雙通道環錠數碼紡混色紗的結構及其性能
2018-11-28 05:18:20賀玉東楊瑞華劉曰興張國清
紡織學報 2018年11期
關鍵詞:色彩
賀玉東, 薛 元, 楊瑞華, 劉曰興, 張國清
(1. 生態紡織教育部重點實驗室(江南大學), 江蘇 無錫 214122; 2. 愉悅家紡有限公司, 山東 濱州 256623)
混色紗一般是由2種及2種以上不同色澤的纖維混紡而成,紡紗前纖維原料均需染色或原液著色,由于不同顏色纖維或不同混合比例的差異,使得制備的紗線有特殊的色澤效果,色澤變化多樣。同時由于織造后一般不需要染色加工,縮短了后道加工工序,廣受市場歡迎[1]。
目前混色紗制備過程中的混色方法主要有全混法和條混法[2]。所謂全混法就是在前道清花工序將少量纖維稱量、預混合,而后制備成紗;而條混法是將不同性能或顏色的纖維制備成條子,進行多道工序并條混合,經紡紗工藝制備成紗。2種纖維混合方式由于增加了前道工序,使得生產流程變長,生產效率降低,同時纖維混合時受到的機械作用可能導致纖維的扭結和損傷,短絨、棉結數量增加,紗線質量降低,且纖維混合時比例、品種等方式較為固定,紗線顏色變換困難,后道工序處理較為單一。
雙通道環錠數碼細紗機制備混色紗的出現大大改善了這一現狀[3-4],該紡紗系統可通過改變不同顏色的粗紗或改變不同顏色粗紗的配比,進而改變所制備紗線的顏色,從而實現紡紗成型與紗線配色的同步進行,使得雙通道環錠數碼細紗機具備了紡紗與配色雙重功能。同時紗線混紡比設定靈活,色彩更加豐富;較之傳統色紡技術,纖維的混合在細紗工序進行,進而減少了前紡的纖維混合工序,縮短了加工流程,大大降低了生產成本。
本文基于雙通道環錠數碼細紗機,分析了混色紗的成紗機制及實現顏色調控的機制,并對紗線條干、拉伸力學性能等進行了探究。
1 雙通道環錠數碼紡混色紗外觀設計
1.1 雙色混色紗的色彩設計
混色紗的顏色設計是色彩藝術與色紡技術的融合。通過不同顏色的相互組合,使得紗線的色相、純度及明度間的交互作用發生變化進而改變紗線的色彩[5-6]。基于雙通道環錠數碼紡生產的混色紗就是通過2種不同色彩的粗紗條經異步牽伸、交互組合、梯度配比、加捻混合而成,該紡紗系統通過控制同一根紗線中不同粗紗包含的色纖維的喂入比例進而實現纖維在紗線上的周期性分布,從而實現原料組分和色彩的多樣化。