滲碳鋼軸承套圈白斑原因分析
2018-11-29 08:23:28曾朝凡龔建勛焦晶明陳文君
金屬加工(熱加工) 2018年11期
關(guān)鍵詞:區(qū)域
■ 曾朝凡,龔建勛,張 玲,焦晶明,陳文君,黃 莉,王 超
某重點(diǎn)產(chǎn)品軸承套圈,材料為20CrNi2MoA滲碳鋼,其加工工藝流程:原材料進(jìn)廠檢驗(yàn)→鍛造→車加工→滲碳及二次淬火、回火→初磨→酸洗抽檢→細(xì)磨→無損檢測(cè)→磷化處理。眾所周知,軸承零件若其表面存在軟點(diǎn)、燒傷、貧碳等性質(zhì)的缺陷,則通過酸洗檢驗(yàn)工序可顯示。正常情況下,經(jīng)過酸洗工序后,滲碳鋼制軸承零件表面應(yīng)呈現(xiàn)均勻一致的灰色;然而該批次產(chǎn)品卻在酸洗檢驗(yàn)中發(fā)現(xiàn),軸承內(nèi)外套圈的外徑表面大多呈現(xiàn)白斑現(xiàn)象,同時(shí)在套圈的滾道面上也存在此類現(xiàn)象。因此,對(duì)其白斑樣件進(jìn)行了宏觀、微觀檢驗(yàn)分析,找出了產(chǎn)生這一現(xiàn)象的原因,并提出了此類缺陷的預(yù)防措施。
1.理化檢驗(yàn)
(1)宏觀檢驗(yàn) 套圈初磨后,酸洗檢驗(yàn)主要是為了檢查磨削過程中,是否存在產(chǎn)品磨削加工的燒傷缺陷,但本次檢驗(yàn)卻發(fā)現(xiàn)比例較大的白斑缺陷,與常規(guī)的磨削燒傷缺陷形貌完全不同;從產(chǎn)生的部位來看,同一批次的外圈及內(nèi)圈酸洗檢驗(yàn)均出現(xiàn)此類現(xiàn)象,且外圈大多分布在外徑面、滾道面,內(nèi)圈大多分布在內(nèi)徑面及滾道面。外觀檢查,白斑位于套圈表面,呈大片狀或塊狀分布,形貌如圖1所示,圖1a為外圈外徑面白斑形貌,圖1b為內(nèi)圈滾道面白斑形貌。
(2)成分分析 在套圈正常部位進(jìn)行取樣,原材料化學(xué)成分分析結(jié)果如表1所示,可見其主要化學(xué)成分符合《TB/T 2235—2016鐵道車輛滾動(dòng)軸承》有關(guān)G20CrNi2MoA電渣重熔軸承鋼成分的技術(shù)要求。采用電子探針對(duì)外圈的白區(qū)和正常區(qū)化學(xué)成分進(jìn)行分析,結(jié)果如表2所示,顯然白區(qū)的含碳量低于《JB/T8881—2011滾動(dòng)軸承 零件滲碳熱處理 技術(shù)條件》規(guī)定的標(biāo)準(zhǔn)值。

圖1 套圈白斑形貌
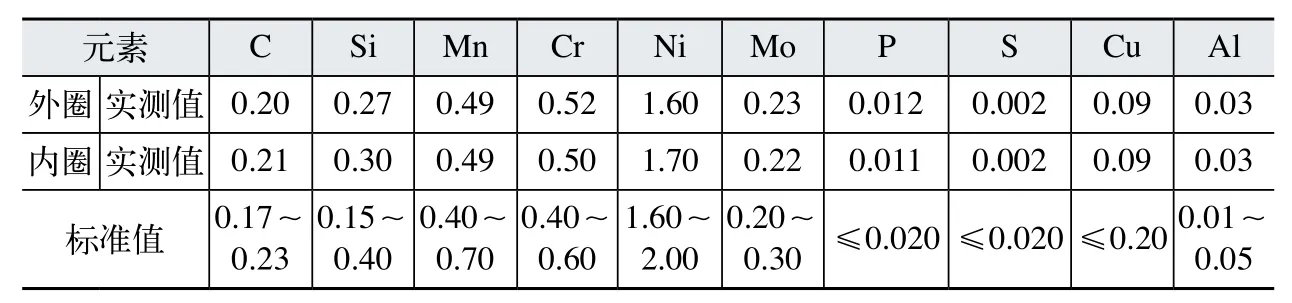
表1 軸承套圈的主要化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)

