加熱爐二級優(yōu)化控制系統(tǒng)研究與開發(fā)
2018-11-29 01:20:06蔣國強(qiáng)張寶華陳建洲蘇福永
冶金動力 2018年12期
蔣國強(qiáng),張寶華,陳建洲,蘇福永
(1.寶鋼特鋼韶關(guān)有限公司特軋廠,廣東韶關(guān) 512123;2.北京科技大學(xué)能源與環(huán)境工程學(xué)院熱科學(xué)與能源工程系,北京100083)
引言
連續(xù)加熱爐是熱軋生產(chǎn)中的重要加熱設(shè)備,也是冶金生產(chǎn)中的耗能大戶[1,2]。近年來,隨著能源形勢日益緊迫、軋鋼生產(chǎn)工藝的精準(zhǔn)化要求不斷提高,對加熱爐的優(yōu)化控制水平也提出了更高的要求。作為典型的冶金熱過程系統(tǒng),加熱爐模型與控制的研究有著重要的理論和現(xiàn)實意義[3-5]。
本文以寶鋼特鋼韶關(guān)有限公司大棒1#加熱爐為研究對象,通過建立爐內(nèi)鋼坯加熱過程數(shù)學(xué)模型,開發(fā)加熱爐二級優(yōu)化控制系統(tǒng),實現(xiàn)大棒1#加熱爐的優(yōu)化控制。
1 鋼坯加熱過程數(shù)學(xué)模型
鋼坯加熱過程數(shù)學(xué)模型直接提供了鋼坯在加熱爐內(nèi)的溫度分布,所以它是加熱爐實施優(yōu)化控制的重要基礎(chǔ),鋼坯加熱過程數(shù)學(xué)模型基本假設(shè)如下:
(1)只考慮鋼坯在厚度、寬度方向的傳熱;
(2)鋼坯在加熱爐內(nèi)勻速運(yùn)動;
(3)忽略鋼坯與軌梁之間的接觸熱阻;
(4)忽略表面氧化鐵皮對傳熱過程的影響。
依據(jù)熱傳導(dǎo)的基本方程和具體的控制對象,鋼坯升溫過程控制方程如下:

邊界條件:

初始條件:
t(i,j)|T=0=t0
式中:λ—鋼坯導(dǎo)熱系數(shù),W/(m.℃);
ρ—鋼坯密度,kg/m3;
醫(yī)院科研經(jīng)費(fèi)支出的內(nèi)部控制,首先應(yīng)完善各管理系統(tǒng),以制度建設(shè)為基礎(chǔ),綜合運(yùn)用預(yù)算控制、加強(qiáng)資產(chǎn)管理、完善信息共享等內(nèi)部控制方法,加強(qiáng)科研項目經(jīng)費(fèi)的全過程管理。
t—鋼坯溫度,℃;
Cp—鋼坯比熱,J/(kg.℃ );
t0—鋼坯初始溫度,℃;
qu、ql、qs—鋼坯上表面、下表面、側(cè)面的熱流密度,W/(m2)。
2 二級控制系統(tǒng)開發(fā)
大棒1#加熱爐二級優(yōu)化控制系統(tǒng)軟件主要有四個模塊,分別為物料及溫度跟蹤、工藝查詢及修改、歷史數(shù)據(jù)查詢和鋼坯詳細(xì)溫度記錄等,控制系統(tǒng)物料及溫度跟蹤界面如圖1所示。

圖1 物料及溫度跟蹤界面
大棒1#加熱爐二級優(yōu)化控制系統(tǒng)各模塊主要功能如下:
(1)物料及溫度跟蹤模塊:記錄爐內(nèi)每塊鋼坯的詳細(xì)數(shù)據(jù)和加熱爐實際爐溫分布、加熱爐L2級溫度設(shè)定以及加熱過程監(jiān)控報警等;