紡紗過程中紗線的制備可分為單色和雙色混色2種模式,雙色混色可將無彩色(即黑白灰)和無彩色、無彩色和有彩色、有彩色和有彩色相互搭配,形成不同色彩外觀的紗線。如在品紅(M)、黃(Y)、青(C)、黑(K)、白(W)5種顏色的粗紗中任意選2種,粗紗纖維含量分別以k1和k2表示,且k1+k2=100%,以10%的梯度進行遞增(或遞減)產生95種色相或明度和純度的變化,其組合方式如表1所示。
1.2 雙色混色紗的色彩仿真
理論上,混色紗形成織物的色彩風格可用色彩空間混和理論來分析,色纖維的空間混合模式不同于色光的加法混色模式,也不同于染料色彩的減法混色模式。加法混色和減法混色是色彩形成后被眼睛感觀后得出的顏色,而色纖維混合過程中纖維的顏色并沒有發生變化,人眼所看到的顏色是各組分纖維交錯并置,是基于人的視覺生理特征隨機產生的視覺色彩空間混合效果[7-9]。其特點之一是:觀察距離不同,布面呈現不同的外觀效應。
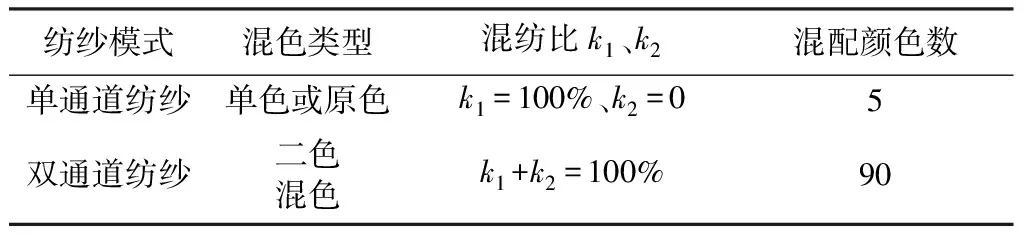
表1 色纖維梯度混色方案Tab.1 Color fiber gradient blending scheme
不同色纖維并置在一起,且在視網膜的投影足夠小時,眼睛則很難將2種顏色分辨出來,從而產生混色的效果。運用Photoshop軟件對混色紗的色彩進行模擬仿真,可得到當視網膜的投影足夠小時2種顏色混合產生的宏觀效果圖,如圖1所示。
2 雙通道環錠數碼紡混色紗紡紗工藝
2.1 雙通道混色紗的成紗機制
在該紡紗系統上,不同顏色的粗紗經喇叭口喂入,經過組合式后羅拉,耦合牽伸后須條在前鉗口處捻合形成紗線。在實現同軸異步牽伸的基礎上,通過控制不同通道的纖維喂入量,改變混紡比和紗線的線密度[10]。假定喂入色彩分別為黃色、青色,粗紗線密度為ρ1(tex)和ρ2(tex),混紡比為k1和k2,牽伸比為e1和e2。紡制線密度為ρ′(tex)的混色紗,則紗線中纖維的牽伸比為:
由于紗線的色彩取決于不同色纖維的混紡比,通過數字化調控各通道牽伸比就可間接調控紗線的混合色彩。將牽伸比輸入伺服系統,即可按照給定的混紡比進行紡紗,紡出任意比例的混色紗。
