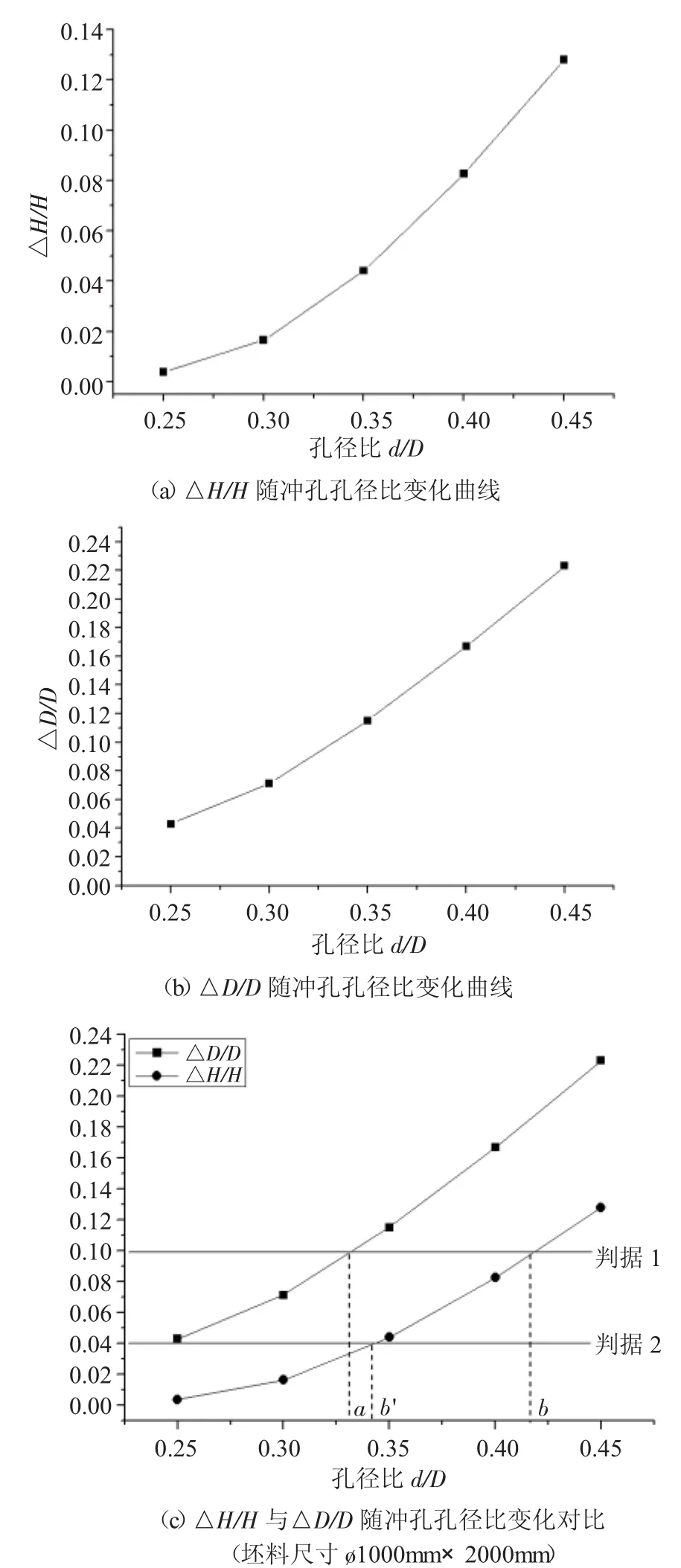
圖2 沖孔坯料外形變形量隨孔徑比的變化關系
由圖2a可知,圓柱鍛件沖孔外形變形量△H/H隨著孔徑比的增大而增大,表明隨著孔徑比的增大,沖孔結束后圓柱鍛件高度減小量越大。由圖2b可知,圓柱鍛件沖孔外形變形量△D/D隨著沖孔孔徑比的增大而增大,表明隨著孔徑比的增大,沖孔結束后圓柱鍛件鼓形的最大直徑增大量越大。
如前文所述,坯料的變形程度影響后續鍛造過程及整形操作。通過研究圓柱鍛件沖孔坯料外形變形量隨沖孔孔徑比的變化規律,根據實際鍛造過程應變場的均勻程度要求確定|△H/H|與|△D/D|的允許范圍,確定允許變形量判據對應的沖孔孔徑比。由圖2c可知,當|△D/D|判據與|△H/H|判據標準皆為判據1時,|△D/D|判據對應的孔徑比數值為a,|△H/H|判據對應的孔徑比數值為b,在兩個判據條件對應的孔徑比取較小值為坯料尺寸為?1000mm×2000mm下允許的最大沖孔孔徑比;當 |△D/D|判據與|△H/H|判據標準不同,|△D/D|判據為判據1,|△H/H|判據為判據 