基于MATLAB可膨脹波紋管膨脹性能優化設計
2018-11-29 08:36:24,,,,,
石油礦場機械 2018年6期
關鍵詞:優化
,,, , ,
(1.北京探礦工程研究所,北京 100083;2.中國地質大學(北京) 工程技術學院,北京 100083)
隨著鉆井深度的持續增加,鉆井過程中會遭遇地層漏失,甚至溶洞等復雜情況,為后續鉆井帶來了很大難度。目前,普遍采用的下套管固封方法,不僅會導致井眼減小,增大施工難度和鉆井成本,甚至無法鉆達目的層。采用可膨脹波紋管處理復雜地層,會降低施工難度,節約鉆井成本,便于實現等井徑固井[1]。
可膨脹波紋管技術(Expandable Profile liner, EPL)是將圓形無縫鋼管成型為異型管,在井下通過水力膨脹或機械膨脹將其貼緊井壁,封堵漏失地層。波紋管膨脹性能的優劣直接影響整個堵漏效果,其中涉及到波紋管的材質、截面參數、焊接等多方面因素。本文主要論述波紋管選材及截面參數對波紋管膨脹性能的影響[2]。
可膨脹波紋管的截面主要有“8”字型,多瓣梅花形等,“8”字型波紋管具有結構對稱,曲率變化少,成型工藝簡單,且在國內外地質勘探中獲得較好的應用[3]。本文在研究波紋管封堵漏失地層工藝過程中,采用“8”字型截面波紋管,如圖1所示。
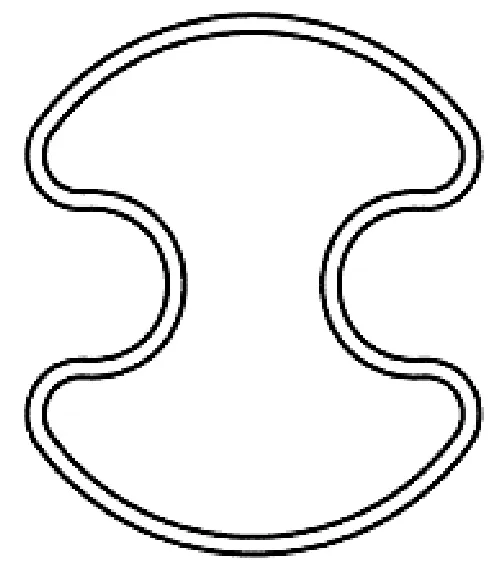
圖1 “8”字型波紋管截面示意
1 可膨脹波紋管選材設計
在試制波紋管時采用無縫鋼管進行加工,波紋管在壓制過程中,會出現大位移塑性變形,這就要求波紋管本身具有良好的延伸率和適中的屈服強度。波紋管壓制完成后需要焊接,由于碳含量越高焊接性能越差,波紋管材質的含碳量不能過高,要具有良好的焊接性能。無縫管材應具有強度適中,良好的韌性、塑性及焊接性能。