(2)工藝查詢及修改模塊:查詢和修改爐內(nèi)每種鋼坯的加熱工藝參數(shù);
(3)歷史數(shù)據(jù)查詢模塊:查詢已出爐鋼坯的出鋼參數(shù)和在爐鋼坯的加熱過程狀態(tài);
(4)鋼坯詳細(xì)溫度記錄模塊:查詢已出爐某一歷史鋼坯的運(yùn)行過程參數(shù)。
2.1 物料及溫度跟蹤模塊
界面左面為當(dāng)前瞬間爐內(nèi)鋼坯運(yùn)行所至位置示意圖,若爐內(nèi)裝滿鋼坯,如圖1所示。矩形框(表示鋼坯)中的文字表示當(dāng)前鋼坯的參數(shù):鋼坯號-軋制號-當(dāng)前鋼坯溫度-鋼種。不同軋制號的相鄰鋼坯顏色不同。
圖2表示爐內(nèi)信息。主要包括:當(dāng)前爐內(nèi)鋼坯總量、即將出爐的鋼坯信息(包括鋼坯溫度、鋼坯溫差、在爐時間、預(yù)熱段停留時間、高溫段停留時間及加熱1段停留時間)以及鋼坯加熱時間判斷。
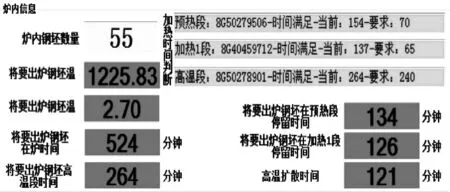
圖2 爐內(nèi)信息
加熱時間判斷功能中,綠色代表加熱時間滿足要求;紅色代表不滿足要求,需人工手動調(diào)整在爐時間。
圖3表格為爐內(nèi)所有鋼坯詳細(xì)數(shù)據(jù),包括鋼坯號、軋制號、鋼種、當(dāng)前溫度、當(dāng)前溫差、鋼坯尺寸、預(yù)熱段時間、加熱1段時間、高溫時間及總加熱時間等。
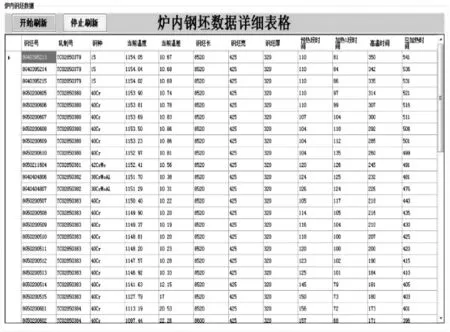
圖3 爐內(nèi)鋼坯數(shù)據(jù)圖
2.2 工藝查詢及修改模塊
圖4 為工藝查詢及修改模塊界面,點(diǎn)擊“全部查詢”按鈕可查詢軟件中記錄的針對不同鋼種的加熱工藝參數(shù);點(diǎn)擊“分鋼種查詢”按鈕可查詢某種鋼種的加熱工藝參數(shù);點(diǎn)擊“按照鋼種大類查詢”可查詢某大類鋼種的加熱工藝參數(shù)。如需增加新鋼種,先點(diǎn)擊“全部查詢”按鈕,在模塊界面下方表格中更改鋼種欄目,在“刪除及修正”界面處輸入密碼,點(diǎn)擊“添加或修正加熱工藝”按鈕完成。如需修改已有工藝,先查找到所需修改工藝的鋼種,在模塊界面下方表格中更改相應(yīng)欄目,輸入密碼,點(diǎn)擊“添加或修正加熱工藝”按鈕完成。如需刪除某工藝,先查找到所需刪除工藝的鋼種并選中,輸入密碼,點(diǎn)擊“刪除該加熱工藝”按鈕完成。如需修改密碼,在“工藝密碼管理”界面處輸入1遍原始密碼和2遍新密碼,點(diǎn)擊“修改密碼”按鈕完成。
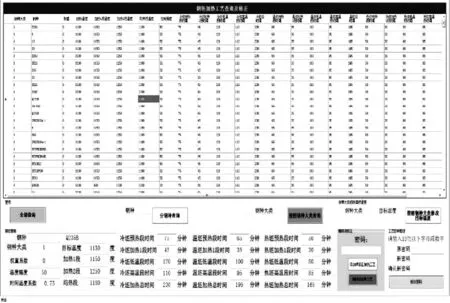
圖4 工藝查詢及修改模塊界面
2.3 歷史數(shù)據(jù)查詢模塊
圖5 中表格可顯式所有已出爐的歷史鋼坯出鋼總體運(yùn)行參數(shù)以及所有在爐鋼坯的總體運(yùn)行過程參數(shù)。
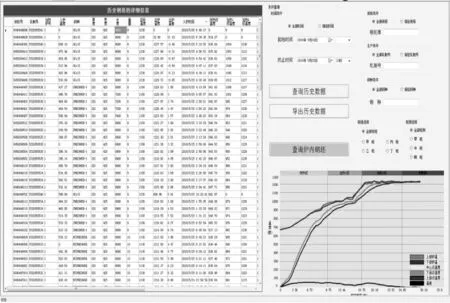