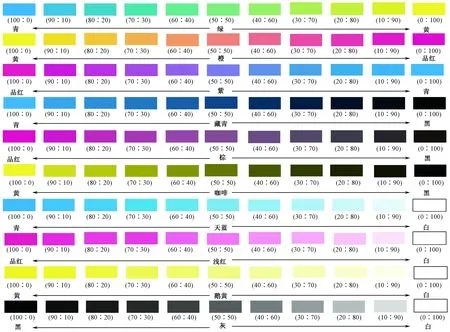
圖1 不同顏色混合時的色彩仿真圖Fig.1 Color simulation of different colors blended
2.2 雙通道混色紗的生產工藝
實驗原料為經染色后的精梳長絨棉制備的品紅色、黃色、青色、黑色、白色純色粗紗,原棉規格為新疆棉L238B,粗紗定量為4.5 g/(10 m)。紡紗設備采用JWF1551型環錠數碼細紗機。紡紗工藝:成紗線密度為19.43 tex,錠速為12 000 r/min,捻度為726捻/m,捻向為Z捻。以黃色、青色2種色纖維制備雙色混色紗為例,紡紗工藝及參數設定見表2。

表2 紡紗工藝參數Tab.2 Parameters of spinning process
注:k黃為黃色纖維含量;k青為青色纖維含量。
3 混色紗的結構與性能分析
3.1 混色紗微觀結構分析
本文通過觀測不同色纖維之間相互排列關系來表征混色紗結構特征。在色纖維性狀及物理性質相同的情況下,主要觀測纖維在紗線中的分布,即:紗線截面中色纖維的分布位置和紗線徑向上纖維的形態與分布。采用哈氏切片法和計算機圖像采集技術對紗線結構進行表征,將紗線截面切片在VHX-5000型超景深三維顯微鏡下放大700倍以獲取紗線截面結構信息,部分不同比例的混色紗截面結構見圖2。徑向結構信息的獲取采用圖像拼接技術觀測長度為2 cm的紗線,放大100倍。圖3示出部分黃/青混色紗的徑向結構,圖4示出相同比例下不同色纖維組合的混色紗徑向結構。
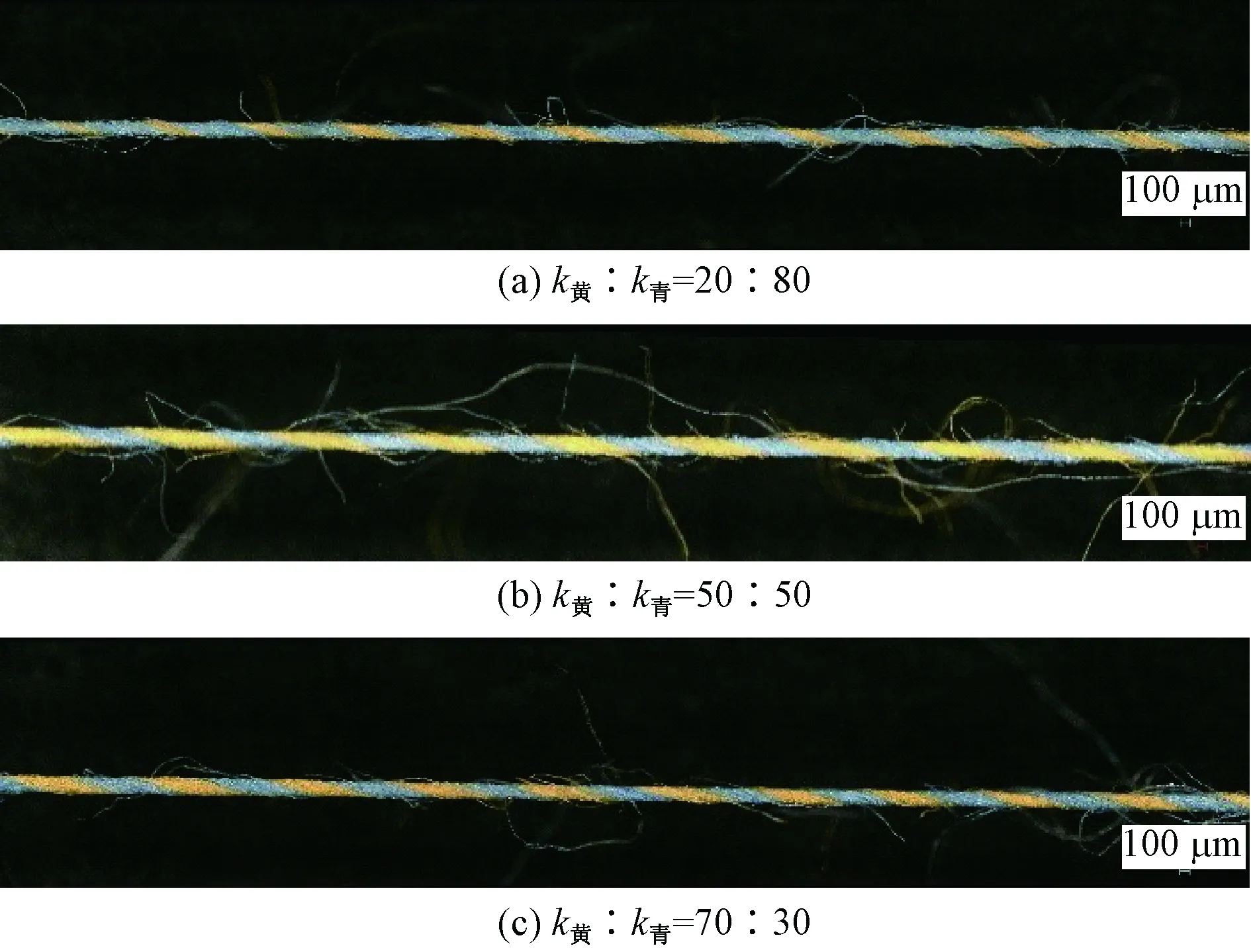
圖3 不同比例黃/青纖維混色紗的徑向結構Fig.3 Radial structures of yellow and cyan melange yarns

圖4 相同比例下不同色彩混色紗的徑向結構Fig.4 Radial structures of melange of different colorsyarns at same proportion