1.1 波紋管材質彎曲性能
波紋管塑性變形過程中,其截面彎曲半徑越小,波紋管的局部塑性變形程度越大。當截面彎曲半徑過小時,會發生波紋管外側受拉嚴重出現裂紋,導致管材彎曲失效。管材的最小彎曲半徑rmin直接影響管材的成型質量,在保證管材外側不發生斷裂的情況下,管材內側的最小彎曲半徑rmin[4]為
(1)
式中:rmin為管材彎曲最小半徑,mm;t為管材厚度,mm;[δ]為材質允許的伸長率,%。
波紋管壓制過程中,截面各處的彎曲半徑不得低于rmin。以伸長率為0.25的波紋管材為例,波紋管截面設計的內側最小彎曲半徑不得小于壁厚的1.5倍。
1.2 波紋管材質抗外壓強度
試制波紋管時,壓制模具會對波紋管施加周向載荷,當該載荷超過波紋管的臨界壓力時,波紋管發生塑性變形。因此,波紋管抗外壓強度可近似按照外壓圓柱薄壁殼體彈性失穩時的壓力,即臨界壓力進行分析。實際壓制中,項目選取的無縫鋼管長度在8 m以上,L>Lcr,Lcr可表示為[5]
(2)
式中:Lcr為圓筒臨界長度,mm;D0為管材外徑,mm;t為管材厚度,mm。
選用長圓筒臨界壓力公式進行抗外壓強度設計。
(3)
式中:pcr臨界壓力,MPa;E為管材的彈性模量,MPa;u為管材的泊松比;D為管材中徑,可近似為管材外徑,mm。
1.3 波紋管材質抗內壓強度
波紋管在壓制成型后,需通過水力膨脹試驗將其膨脹至要求尺寸。水力膨脹時,波紋管內壁會受到均勻徑向分布載荷,逐步增大內壓,直至管材外形尺寸基本不發生變化。波紋管水力膨脹可按照薄壁圓筒承受內壓的抗壓強度進行考慮[6]。
(4)
式中:σb為管材的抗拉強度,MPa。
