基于工藝參數(shù)的鍍層金屬板沖壓成形斷裂失效窗口
2018-11-15 01:01:40劉樂青張建武
鍛壓裝備與制造技術(shù) 2018年5期
伍 杰 ,李 理 ,劉樂青 ,張建武
(1.湖南工學院 機械工程學院,湖南 衡陽 421002;2.湖南工學院 先進制造技術(shù)研究所,湖南 衡陽 421002)
隨著金屬板材料在工程領(lǐng)域的廣泛應用,對其自身性能的要求越來越高,為了增強金屬板的耐腐蝕、耐摩擦、磨損等特性,往往要對板材的表面進行改性,即通過電鍍等方法在金屬基板表面鍍上一層具有某種特定性能的材料,通常稱這種板材為鍍層金屬薄板。這種材料廣泛應用于船舶制造(船艙用鍍鎘板[1]等)、汽車工業(yè)(汽車覆蓋件用鍍鋅板[2]等)、綠色能源(太陽能鍍鉻反射板[3]等)等領(lǐng)域,其制備方法、加工工藝及力學性能等也日益受到工程界和學術(shù)界的高度關(guān)注。鍍層金屬薄板在加工過程中,由于不同部位的加工變形量不同而導致應力分布不均勻,會造成斷裂失效現(xiàn)象的出現(xiàn)。影響鍍層金屬薄板沖壓成形斷裂失效的因素很多,但總結(jié)起來可以分為以下三類[4]:①加工工藝參數(shù)的影響,主要包括加工過程中的機械載荷、熱載荷、摩擦力以及加工速率等因素;②鍍層金屬薄板塑性成形所需模具的幾何形狀參數(shù)的影響,不僅涉及簡單的圓筒形和方盒形的加工模具,還涉及到復雜的諸如汽車外殼的加工成形使用的模具;③鍍層金屬薄板的基本力學性能的影響,主要包括鍍層和基底的彈性模量、屈服強度、厚度、硬化指數(shù)和泊松比等。傳統(tǒng)的試錯法花費太多的時間在模具設(shè)計上,并且要進行反復的修正,設(shè)計周期長,費用昂貴[5]。隨著有限元理論的發(fā)展和計算機技術(shù)的進步,數(shù)值方法被廣泛應用于成形問題的研究中來。這些研究主要是通過計算直接對板材的參數(shù)、模具的幾何以及工藝參數(shù)進行優(yōu)化和控制,大大縮短模具設(shè)計時間和花費,而且也可提高人們對成形過程中的變形機理的認識。近年來發(fā)展起來的基于連續(xù)介質(zhì)損傷力學的有限元模擬作為一種有效的方法被用于預測金屬板在加工過程中的斷裂問題[6-8]。
