在線軋制工藝在實(shí)際生產(chǎn)中的應(yīng)用
2018-11-29 08:23:18■虞威
金屬加工(熱加工) 2018年11期
■ 虞 威
軋制成形工藝是將等截面鋼帶在電機(jī)的牽引下等速通過一組多道次輥輪進(jìn)行型材成形的過程。通過在輥輪成形末端增加一組輥彎模具,可直接完成形材輥彎成形,通過調(diào)節(jié)輥彎模具來實(shí)現(xiàn)符合檢具的弧度。在輥彎模具后端增加切斷機(jī),通過切斷模具與設(shè)定輸出長度,可得到預(yù)定弧長的零件。
按照軋制件原有的工藝是先通過輥輪軋制出零件形狀、切斷成半成品,再經(jīng)過多道次的后道沖壓來得到最終的產(chǎn)品。在此背景下,在線軋制成形是在型材與軋機(jī)之間增加自動(dòng)化沖切專機(jī)來實(shí)現(xiàn)預(yù)沖孔工序,通過伺服電機(jī)與光電感應(yīng)來控制沖壓頻次與送料速度,從而實(shí)現(xiàn)預(yù)沖孔成形與切定長的效果。
1.在線軋制工作原理與工藝優(yōu)勢
在線軋制線由一組送料機(jī)、預(yù)沖壓機(jī)、輥軋機(jī)組、輥彎機(jī)組、切斷機(jī)、承物臺(tái)組成。卷料放置送料機(jī)上,在送料機(jī)的牽引下通過預(yù)沖壓機(jī)可實(shí)現(xiàn)預(yù)沖孔、倒角倒圓、鋼印等;輥軋機(jī)組通過8~24道輥輪軋制成預(yù)定截面;再通過輥彎機(jī)組實(shí)現(xiàn)零件的輥彎成形,達(dá)到預(yù)定弧度;設(shè)定切斷長度,通過切斷機(jī)得到設(shè)定弧長;零件滾落至承料臺(tái),得到成品或半成品零件。軋制機(jī)組構(gòu)成如圖1所示。
軋制預(yù)沖自動(dòng)化沖切工藝除高效、自動(dòng)化等特點(diǎn)外,對(duì)于一些形狀復(fù)雜、模具沖壓困難的工序也能夠起到優(yōu)良的效果。同時(shí),避免了多道次沖壓定位基準(zhǔn)轉(zhuǎn)換引起的公差累計(jì),主要有如下優(yōu)勢:①軋制預(yù)沖能設(shè)計(jì)一些模具沖壓難以達(dá)到的形狀,省去后道模具沖壓工序,降低了勞動(dòng)力成本,提高了生產(chǎn)效率。②便于生產(chǎn)管理及5S管理。③軋制預(yù)沖避免了累計(jì)公差的產(chǎn)生,產(chǎn)品質(zhì)量穩(wěn)定性好。④軋制預(yù)沖能節(jié)省切斷廢料,降低成本。⑤軋制預(yù)沖工藝模具及裝夾工位器具采用了快換式形式,可實(shí)現(xiàn)工裝快速切換使用。

圖1 軋制機(jī)組構(gòu)成
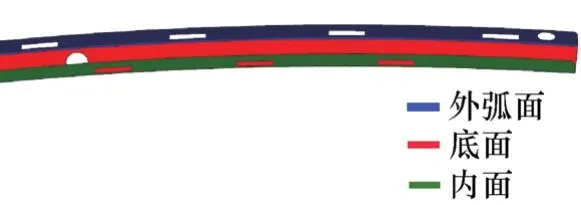
圖2
2.在線軋制工藝零件開發(fā)實(shí)例
(1)在線軋制工藝與傳統(tǒng)工藝對(duì)比 以近期開發(fā)零件(代號(hào)9B)項(xiàng)目為例,9B 項(xiàng)目為兩對(duì)輥軋帶側(cè)沖孔導(dǎo)軌,零件為凹形導(dǎo)軌,兩側(cè)壁及地面均有沖孔要求(見圖2)。按原有工藝需通過:OP10輥軋成形+OP20倒圓角+OP30切定長+OP40沖底孔(定位孔)+O50沖內(nèi)側(cè)孔+OP60沖外弧面孔等6道工序來實(shí)現(xiàn)。成形工序復(fù)雜、定位基準(zhǔn)需頻繁轉(zhuǎn)換,容易出現(xiàn)漏工序、定位不準(zhǔn)等不良現(xiàn)象。考慮到以上因素,公司內(nèi)部商定后決定啟用新產(chǎn)品工藝:在線軋制成形工藝。最初設(shè)定方案為所有產(chǎn)品孔在線預(yù)沖成形。