圖2中,紅色纖維為切片時所采用的染色羊毛,黃色、青色為組成混色紗的2種色纖維。從紗線截面上看,紗線截面總體上近似于橢圓形,且2種不同色纖維之間有明顯的接觸曲面,紗線主要以束狀纖維結構混合,由于纖維在牽伸過程中2種色纖維須條是以束纖維狀態平行牽伸,從而不會出現色纖維從須條中分離出來或被嵌入到另一根須條中的現象,纖維須條整齊順直。同時由于2種纖維的牽伸速度不同與紡紗加捻三角區的存在,使得高比例的紗條螺旋回轉半徑偏小而向內分布,而低比例的紗線由于受力不均向外分布,因而出現低比例的紗線輕微包纏高比例紗線的現象。
在紗線徑向結構中,經各通道獨立牽伸并由前羅拉輸出的2根須條互相包繞捻合形成類似股線的結構,色纖維呈螺旋線周期性排列,紗線的徑向結構清晰、緊密。主要是由于不同色纖維須條牽伸速度的不同,從前鉗口輸出時加捻點的上下抖動使得加捻三角區的高度在不斷變化,在鋼絲圈的加捻力矩作用下使加捻三角區內的須條獲得低捻,加之股線加捻,紗線徑向結構上纖維相互包卷、捻和在一起,纖維束松散程度降低。邊緣纖維也受到有效的聚集。紗線的外觀色彩上也由于不同顏色纖維的平行配置,呈現出不同色顏色變化。
3.2 混色紗的性能分析
紗線條干測試按照GB/T 3292—2009《紡織品 紗線條干不勻試驗方法》進行,測試設備采用USTER?TESTER 5-S800型條干測試儀,測試長度為100 m,測試速度為200 m/min。
力學性能測試按照GB/T 3916—2013《紡織品 卷裝紗 單根紗線斷裂強力和斷裂伸長率的測定(CRE法)》進行,測試設備采用YG068C全自動單紗強力儀,預加張力為0.5 cN/tex,拉伸速度為500 mm/min,試樣夾持長度為500 mm。測試環境為:溫度20 ℃,相對濕度65%,測試前紗線在該條件下平衡24 h,測試時每種比例的紗線取10管,每管測試10次,測試結果取平均值,如表3所示。
從表3可看出,由于2種纖維的混紡比例差距先減小后增大,9種不同混紡比的混色紗條干不勻率呈現先降低后增加的趨勢,且混紡比在30∶70~70∶30范圍內,混紡紗的條干優于純紡紗。當2種不同色纖維比例相差較大時,使得牽伸過程中2種纖維束的差異相對較大,低比例的組分在牽伸時纖維數量減少,纖維間的抱合力降低,一部分纖維極易被吸風槽吸走,須條結構松散,使得進入加捻三角區時的2組纖維束受到的拉伸、彎曲與扭轉剛度差異較大,形成的加捻三角區不對稱,加捻點向高比例的組分偏移,出現低比例的組分包纏在另一根單紗上的現象,使得成紗的條干總體上惡化相對比較嚴重。2種纖維比例相近或者相差不大時,加捻三角區較為對稱,類似于賽絡紡,因而混色紗條干優于純色紗。