表2 外圈白斑區(qū)和正常區(qū)主要化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
(3)非金屬夾雜檢驗(yàn) 制取缺陷部位的金相試樣,觀察其縱向剖面非金屬夾雜物,依據(jù)G B/T10561—2005/ISO4967:1998(E)中的實(shí)際檢驗(yàn)A法進(jìn)行非金屬夾雜物含量評(píng)定,結(jié)果如表3所示,可見軸承零件的非金屬夾雜物級(jí)別符合《TB/T2235—2016鐵道車輛滾動(dòng)軸承》的技術(shù)條件要求。
(4)淬硬層輪廓形貌 沿白斑套圈高度方向,制取缺陷套圈的金相試樣;要求既能觀察白斑區(qū)域,又能觀察正常區(qū)域的金相組織。采用4%硝酸酒精腐蝕縱截面后,軸承內(nèi)外圈縱截面淬硬層輪廓形貌如圖2所示。圖2a為外徑面白斑缺陷的外圈其縱截面的淬硬層輪廓分布形貌,圖2b為滾道面白斑缺陷的內(nèi)圈其縱截面的淬硬層輪廓分布形貌;可見無論是外圈還是內(nèi)圈,低倍下觀察,其白斑區(qū)域?qū)?yīng)的淬硬層輪廓明顯不同于正常區(qū)域,且白斑區(qū)淬硬層輪廓層深分布低于正常區(qū)淬硬層輪廓的層深分布。
(5)金相檢驗(yàn) 在顯微鏡下觀察外圈及內(nèi)圈截面滲層組織形貌,如圖3所示。圖3a和3b分別代表外圈外徑截面白斑區(qū)域和正常區(qū)域500倍時(shí)的金相組織形貌,沒有觀察到差異性組織。表面組織為隱晶狀或細(xì)針狀馬氏體+均勻分布的細(xì)粒狀碳化物+少量殘留奧氏體組織構(gòu)成。按照《JB/T8881—2011滾動(dòng)軸承 零件滲碳熱處理 技術(shù)條件》第五級(jí)別圖進(jìn)行評(píng)定,內(nèi)外圈表層組織均為2級(jí),合格;表面組織既沒有粗大碳化物,也沒有網(wǎng)狀碳化物。圖3c和3d分別代表內(nèi)圈滾道截面白斑區(qū)域和正常區(qū)域500倍時(shí)的金相組織形貌,也沒有看到有明顯的差異性組織。按照《JB/T8881—2011滾動(dòng)軸承 零件滲碳熱處理 技術(shù)條件》進(jìn)行評(píng)定,均合格。
(6)表面硬度及淬硬層深度 用維氏硬度計(jì)檢測(cè)軸承內(nèi)外圈縱截面的表面硬度及淬硬層的梯度分布,并且對(duì)軸承內(nèi)外圈的白斑區(qū)和顏色正常區(qū)域分別進(jìn)行了檢測(cè),其白斑區(qū)和正常區(qū)表面硬度及淬硬層深度對(duì)比結(jié)果如表4所示,外圈白斑區(qū)與正常區(qū)域淬硬層梯度曲線對(duì)比如圖4所示,圖4a為外圈白斑區(qū)淬硬層硬度梯度曲線,圖4b為外圈正常區(qū)淬硬層硬度梯度曲線。
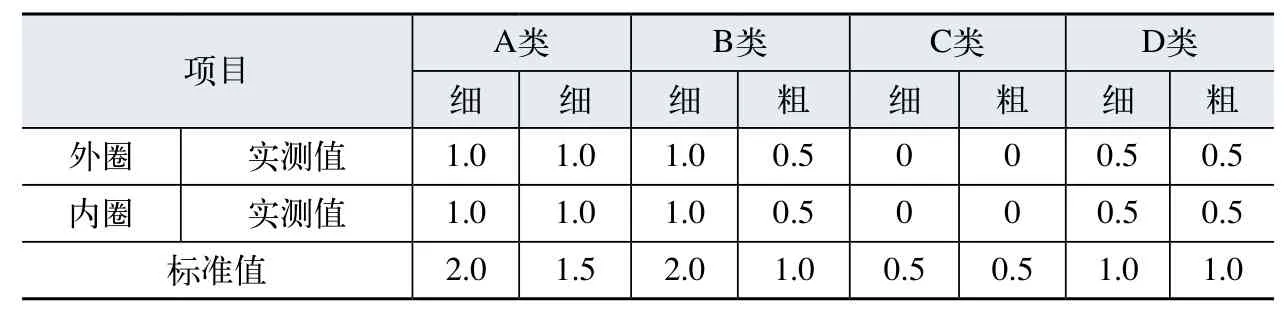
表3 非金屬夾雜物級(jí)別