波紋管的抗內壓強度直接關系到配套設備的性能參數要求及波紋管膨脹質量。如果波紋管水力膨脹過程中,膨脹內壓超過管材抗壓強度,會導致波紋管脹裂。
波紋管材的抗外壓和抗內壓強度除了受材質自身的因素,還與管材的壁厚和外徑有直接關系。外徑一定,壁厚越厚,管材所承受的壓力值越大。壁厚一定,外徑越小,管材所承受的壓力值越大。
試驗選定的可膨脹波紋管的力學性能如表1所示。無縫鋼管如圖2。

表1 可膨脹波紋管材質力學性能

圖2 壓制波紋管的無縫鋼管
2 可膨脹波紋管截面參數
本文主要研究地質勘探用小口徑可膨脹波紋管,選用無縫鋼管進行冷壓成型,參照現有波紋管的截面尺寸,根據野外地質鉆探現場的裸眼尺寸需求,為保證作業過程中波紋管能順利到達目的層,初步壓制后的波紋管截面參數[7]如圖3所示。壓制后的波紋管如圖4所示。
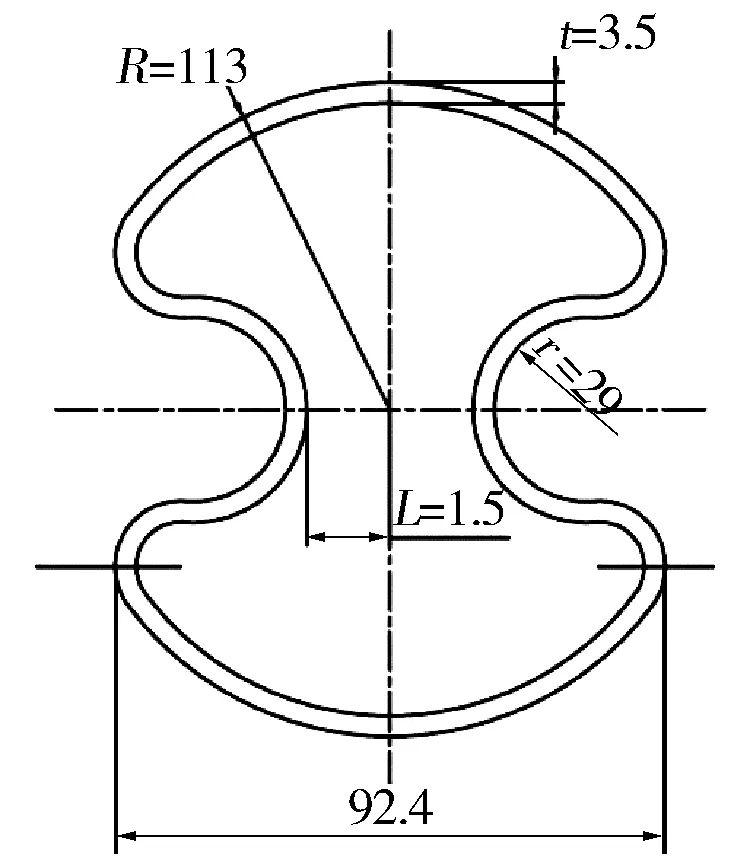
圖3 波紋管初步壓制截面尺寸

圖4 壓制的波紋管
通過對壓制成型后的波紋管進行檢驗,未發現裂紋等缺陷。為了驗證壓制后波紋管抗內壓性能,需通過水力膨脹試驗進行測試[8]。采用額定壓力50 MPa的高壓變頻注漿泵,對多組波紋管進行水力膨脹試驗。部分管體在膨脹過程中由于圓弧處曲率不當等原因,無法承受大位移的塑性變形,導致脹裂(如圖5所示),其中破損占比近10%。通過對未脹裂管體進行結果統計分析,得出波紋管截面尺寸與膨脹壓力之間對應關系,如圖6所示。
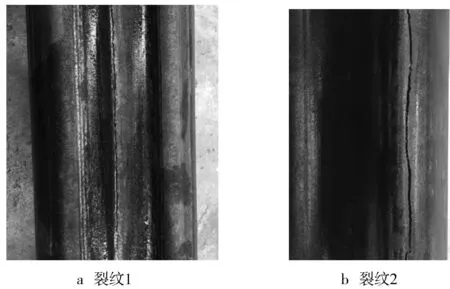
圖5 波紋管膨脹過程中出現裂紋形貌
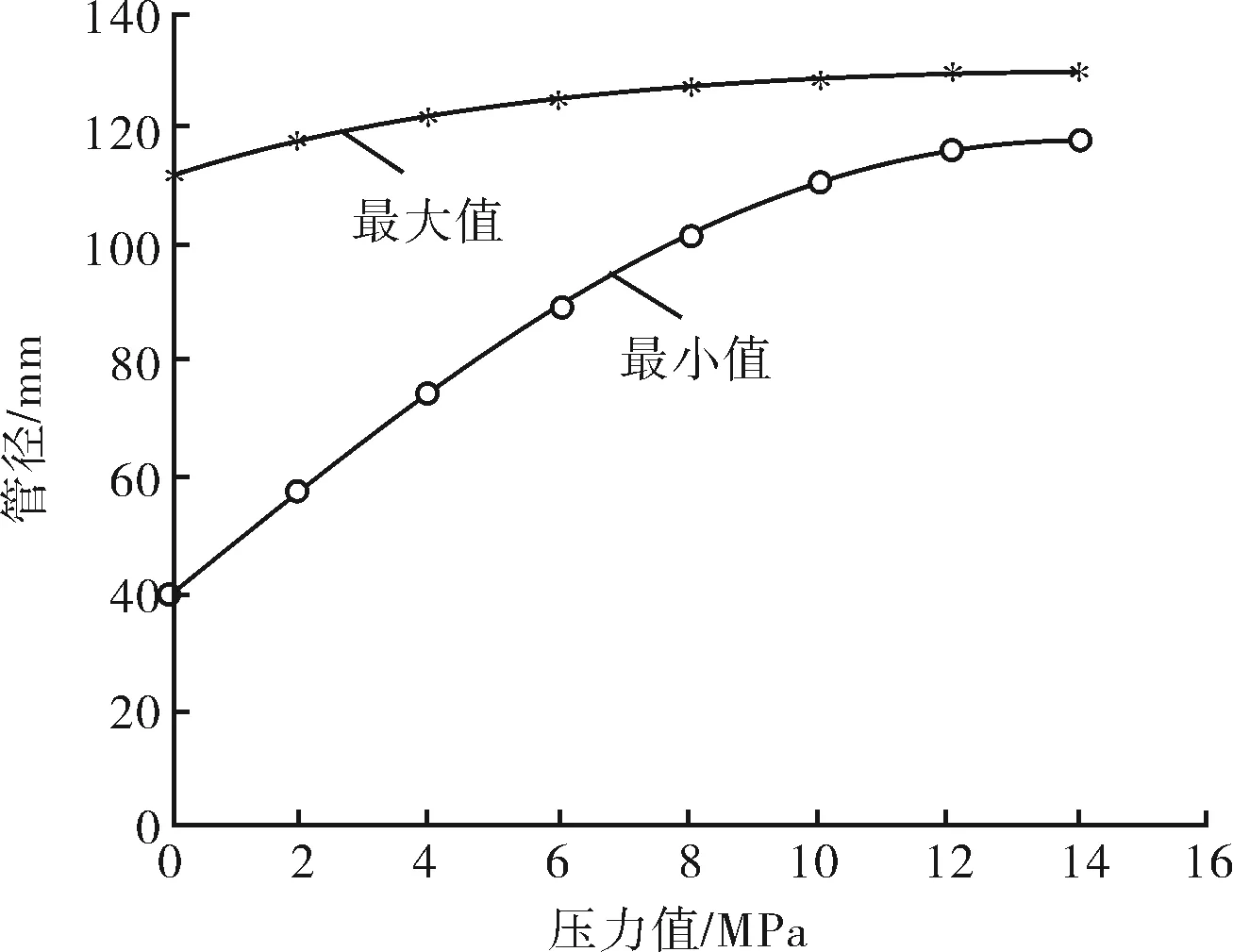
圖6 波紋管截面尺寸與膨脹壓力的對應關系