本論文在前期采用有限元預測鍍層金屬板沖壓成形斷裂失效的基礎(chǔ)上[9],研究了工藝參數(shù)(包括壓邊力和摩擦系數(shù))對鎳鍍層金屬板在沖壓成形中產(chǎn)生斷裂失效時的沖壓深度的影響,得出了鍍層金屬板在沖壓成形中基于工藝參數(shù)的成形窗口。為研究鍍層金屬板沖壓成形的斷裂失效機理和控制失效問題提供了一定的理論指導。
1 有限元模型與實驗方法
1.1 有限元模型
本論文在前期采用有限元預測鍍層金屬薄板沖壓成形斷裂失效模式的基礎(chǔ)上[9],以鎳鍍層金屬薄板的筒形件沖壓成形為研究對象,研究沖壓成形時工藝參數(shù)(主要包括壓邊力和摩擦系數(shù))對沖壓成形產(chǎn)生斷裂時最大沖壓深度的影響。由于筒形件的幾何對稱性,在不影響計算精度的前提下,出于減少計算量的需要,建立了如圖1a所示的有限元模型。具體的有限元模型參數(shù)和材料參數(shù)如表1、表2所示。
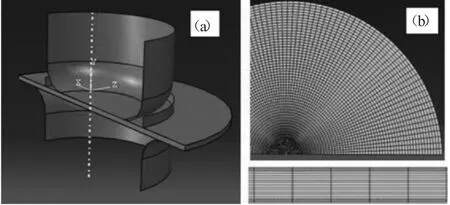
圖1 沖壓成形的有限元模型及網(wǎng)格劃分
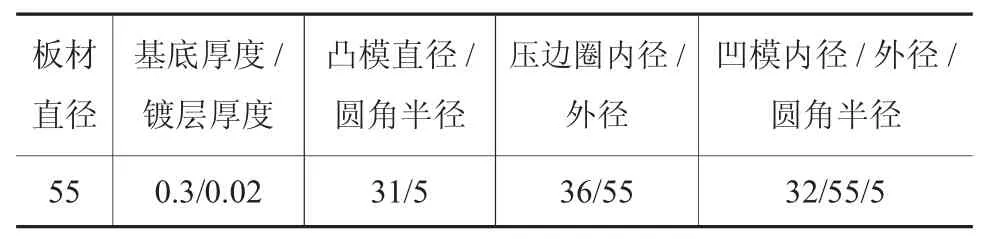
表1 有限元模型參數(shù)/mm
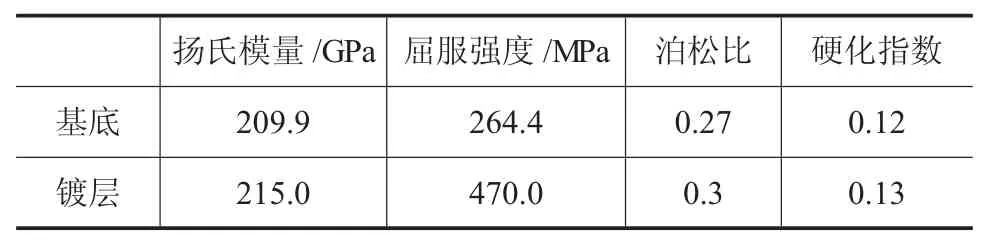
表2 有限元模型中的材料參數(shù)
1.2 實驗
采用基于連續(xù)介質(zhì)損傷力學的有限元預測鍍層金屬板沖壓成形中的斷裂問題在前文中已經(jīng)得到了驗證[9]。即用自行設(shè)計的沖壓模具,在電子萬能試驗機的加載區(qū)里對鍍層金屬薄板進行沖壓成形實驗。實驗的主要目的是為了證明有限元計算的正確性和可靠性,在可靠性的基礎(chǔ)上,再研究摩擦系數(shù)和壓邊力對鍍層金屬薄板沖壓成形斷裂深度的影響。首先,采用電沉積的方法在厚度為0.3mm的低碳鋼板上雙面電沉積20μm鎳鍍層;然后切割成直徑為55mm的圓形樣品;然后在樣品表面印刷網(wǎng)格;最后用自行設(shè)計的沖壓模具進行實驗,記錄沖力沖程曲線,并采用Argus應變測試系統(tǒng)進行應變測試。
2 結(jié)果與討論