圖2 淬硬層輪廓形貌
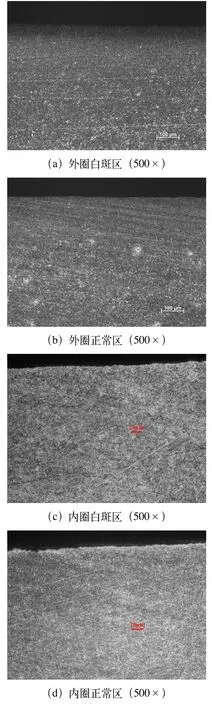
圖3 內(nèi)外圈滾道截面組織形貌
2.分析與討論
為了獲得良好的滲碳質(zhì)量,大型軸承套圈大都采用推桿式連續(xù)式氣體滲碳爐進(jìn)行滲碳,氣體滲碳爐除了應(yīng)滿足有效加熱區(qū)爐溫均勻度要求外,利用氧探頭、各類型的碳控儀,調(diào)整滲碳周期,從而實(shí)現(xiàn)控制爐氣碳勢(shì),控制工件表面含碳量、滲碳層淬硬層深度、表層碳濃度梯度,滿足滲碳層金相組織、層深均勻性及表面硬度均勻性,使其達(dá)到產(chǎn)品規(guī)定的技術(shù)要求。
滲碳鋼制套圈進(jìn)入推桿式連續(xù)式氣體滲碳爐生產(chǎn)線熱處理時(shí),需要依次進(jìn)入如下流程:前清洗、預(yù)氧化、加熱區(qū)、滲碳、擴(kuò)散降溫、一次淬火、后清洗、低溫回火,其中置于滲碳爐內(nèi)的滲碳?xì)夥罩校⑦M(jìn)行加熱、滲碳、擴(kuò)散,使活性碳原子吸附于工件表面并滲入表層,經(jīng)擴(kuò)散達(dá)到一定的滲碳層深度和表面碳濃度,然后進(jìn)行二次淬火和回火從而獲得產(chǎn)品預(yù)期的使用性能。軸承套圈滲碳工序控制好的產(chǎn)品可以獲得均勻的表面滲碳質(zhì)量,無論是內(nèi)圈還是外圈在進(jìn)行二次淬回火后均可以達(dá)到所要求的表面組織,即按照《JB/T8881—2011滾動(dòng)軸承 零件滲碳熱處理 技術(shù)條件》評(píng)定的合格組織,同時(shí)表面硬度及滲碳均勻性均能達(dá)到如表4要求的標(biāo)準(zhǔn)值。
從金相組織來看,對(duì)比正常區(qū)與白斑區(qū)的組織,均沒有發(fā)現(xiàn)屈氏體組織、脫碳組織的特征以及因磨削燒傷所導(dǎo)致的組織變化,從這一點(diǎn)可以說明,套圈經(jīng)二次淬火工序,軸承套圈的正常區(qū)與白斑區(qū)其二次淬火的加熱、冷卻條件是一致的,且滲碳過程及隨后的二次淬火加熱均沒有發(fā)現(xiàn)表面脫碳的特征;磨削加工過程中沒有產(chǎn)生燒傷組織,說明磨削加工工藝正常,對(duì)其表面硬度沒有產(chǎn)生不良影響,由此可以排除二次淬火工序及磨加工工序?qū)Ρ砻嬗捕燃皾B碳均勻性的影響。
用維氏硬度法檢測(cè)了同一零件不同區(qū)域處,距工件表面0.10mm表面硬度以及淬硬層層深。然而在本批次產(chǎn)品的加工過程中,實(shí)物試樣表面硬度局部沒有達(dá)到要求及同一零件的淬硬層深度也不合格(見表4實(shí)測(cè)值);依據(jù)《JB/T10175—2008熱處理質(zhì)量控制要求》,對(duì)于推桿爐正常氣體滲碳,滲層深度極限偏差應(yīng)滿足≤±0.15mm的要求,由表4可以看出,同一零件的滲碳均勻性極限偏差顯然超出標(biāo)準(zhǔn)值。