(2)在線軋制工藝的試制與應(yīng)用 第一輪調(diào)試后發(fā)現(xiàn),所有預(yù)沖孔均有不同程度變化。其中,內(nèi)圓弧面孔出現(xiàn)型面起皺,孔徑變小等現(xiàn)象;外圓弧面方孔、圓孔長度方向出現(xiàn)孔徑拉長、位置跑動(dòng)、高度方向出現(xiàn)孔徑變小等變化;底面孔出現(xiàn)孔徑異形,孔位跑動(dòng)等現(xiàn)象。針對(duì)以上變化,其中內(nèi)弧面孔型面起皺,由于后道工序中無法改善,不得不將內(nèi)弧面沖孔改為后道離線沖孔;外弧面孔方孔根據(jù)所產(chǎn)生的變化量,沖頭長度方向進(jìn)行縮短,高度方向做成外圓弧形型面;底面孔進(jìn)行孔位調(diào)節(jié)及孔徑大小調(diào)整。
在進(jìn)行第二輪調(diào)試中,根據(jù)第一輪出樣發(fā)生的問題點(diǎn),進(jìn)行同步跟蹤。其中內(nèi)弧面由于預(yù)沖孔的取消,未發(fā)現(xiàn)起皺現(xiàn)象;外圓弧面方孔孔位有明顯改善、局部孔徑仍舊超差,圓孔由于離邊線過近出現(xiàn)凹陷變形。底部圓孔仍舊有孔位跑動(dòng)的現(xiàn)象。
在接下來的第三、四輪調(diào)試中重點(diǎn)調(diào)整孔徑及孔位的變化,側(cè)邊圓孔改為離線沖孔。在尺寸穩(wěn)定后,第五輪進(jìn)行小批量試制,零件尺寸基本與第四輪尺寸一致,說明設(shè)備、工裝對(duì)產(chǎn)品尺寸的影響基本可以排除,可以穩(wěn)定生產(chǎn)。
(3)工藝方案鎖定及后續(xù)車型開發(fā) 通過以上五輪調(diào)試,最終產(chǎn)品工藝更正為:OP10在線預(yù)沖軋制+OP20沖內(nèi)孔+OP30沖外圓孔及腰孔。產(chǎn)品工序從原有的6道縮減為3道工序,設(shè)備及人員占用明顯減少。定位基準(zhǔn)方面,由于定位孔底孔為在線預(yù)沖,后道沖孔過程中統(tǒng)一以底孔定位,不涉及定位孔頻繁轉(zhuǎn)換,可保證定位基準(zhǔn)一致性。
在隨后一個(gè)車型類似產(chǎn)品的開發(fā)中(代號(hào)9C),內(nèi)弧面預(yù)沖孔及外弧面圓孔直接改為后道沖孔,調(diào)試的重點(diǎn)改為尺寸的優(yōu)化。模具上所有孔沖頭凹模改為快換鑲塊,有利于孔尺寸及孔位的快速調(diào)整。在進(jìn)行到第三輪調(diào)試時(shí)產(chǎn)品尺寸已經(jīng)鎖定。較9C開發(fā)減少了兩輪調(diào)試。
在9B、9C調(diào)試后,類似產(chǎn)品的工藝基本可以鎖定,并且積累了一定的開發(fā)經(jīng)驗(yàn):①內(nèi)圓弧面孔改為后沖。②外圓弧面孔若離搭邊太近(一般為5倍料厚)可直接調(diào)整為后沖孔。③沖頭、凹模改為鑲塊,實(shí)現(xiàn)孔徑孔位快速調(diào)整與替換。
3.結(jié)語
當(dāng)然就此類產(chǎn)品而言,目前的生產(chǎn)工藝還無法做到100%在線生產(chǎn),部分工藝仍需通過離線沖壓來實(shí)現(xiàn)。但通過這兩個(gè)車型的開發(fā)為后續(xù)在線軋制件的開發(fā)積累了經(jīng)驗(yàn),可以減少試制材料的浪費(fèi)及縮短開發(fā)周期。相信隨著設(shè)備的更新及工藝的改善,完全在線預(yù)沖軋制生產(chǎn)終將會(huì)實(shí)現(xiàn)。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年12期)2018-08-01 00:47:44
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當(dāng)代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:18
西部廣播電視(2015年5期)2016-01-16 03:45:05
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