圖5 歷史數(shù)據(jù)查詢模塊界面
如需查詢已出爐歷史鋼坯,可通過時間段、鋼坯厚度、鋼坯軋制號、鋼種、班次等種條件查詢某一類鋼坯的運(yùn)行參數(shù)。具體操作步驟:在相應(yīng)查詢條件中選擇查詢方式(如:“指定時間”、“指定規(guī)格”、“指定軋制號”、“指定鋼種”等),在相應(yīng)欄目中填寫查詢條件,點(diǎn)擊“查詢歷史數(shù)據(jù)”按鈕完成。如需查看全部鋼坯數(shù)據(jù),在相應(yīng)查詢條件中選擇查詢方式(如:“全部時間”、“全部規(guī)格”、“全部軋制號”、“全部鋼種”、“全部班組”或“全部班別”),點(diǎn)擊“查詢歷史數(shù)據(jù)”按鈕完成。如需導(dǎo)出相應(yīng)數(shù)據(jù),先查找所需鋼坯,點(diǎn)擊“導(dǎo)出歷史數(shù)據(jù)”按鈕,會生成Excel文件。
2.4 鋼坯詳細(xì)參數(shù)記錄模塊
圖6中表格為已出爐某一歷史鋼坯的具體運(yùn)行過程參數(shù)。具體操作步驟:通過在“條件查詢”界面中選擇“生產(chǎn)日期”,填寫“鋼坯號”和“軋制號”,點(diǎn)擊“自動查詢文件讀取”按鈕完成。或點(diǎn)擊“手動讀取文件”按鈕,直接選擇所需的文件,文件名為軋制號-鋼坯號。找到所需鋼坯后,點(diǎn)擊“導(dǎo)出歷史數(shù)據(jù)”按鈕,會生成Excel文件。
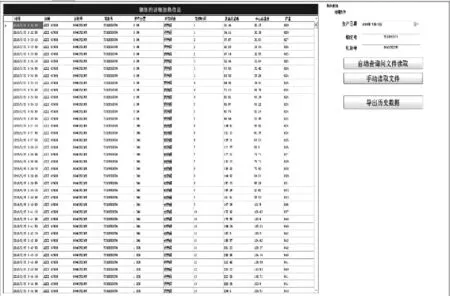
圖6 單根鋼坯詳細(xì)參數(shù)記錄模塊界面
3 結(jié)論
本文以寶鋼特鋼韶關(guān)有限公司大棒1#加熱爐為研究對象,建立了鋼坯在爐內(nèi)加熱過程中溫度計算數(shù)學(xué)模型,開發(fā)了大棒1#加熱爐二級優(yōu)化控制系統(tǒng)。該二級優(yōu)化控制系統(tǒng)包括物料及溫度跟蹤、工藝查詢及修改、歷史數(shù)據(jù)查詢和鋼坯詳細(xì)溫度記錄四個模塊,實現(xiàn)了爐內(nèi)每塊鋼坯的詳細(xì)數(shù)據(jù)記錄、加熱爐實際爐溫分布顯示、加熱爐L2級溫度設(shè)定、加熱過程監(jiān)控報警、查詢和修改爐內(nèi)每種鋼坯的加熱工藝參數(shù)、出爐鋼坯的出鋼參數(shù)查詢及已出爐鋼坯詳細(xì)溫度查詢等功能。本文的研究成果將為其他大棒1#加熱爐二級優(yōu)化控制系統(tǒng)的開發(fā)及應(yīng)用提供參考與借鑒。
猜你喜歡
兒童故事畫報·發(fā)現(xiàn)號趣味百科(2025年8期)2025-08-23 00:00:00
中學(xué)生天地(A版)(2022年10期)2022-11-23 06:42:50
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新聞傳播(2015年11期)2015-07-18 11:15:04
商業(yè)評論(2014年9期)2015-02-28 04:32:41