由于軸承套圈裝架時(shí)采用內(nèi)外圈套裝,均為一個(gè)滲碳爐次,因此內(nèi)外套圈均出現(xiàn)了白斑現(xiàn)象,這與滲碳時(shí)的滲層不均勻有關(guān)。滲層不均勻的表現(xiàn)為兩種:滲層深度的不均勻和滲層成分不均勻,這種缺陷都會(huì)造成零件的硬度、耐磨性、抗疲勞性能不一致,在工件的服役期會(huì)導(dǎo)致早期破壞。該批次缺陷樣件這兩種情況均有之。
滲碳是一個(gè)動(dòng)力學(xué)過程。它包括兩個(gè)階段:一是碳原子從氣相傳遞到零件表面;二是碳原子從表面向內(nèi)部擴(kuò)散。顯然在套圈白斑區(qū)的滲碳過程中,從碳原子的氣相傳遞或者表面碳原子的擴(kuò)散均低于正常區(qū)域的滲碳速度。軸承套圈白斑區(qū)域滾道表面硬度較低,且滲碳層深度較淺,軸承接觸疲勞壽命會(huì)大大降低,在軸承的使用過程中易產(chǎn)生剝落引起早期失效。

表4 表面硬度及淬硬層深度對(duì)比
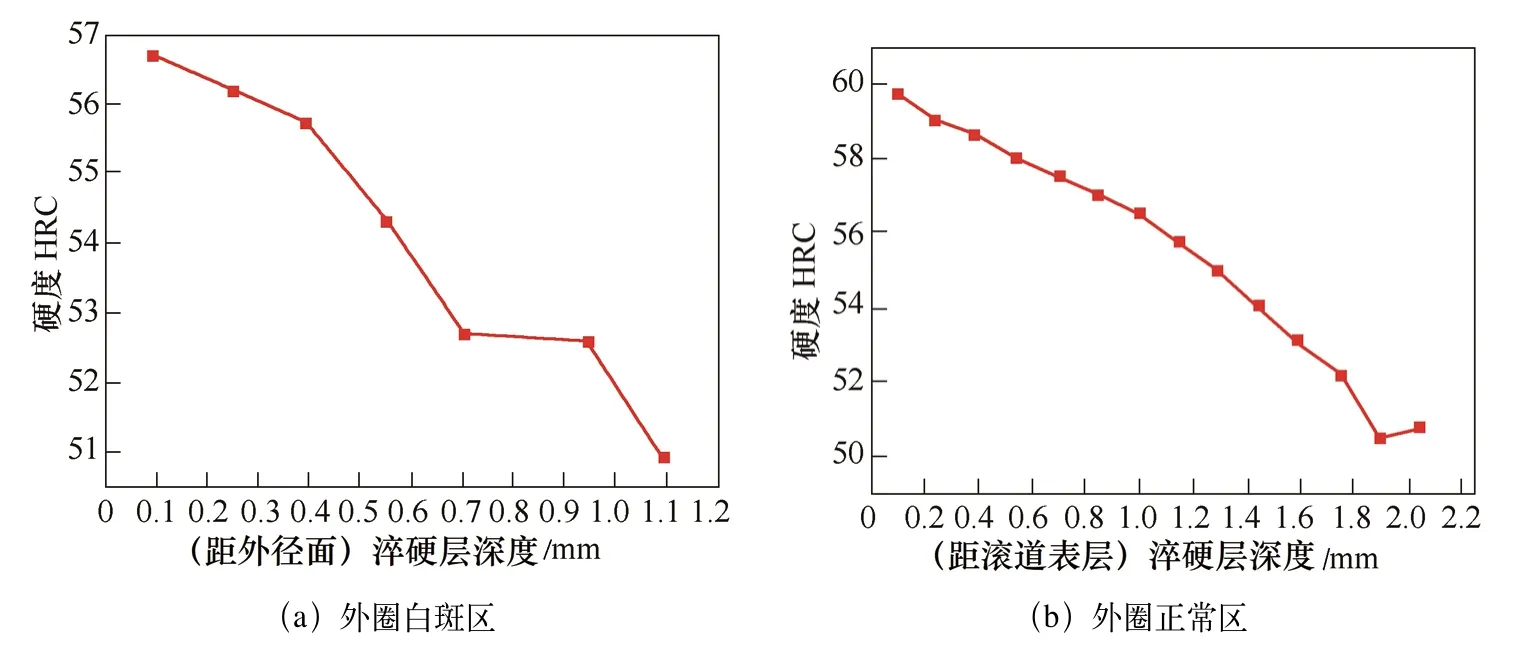
圖4 淬硬層梯度曲線對(duì)比
3.結(jié)語
(1)綜合以上分析,軸承套圈白斑的產(chǎn)生是套圈滲碳工序中由于滲碳不均勻?qū)е碌娜毕荨?/p>
(2)軸承套圈白斑區(qū)域相對(duì)于正常區(qū)域其滾道表面硬度降低,且滲碳層深度較淺,這將使軸承接觸疲勞壽命會(huì)大大降低,軸承在使用過程中易產(chǎn)生剝落引起早期失效。
(3)從對(duì)現(xiàn)場(chǎng)滲碳過程中的工藝調(diào)查可以看到,影響滲碳不均勻的原因有兩種:一種是工件入爐前的表面質(zhì)量,另一種是滲碳爐氣氛的異常,因此應(yīng)從這兩個(gè)方面加強(qiáng)對(duì)滲碳工序的產(chǎn)品質(zhì)量控制,避免此類缺陷的發(fā)生。
猜你喜歡
發(fā)明與創(chuàng)新·小學(xué)生(2021年3期)2021-03-25 11:48:49
科學(xué)(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學(xué)輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農(nóng)墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學(xué)生導(dǎo)刊(2016年34期)2016-04-11 00:49:44
新疆財(cái)經(jīng)大學(xué)學(xué)報(bào)(2015年3期)2015-12-10 03:49:15
