車用LNG氣瓶振動試驗典型失效模式
2018-11-22 08:50:46古海波宋薛思戴行濤
低溫與特氣 2018年5期
古海波,劉 巖,宋薛思,戴行濤,金 鑫
(大連市鍋爐壓力容器檢驗研究院,遼寧 大連 西崗 新河街20號 116013)
0 引 言
車用LNG(液化天然氣)氣瓶是一種可以重復充裝的,專門用來盛裝LNG作為汽車燃料的特種焊接絕熱氣瓶。LNG為清潔能源,目前,LNG氣瓶越來越多地被用于城市公交車、重型卡車等作為車輛的燃料箱。
車用LNG氣瓶作為車用燃料系統,必然承受振動載荷,在緊急制動或者發生撞擊時,還要承受可能的沖擊載荷。標準要求必須通過相應的型式試驗來完成對其安全性能的檢測。
其中,振動試驗是為了模擬檢驗車輛運行條件下,氣瓶內膽與外殼的支撐結構、管路系統等的耐久性而設置的型式試驗項目。其試驗條件設置為:振動試驗前,氣瓶應充裝與額定LNG充裝量等重量的液氮,氣瓶處于放空且完全冷卻狀態,試驗前關閉放空閥。振動試驗加速度按客車或重型卡車分別取3 g或5 g,振動方向為上下垂直方向。振動試驗在8~40 Hz范圍內掃頻,掃頻時發現有共振的,應更改氣瓶設計,然后重新進行型式試驗。如未發現共振,則按照標準規定的頻率和時間進行振動。合格要求為:振動完畢后,氣瓶任何部位不得出現泄漏,靜置30 min以上不得有大面積結霜或結露現象[1]。
大連市鍋爐壓力容器檢驗研究院作為國家質檢總局核準的氣瓶型式試驗機構,從2006年至今,參與實施了國內外數十家企業百余套車用LNG氣瓶的型式試驗。本文匯總了振動試驗過程中發現的一些典型失效模式、分析并提出了相應的預防措施,為氣瓶的設計制造提供參考。
1 車用LNG氣瓶結構簡介