圖2和圖3顯示了采用相同的材料參數(shù)和工藝參數(shù)條件下(壓邊力是1kN,摩擦系數(shù)是0.2),進行有限元模擬和實驗結(jié)果的比較。從圖中可以看出,不論是沖力沖程曲線,還是應變分量的分布,有限元模擬的結(jié)果與實驗的結(jié)果都符合得較好。這些都能證明有限元模擬的正確性。從圖2中實驗的沖力沖程曲線可以看出,隨著沖壓深度的增加,沖壓力的值越來越大,將沖壓深度達到6mm左右時,沖壓力的值出現(xiàn)急劇地下降,此時,表明鍍層金屬板中產(chǎn)生了斷裂失效。產(chǎn)生斷裂后,沖壓成形實驗停止,沖力沖程曲線的數(shù)據(jù)隨之停止采集。有限元計算采用的是位移控制,當損傷變量的值到達1時發(fā)生斷裂,此后沖頭沒有任何阻力,沖力很快地變?yōu)榱悖钡阶詈筮_到設(shè)定的最大沖壓深度16mm。
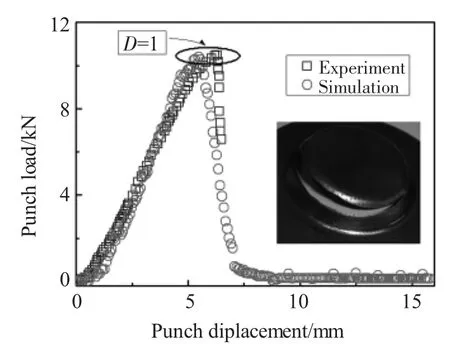
圖2 沖力沖程曲線的有限元模擬和實驗結(jié)果的比較
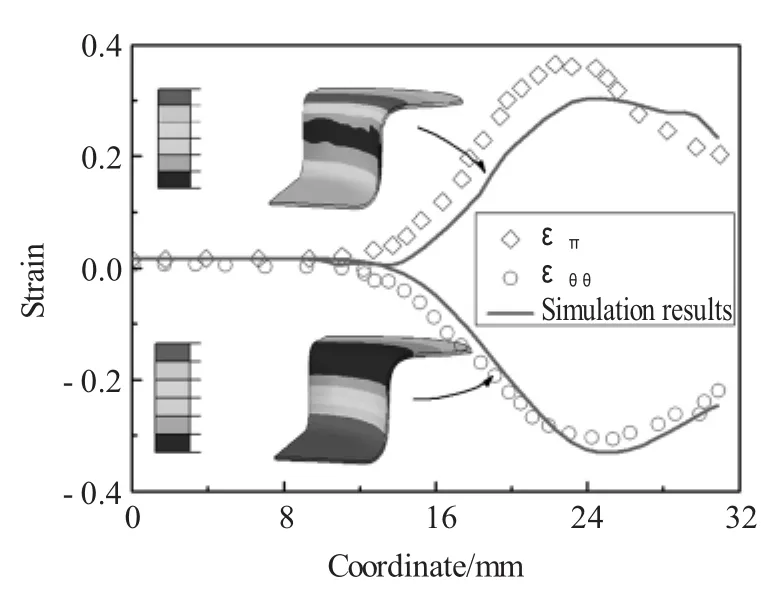
圖3 實驗與有限元模擬的應變分布的比較
當改變工藝參數(shù)進行有限元模擬時,設(shè)置的最大沖壓深度為16mm,在有限元后處理的過程中,計算產(chǎn)生斷裂時的沖壓深度。表1所示的是不同的壓邊力和摩擦系數(shù)時的產(chǎn)生斷裂時的最大沖壓深度,由表3可知:當摩擦系數(shù)不大于0.1時,在整個沖壓過程中(沖壓深度為16mm),所有單元損傷變量的值都沒有超過1,也就是說,并沒有出現(xiàn)斷裂失效現(xiàn)象。當摩擦系數(shù)增加或壓邊力增加時,產(chǎn)生斷裂的最大沖壓深度越來越小。
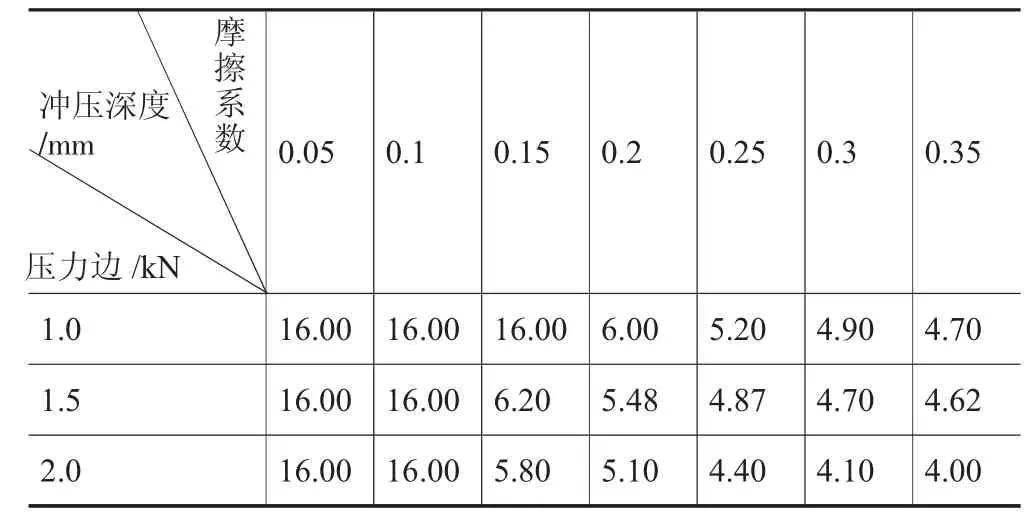
表3 沖壓成形中采用的工藝參數(shù)及產(chǎn)生斷裂時的最大沖壓深度表
如圖4表示的時斷裂時的沖壓深度與摩擦系數(shù)、壓邊力之間的關(guān)系。從圖中可以看出,不論壓邊力是多少,隨著摩擦系數(shù)的增大,產(chǎn)生斷裂時的沖壓深度越來越小;相同的摩擦系數(shù)時,壓邊力越大,產(chǎn)生斷裂時的沖壓深度越小。