2,|△D/D|判據對應的孔徑比數值為a,|△H/H|判據對應的孔徑比數值為b′,在兩個判據條件對應的孔徑比a,b′取較小值為坯料尺寸為H/D=2.0時?1000mm×2000mm允許的最大沖孔孔徑比。
3 相同高徑比不同直徑的圓柱鍛件沖孔外形變形量隨孔徑比的變化規律
選擇高徑比H/D=2.0,坯料直徑D為分別400mm、600mm、800mm、1000mm、1200mm、1400mm和1600mm,7種P91耐熱合金鋼的坯料尺寸進行沖孔模擬實驗。選擇孔徑比為0.25、0.30、0.35、0.40和0.45。通過數據采集得到各個尺寸下坯料外形變形量隨著沖孔孔徑比增大的變化狀態,如圖3、4所示。
由圖3a、4a可知,在高徑比為2.0,圓柱鍛件的沖孔過程結束后,隨著坯料直徑的增大,沖孔時鍛件外形變形量增大。在圓柱鍛件沖孔過程中,可以利用圖3a、4a進行插值估算圓柱鍛件直徑在400mm~1600mm之間的沖孔變形量,從而根據沖孔變形量判據確定最大沖孔孔徑比,為圓柱鍛件沖孔工藝參數的制訂提供分析依據。
由圖3b、4b可知,在任意坯料直徑條件下,外形變形量判據條件:|△H/H|判據和|△D/D|判據確定的對應的沖孔孔徑比較小值為最大沖孔孔徑比。