車用LNG氣瓶的結構型式為臥式,見圖1。主要由奧氏體不銹鋼內膽、外殼、絕熱層及管路閥門等組成。內膽用來儲存低溫液態的液化天然氣,外壁纏有多層超強的隔熱性能的絕熱材料,與高真空夾層共同形成良好的絕熱系統;內膽和外殼在前后端均有支撐結構,用于承受車輛在行駛時產生的外力,其中前端一般為固定支撐,后端一般為滑動支撐以避免熱應力;管路由內膽引出至氣瓶外部并連至發動機供氣系統及安全附件等;外部增壓管路一般通過管夾、螺栓等固定在氣瓶的固定支座上[2]。
2 車用LNG氣瓶典型失效模式
車用LNG氣瓶的失效形態多種多樣,歸納起來可分為以下幾類。
2.1 共振失效
這類失效模式的一般現象為,掃頻時在某頻率或頻率段發生較為明顯的共振,導致振動臺控制信號與目標值產生較大偏離(見圖2)或直接導致試驗保護中斷。發生這類問題的通常原因為內膽支撐剛性不足,或裝配間隙較大。但發生比例較小,多數氣瓶只有微弱的局部共振,而非整體結構共振。
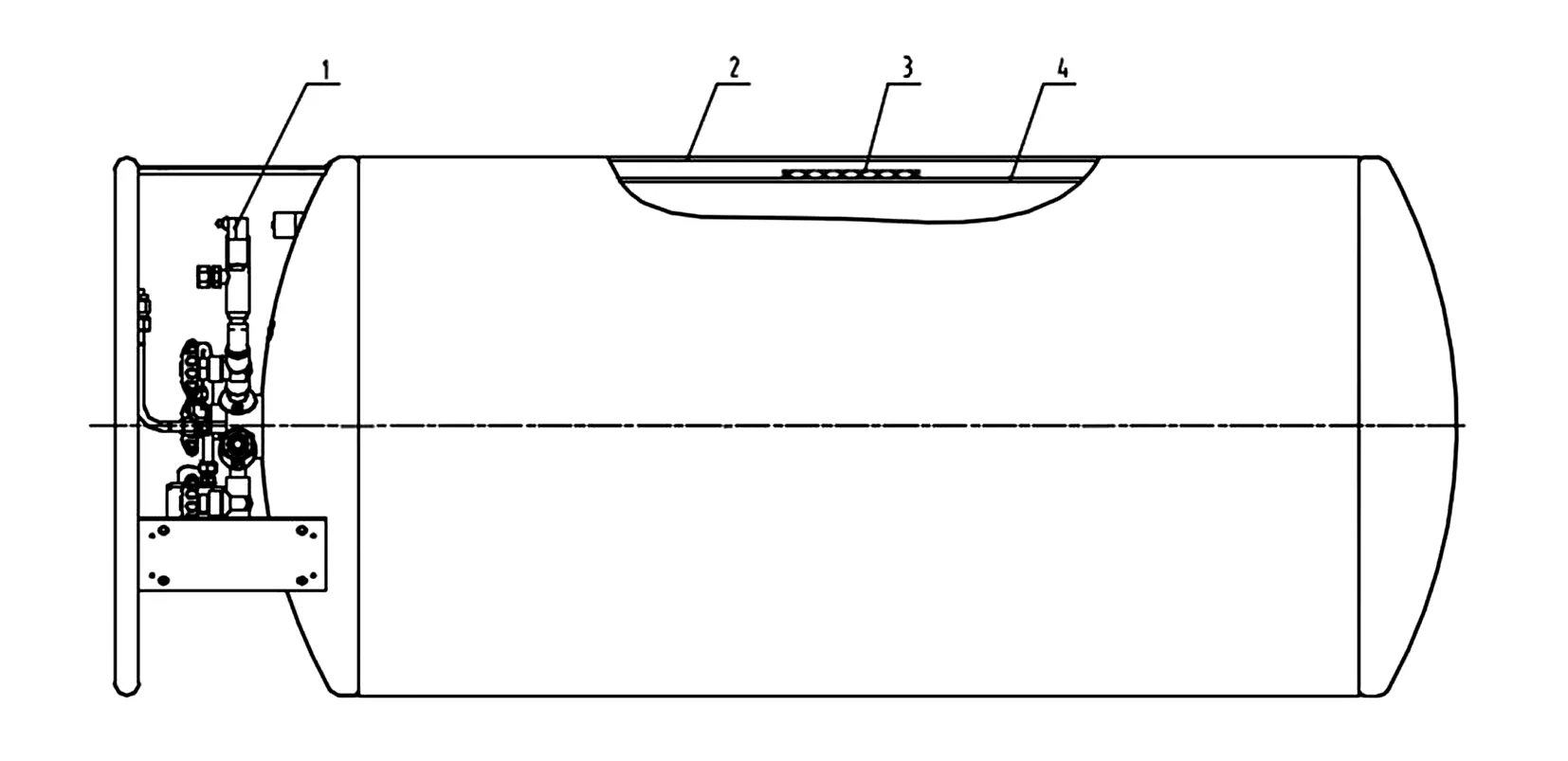
1.閥門等組合部件;2.外殼;3.絕熱層;4.內膽
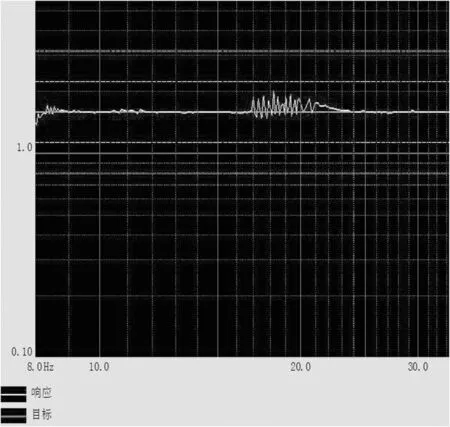
圖2 氣瓶掃頻響應曲線圖
2.2 夾層內漏、氣瓶整體結霜結露
這類失效模式的一般現象為,振動試驗過程中或試驗完畢后30 min內發現氣瓶出現大面積結露或結霜,初步判定為不合格。經過更長的時間間隔后,氣瓶的真空塞可能由于夾層氣體聚集壓力升高而噴出,見圖3所示。
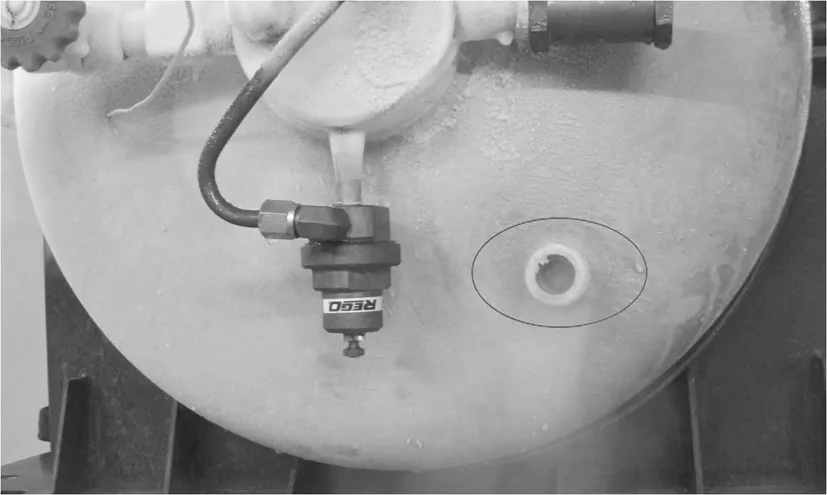
圖3 真空塞噴出
經過解剖分析,失效原因通常為振動導致內部管路或內部支撐結構焊縫開裂(見圖4所示),內膽氣體泄漏至夾層,真空喪失,絕熱性能破壞,繼而造成外殼大面積結霜或結露。同時,隨著泄漏氣體的聚集,夾層壓力增高,從而將真空塞噴出。
2.3 夾層外漏、氣瓶整體結霜結露