由圖6可以看出,波紋管最大徑和最小徑變化趨勢一致。當壓力增加到3 MPa時,波紋管截面尺寸變化緩慢;壓力由3 MPa增加至8 MPa時,波紋管凹陷處已經脹平,管體基本脹圓,截面尺寸變化明顯;當壓力繼續由8 MPa增加至14 MPa時,波紋管截面尺寸變化緩慢,當繼續增加壓力時,波紋管截面尺寸不再發生變化,此時波紋管已經膨脹至極限尺寸,即波紋管水力膨脹的膨脹壓力為14 MPa。水力膨脹后波紋管的最大徑均值為129.5 mm,最小徑均值為112 mm,橢圓度為13.5%,基本滿足后續作業要求。
3 可膨脹波紋管截面參數優化
可膨脹波紋管初始截面尺寸雖然能基本滿足現場作業要求,但由于波紋管水力膨脹中存在管體脹裂導致作業中斷,接觸面積比不高引起波紋管與井壁之間摩擦力不足,無法進行機械膨脹等缺陷,因此有必要對可膨脹波紋管的截面尺寸參數進行優化設計。
3.1 波紋管截面數學建模
壓制可膨脹波紋管采用的是外徑為D0的無縫鋼管,成型后的波紋管截面由多段圓弧過渡形成,其截面參數如圖7所示。圖7中R0是壓制前無縫鋼管的半徑,R1是波紋管壓制后最大半徑,r2是圓弧的半徑,r1是波紋管壓制后最小半徑,θ1是波谷處圓弧對應的角度,θ2是波峰處圓弧對應的角度。
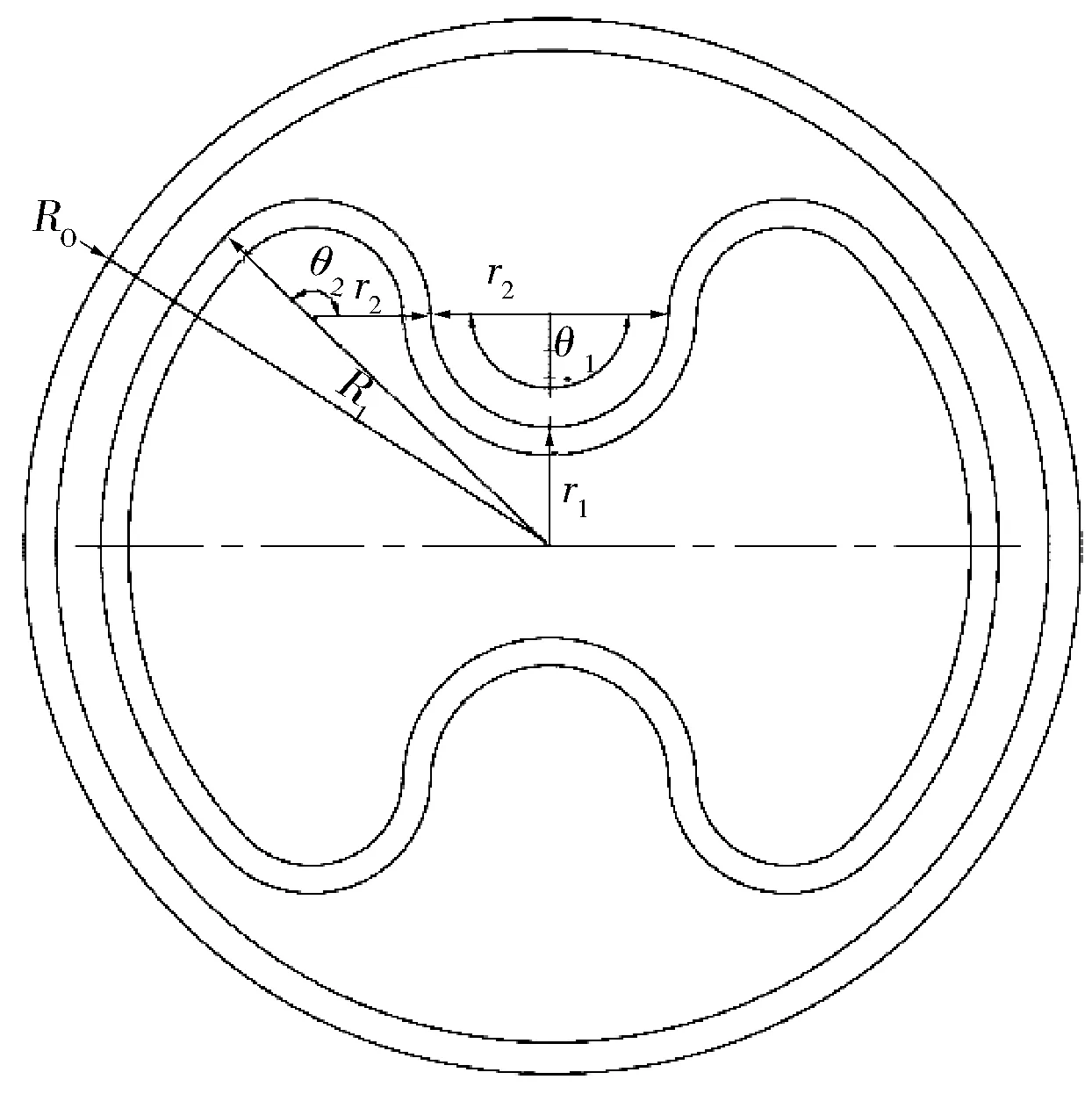
圖7 波紋管壓制后截面示意
在冷拔過程中無縫鋼管會發生大位移的塑性變形,每段圓弧的壁厚在成型過程除了受材質自身缺陷、受力不均等因素影響外,主要取決于波紋管最小徑r1和波谷弧段的半徑r2。采用MATLAB對r1、r2兩個變量進行優化設計。
設計變量:以r1、r2為設計變量,
即X=[x1,x2]
(5)