上述研究描述了高徑比為2.0時,直徑為400mm~1600mm的圓柱鍛件沖孔時外形變形量與沖孔孔徑比的變化規律。旨在為P91耐熱合金鋼不同高徑比下圓柱鍛件沖孔時外形變形量與沖孔孔徑比之間關系提供研究方法。根據實際生產要求對圓柱鍛件沖孔允許外形變形量提出判據,確定對應的沖孔孔徑比。
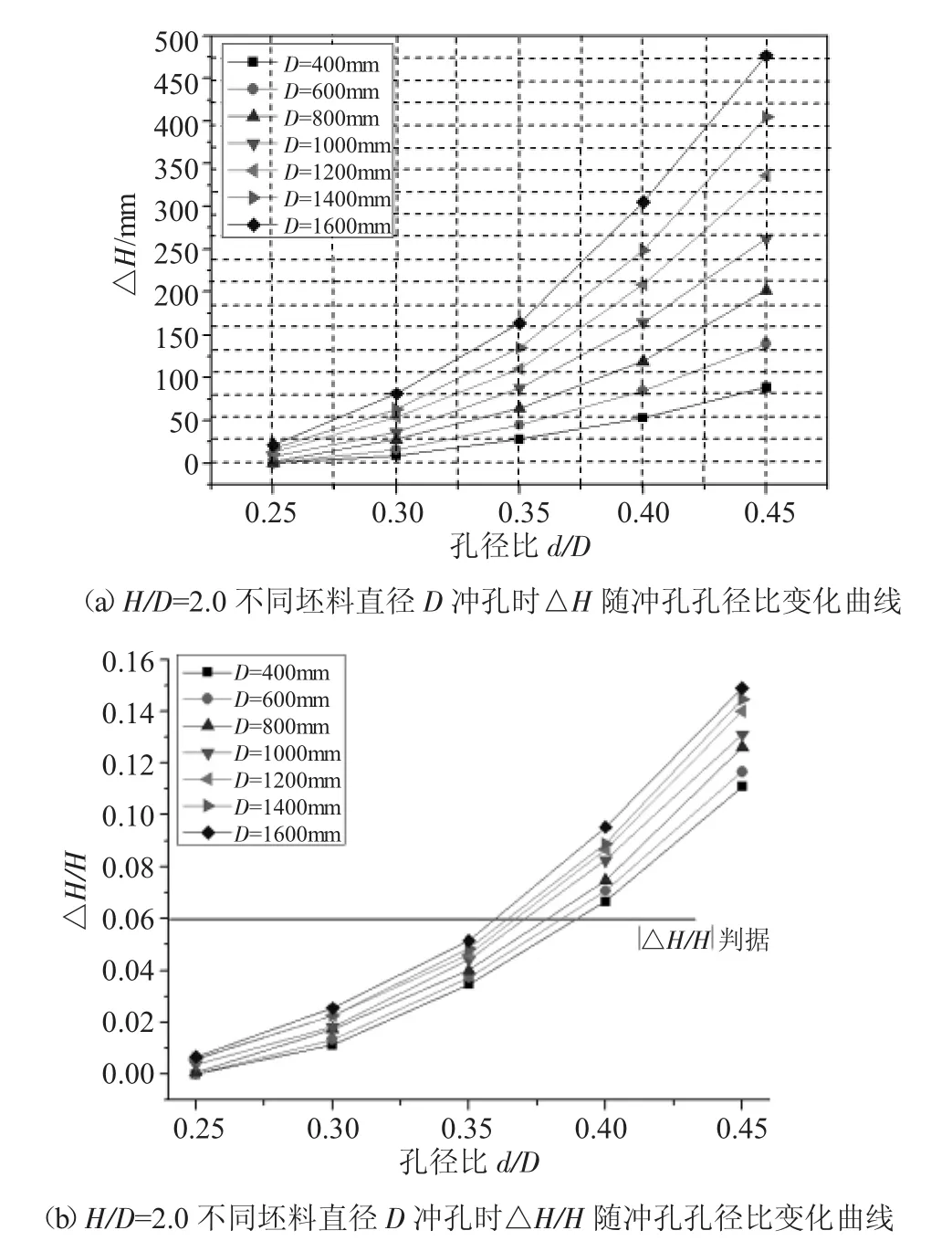
圖3 H/D=2.0不同坯料直徑D沖孔時高度變形量隨孔徑比的變化規律
4 圓柱鍛件沖孔允許變形量與孔徑比的對應規律
根據沖孔外形變形量變化情況對應的應變場均勻程度分布狀況,將限定|△H/H|≤5%,|△D/D|≤10%作為沖孔變形量判據條件。
選取高徑比(H/D)為 1.0、1.5、2.0、2.5 和 3.0 的圓柱鍛件,其中H為圓柱鍛件的毛坯高度,D為圓柱鍛件的毛坯直徑。在每個高徑比下,選擇幾種坯料尺寸,如表2所示。
選取表2中的尺寸數據,分別對高徑比H/D為1.0、1.5、2.5、3.0的坯料進行沖孔模擬實驗,記錄各個坯料尺寸下滿足 |△H/H|≤5%,|△D/D|≤10%判據條件對應的沖孔孔徑比,將數據記錄分別在表3和表4。