這一類失效模式的一般現象為,振動試驗過程中或試驗完畢后30 min內發現氣瓶大面積結霜或結露。這類失效原因為夾層外側泄漏真空喪失,從而導致結霜結露。與夾層內漏的區別在于,其泄漏氣體來自大氣,僅真空喪失而不致夾層壓力上升,因而真空塞不會噴出。典型的失效形態見圖5。從發生的案例來看,開裂的部位集中于頸管與外前封頭焊接的環向焊縫,開裂形態為沿焊縫環向開裂。

圖4 支撐焊縫開裂

圖5 頸管外環縫開裂
2.4 外管路開裂泄漏
這一類失效模式的一般現象為,氣瓶外管路由于振動產生彎曲應力,在管路根部結構不連續部位或薄弱處發生開裂,從而發生氣體或液體泄漏。典型形態見圖6和圖7所示。常見發生開裂的管路包括液相閥接管、經濟閥結構、壓力表接管及增壓管路調壓閥接頭等。
此類失效的原因可歸結為管路設計不合理或管件、附件裝配及制造質量不好等。如外部管路過長導致的根部開裂,其受力形式可簡化為懸臂梁,又因重量分布主要集中于末端的閥門,當承受振動載荷時,根部產生較大的交變彎曲應力,造成疲勞裂紋及開裂。另外,部分管路采用開螺紋實現與壓力表、調壓閥等的連接,導致螺紋部位有效壁厚減薄,同時螺紋會產生明顯應力集中,振動過程中容易在該處發生開裂。
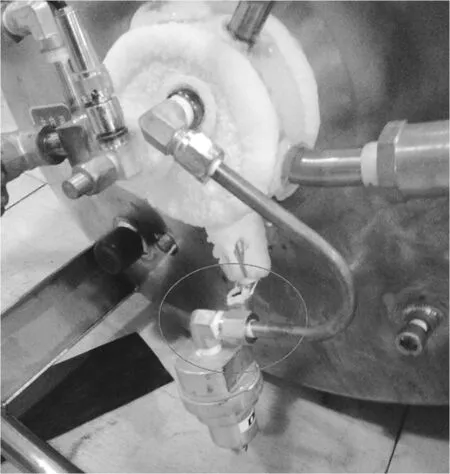
圖6 調壓閥接管根部開裂泄漏
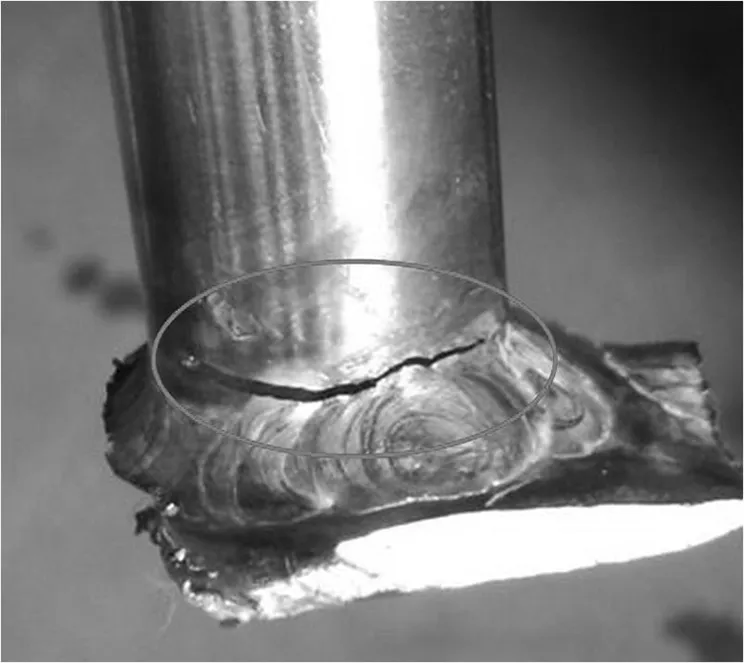
圖7 液相管根部開裂泄漏

圖8 后支撐整體脫落
2.5 后支撐破壞
這類失效模式的一般現象為振動過程中氣瓶產生顯著的不連續振動響應或者共振,試驗無法繼續,但真空尚未喪失。通過對瓶體解剖檢查,發現內膽的主要支撐(通常為后支撐)已發生嚴重破壞,如部分脫落或全部脫落(見圖8),導致支撐強度明顯下降或僅剩一端支撐。
3 主要原因及預防措施
通過對以上幾種典型失效模式的分析,導致失效的主要原因可分為設計原因和制造原因兩大類。
3.1 設計原因相關的失效模式及預防措施
3.1.1內膽的支撐強度或剛度不足導致的破壞