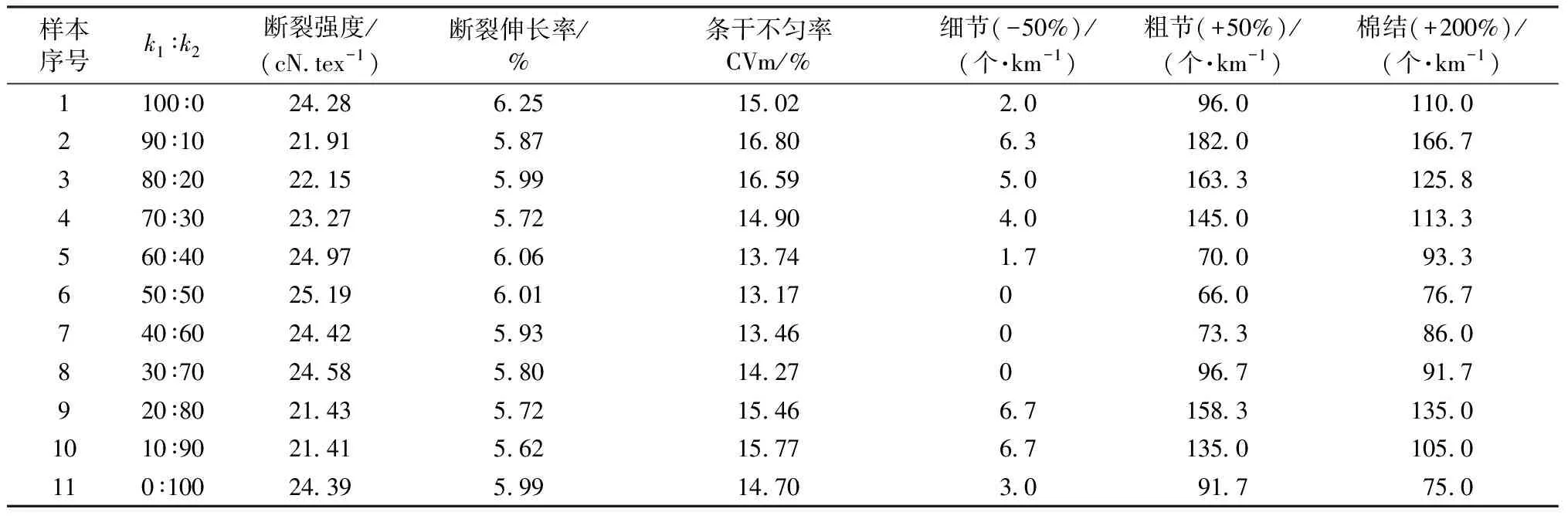
表3 混色紗的性能Tab.3 Performance of mixed color yarn
在紡紗工藝和原料等條件相同的情況下,混色紗的斷裂強度隨著混紡比例的變化呈先增高后降低的趨勢,不同混紡比的紗線斷裂伸長率基本相差不大。混紡比例差距較大時,在拉伸斷裂過程中,由于加捻三角區的不對稱,低比例組分纖維的包纏,使得在紗線中受到的抱合力與摩擦力較小,對紗線成紗強力貢獻較小;當2種色纖維比例接近或相同時,2種色纖維相互包纏,結構較為緊密,纖維間抱合力和摩擦力增大,滑脫長度減小,纖維強度利用率相對較高,同時在拉伸纖維時產生的滑動摩擦力對單紗強力也有一定的貢獻作用。
4 結 論
利用雙通道環錠數碼細紗機的異步牽伸、交互變換、梯度配比、加捻混合等紡紗機制與混色紗的顏色設計,可實現不同色彩混色紗的制備。通過混色紗的性能測試發現:2種色纖維組分比例差距較大時,混色紗的強力和條干較純紡紗稍有惡化;2種纖維比例相近或者相差不大時,混色紗線條干比純色紗有了明顯改善;在色纖維混紡時,通過調整紡紗過程中的工藝參數,可提高混色紗的整體性能。
FZXB
猜你喜歡
百科知識(2022年5期)2022-04-04 13:23:39
百科知識(2022年4期)2022-02-19 18:50:47
科普童話·學霸日記(2021年3期)2021-09-05 16:56:51
少兒美術(2021年1期)2021-04-26 14:22:08
活力(2019年17期)2019-11-26 00:42:34
小天使·一年級語數英綜合(2018年11期)2018-11-23 09:47:26
小資CHIC!ELEGANCE(2018年24期)2018-08-13 03:31:56
小學生學習指導(低年級)(2018年4期)2018-03-12 06:14:38
軍事文摘·科學少年(2017年1期)2017-04-26 18:30:13
環球人物(2016年9期)2016-04-20 03:03:30