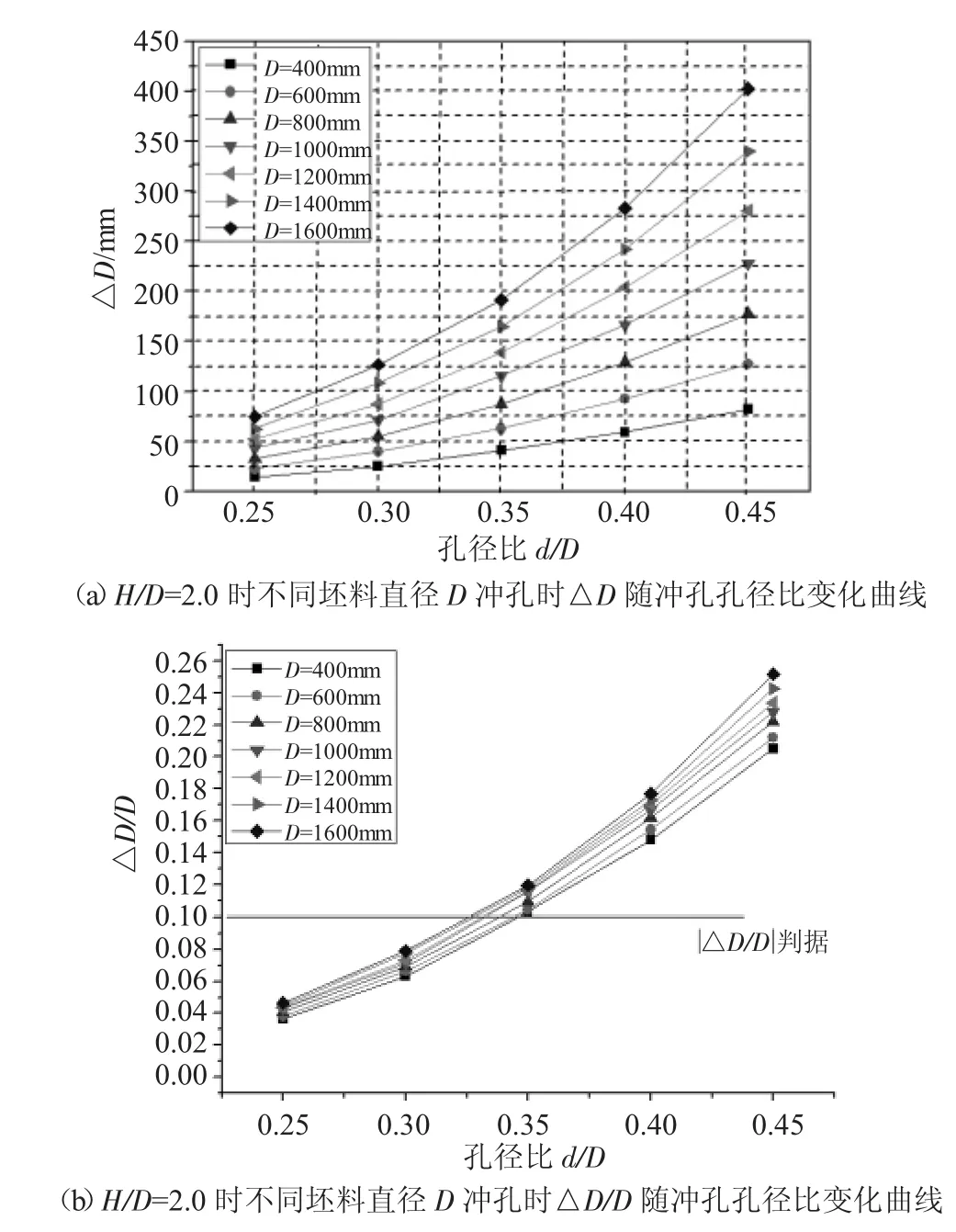
圖4 H/D=2.0不同坯料直徑D沖孔時直徑變形量隨孔徑比的變化規律
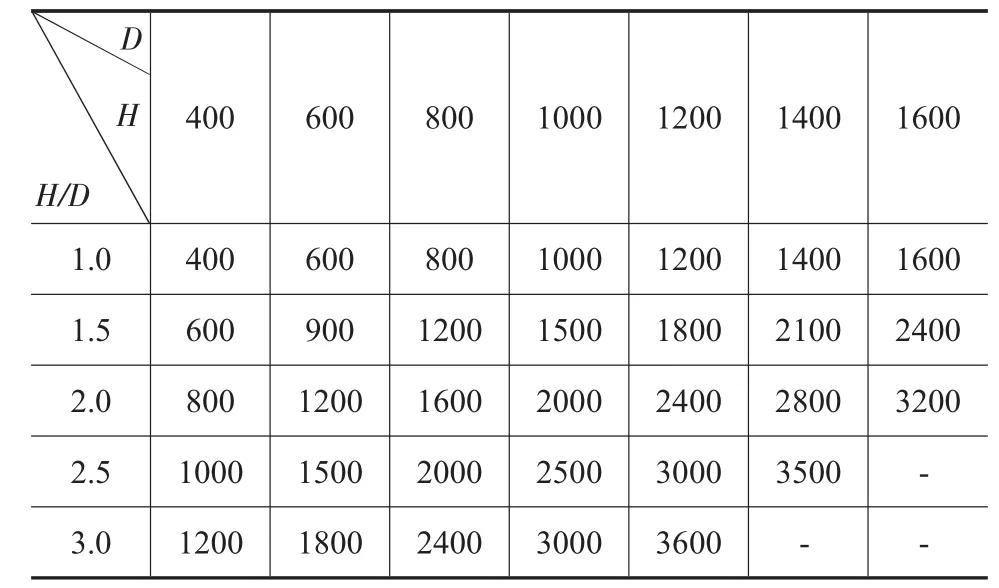
表2 坯料尺寸/mm

表3 不同H/D下,滿足|△H/H|≤5%的孔徑比
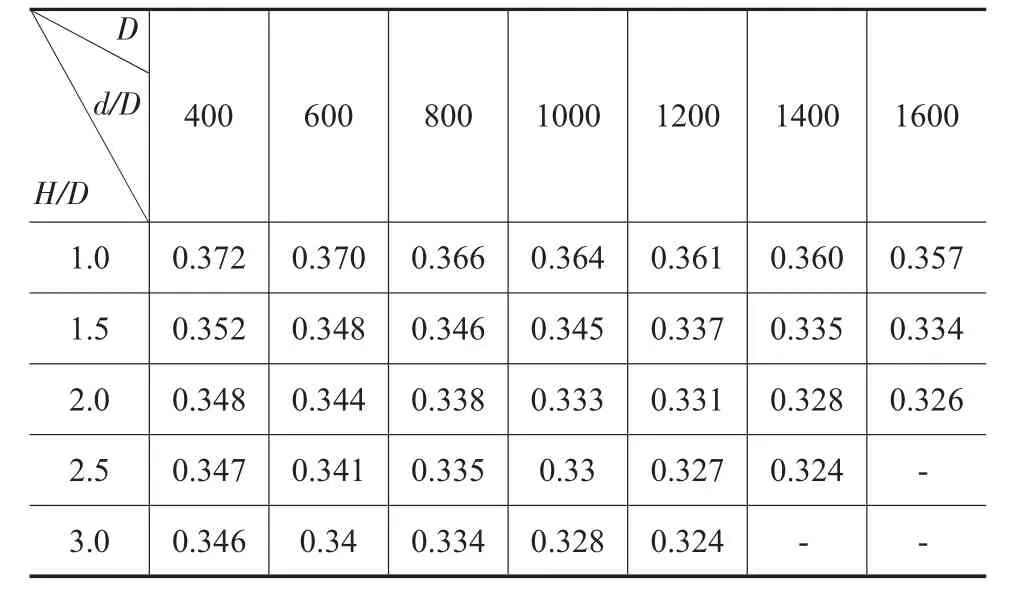
表4 不同H/D下,滿足|△D/D|≤10%的孔徑比
由表3和表4可知,不同H/D下,滿足|△D/D|≤10%的孔徑比均小于|△H/H|≤5%判據條件所獲得的孔徑比。因此,在兩個判據條件對應的孔徑比取較小值為|△D/D|≤10%的對應的孔徑比。
由表4可知,在同一高徑比下,坯料的沖孔允許外形變形量對應的沖孔孔徑比隨著坯料直徑的增大呈減小趨勢;在相同坯料直徑時,孔徑比隨著坯料高徑比的增大而減小。為了更加直觀觀察沖孔允許變形量對應的沖孔孔徑比與坯料尺寸變化的關系,將表4中孔徑比數據轉化為相應坯料直徑時的沖孔尺寸,如表5所示。