由于車用LNG氣瓶設計時不僅要考慮結構強度,還要兼顧絕熱性能,而這兩者又存在一定的矛盾。為得到較好的絕熱效果,可能就要犧牲一定的強度和剛度。因此,在設計時需要對兩者進行最優化設計,使氣瓶既能通過振動試驗的驗證,又能使其絕熱性能滿足標準的要求。
設計時一般應避免以下幾種情況:后支撐壁厚不足、后支撐板受力面積過小或有明顯應力集中、后支撐焊縫長度不足、后支撐的配合間隙過大、前支撐剛度不足和前支撐補強不足等。
3.1.2外管路設計不合理導致的開裂
外管路設計時,應盡量避免較長的懸臂結構,在滿足操作需求的前提下,應縮短懸臂長度,減小根部應力,有效避免開裂發生。
3.2 制造原因相關的失效模式及預防措施
1.焊接質量不好,焊縫有未焊透、未熔合或余高不足等缺陷,當承受振動載荷時在缺陷處產生開裂失效;
2.操作人員制造過程未嚴格執行既定的工藝規程,造成結構缺陷。
對于這兩類制造原因,建議加強人員培訓,制造時嚴格執行評定合格的工藝規程,并加強制造過程中各工序的檢驗。
4 結 語
匯總了車用LNG氣瓶振動試驗過程中發生的主要失效模式,并對其原因進行了分析歸類,提出了預防措施,為車用LNG氣瓶的設計、制造和試驗提供參考。氣瓶設計制造單位可參考這些失效模式,進行有針對性的設計,對制造過程進行重點監控。
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
艦船科學技術(2022年8期)2022-06-05 07:36:28
現代裝飾(2020年7期)2020-07-27 01:27:42
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中國公路(2017年18期)2018-01-23 03:00:38
數學物理學報(2017年6期)2018-01-22 02:26:40
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