此外,該圖將整個沖壓成形的結(jié)果分成兩個區(qū)域,即所謂的安全區(qū)(safe zone)和斷裂區(qū)(fracture zone),形成一個成形窗口。對于選定的材料,只需要確定工藝參數(shù),就能夠預測最終的結(jié)果,從而選擇合理的工藝參數(shù),這為研究鍍層金屬板沖壓成形中的失效問題提供了一種不同的新思路。
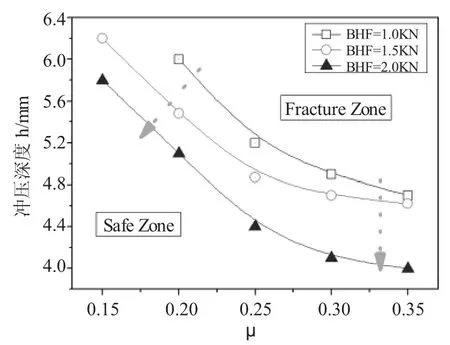
圖4 表示的產(chǎn)生斷裂時的沖壓深度與摩擦系數(shù)和壓邊力之間的關(guān)系
3 結(jié)論
本論文采用有限元模擬的方法,研究了鎳鍍層金屬薄板在筒形件沖壓成形過程中,受沖壓成形工藝參數(shù),主要是摩擦系數(shù)和壓邊力影響下的斷裂失效問題。隨著摩擦系數(shù)的增大,產(chǎn)生斷裂時的沖壓深度越來越小;相同的摩擦系數(shù)時,壓邊力越大,產(chǎn)生斷裂時的沖壓深度越小。建立了鍍層金屬板沖壓成形中的成形窗口,為研究鍍層金屬板沖壓成形中的失效問題提供了一種不同的思路。
4 致謝
本論文感謝湖南省自然科學基金項目(No.2015JJ6029);湖南省教育廳優(yōu)秀青年項目(No.15B059);衡陽市科技支撐計劃項目(No.2015KG65)及湖南工學院科研啟動基金資助項目(HQ13010)的資助。
猜你喜歡
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
上海節(jié)能(2020年3期)2020-04-13 13:16:16
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:00
天津醫(yī)科大學學報(2019年6期)2019-08-13 07:04:32
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年6期)2019-01-08 02:43:04
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2015年10期)2015-07-18 11:05:40
機械工程師(2015年10期)2015-02-02 01:14:03