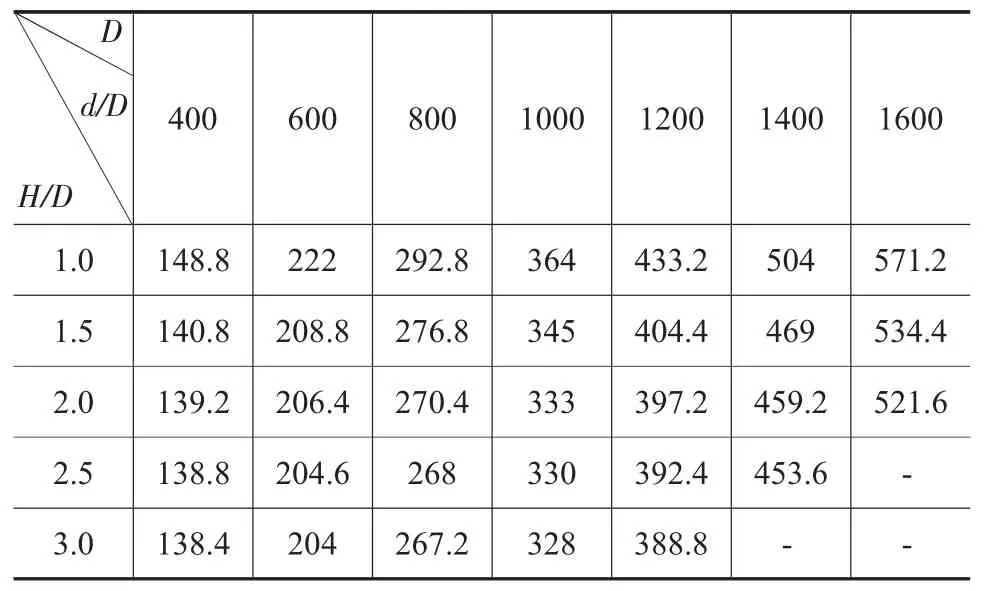
表5 不同H/D下,不同坯料直徑的最大沖孔尺寸/mm
同時繪制成以高徑比H/D為橫坐標,以沖孔尺寸為縱坐標,將不同坯料直徑下沖孔允許變形量對應的沖孔尺寸與高徑比H/D的關系繪制成圖5。
由圖5所示,在相同坯料直徑下,隨著高徑比的增大,沖孔允許外形變形量對應的沖孔尺寸也減小。在相同高徑比下,隨著坯料直徑的增大,沖孔允許外形變形量對應的沖孔尺寸變大。
根據以上分析結果,在圓柱鍛件沖孔過程中,坯料沖孔外形變形量滿足 |△H/H|≤5%,|△D/D|≤10%判據條件時,對于直徑在400mm~1600mm間的圓柱鍛件允許外形變形量對應的沖孔尺寸可通過圖5進行插值獲得,從而為大型圓柱鍛件沖孔工藝參數提供分析依據。
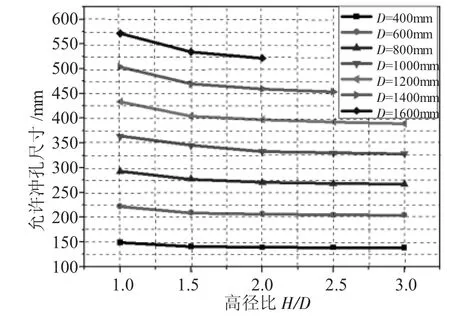
圖5 不同坯料直徑下,沖孔尺寸與高徑比H/D的關系
5 結論
本文選取高徑比為 1.0、1.5、2.0、2.5、3.0 的圓柱鍛件,在不同圓柱鍛件直徑尺寸下進行沖孔工藝的模擬分析,得到以下結論:
(1)高徑比一定,毛坯直徑一定時的圓柱鍛件沖孔過程中,隨著孔徑比增大,沖孔坯料外形變形量增大。
(2)在H/D=2時,當圓柱鍛件沖孔外形變形量滿足判據條件,可通過圓柱鍛件沖孔外形變形量與沖孔孔徑比變化關系得到對應的允許沖孔孔徑比。
(3)在H/D=2時,當坯料直徑為400mm~1600mm時,沖孔允許外形變形量對應的沖孔尺寸與坯料直徑的關系可以通過插值查表得出。
(4)在圓柱鍛件沖孔外形變形量滿足|△H/H|≤5%,|△D/D|≤10%判據條件時,在相同坯料直徑下,隨著高徑比的增大,沖孔允許變形量對應的沖孔尺寸也減小。在相同高徑比下,隨著坯料直徑的增大,沖孔允許變形量對應的沖孔尺寸增大。
(5)在圓柱鍛件沖孔外形變形量滿足|△H/H|≤5%,|△D/D|≤10%判據條件時,在 H/D=1.0、1.5、2.0、2.5和3.0時,當坯料直徑400mm~1600mm時,沖孔允許外形變形量對應的沖孔尺寸與坯料直徑的關系可以通過插值查表得出。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