波紋管在孔內水力膨脹中是否滿足工藝要求,直接取決于波紋管與井壁的接觸面積比η0,其值越大,機械膨脹時波紋管與井壁之間的摩擦力也越大。應確保機械膨脹過程中波紋管緊貼井壁,不會掉落孔底。波紋管在水力膨脹中最大外徑圓弧段最先與井壁接觸,基于波紋管水力膨脹后截面呈類橢圓狀,壓制后波紋管的最大外徑相對波紋管整個外徑占比作為目標函數[9-10]。

(6)
無縫鋼管由于自身存在徑向收縮率[Ω],在壓制完成后外徑周長會縮減。經過試驗統計分析,實際縮減值與理論縮減值基本一致。

(7)
基于實際加工工藝和試驗統計分析,波谷段圓弧段的圓弧角度θ1和波峰段圓弧角度θ2應滿足式(8)。
(8)
式中:θ1和θ2可用設計變量表示;R0和R1為已知常量。
3.2 截面參數優化設計
試驗中采用的無縫鋼管R0為133 mm,壓制后的波紋管最大外徑R1為113 mm,初始值取x0[18,15],采用Fmincon函數對上述約束條件下非線性極值問題進行求解[11-12]。
X=[ 15.324 ,13.976]fval=0.556 9
將上述結果進行圓整,即波紋管最小半徑r1取15 mm,波谷弧段的半徑r2取14 mm,將其帶入目標函數得η=54.87%。用鋼筒模擬井壁進行水力膨脹試驗,經測量,波紋管外徑與井壁接觸占比為49.73%。
波紋管的封堵效果除受波紋管外徑與井壁的接觸比影響外,還跟波紋管的膨脹壓力直接關聯。波紋管的膨脹壓力除受截面尺寸影響外,其壁厚也是十分重要的制約因素。在滿足泥漿泵工作壓力的前提下,波紋管壁厚直接影響封堵效果及使用壽命。選取上述優化后的波紋管截面尺寸,對單位長度內不同壁厚的可膨脹波紋管進行水力膨脹試驗。選取壁厚為4~10 mm的波紋管,采用最高壓力為50 MPa的高壓變頻注漿泵,依次對不同規格壁厚的波紋管進行水力膨脹,試驗結果如表2所示。

表2 波紋管壁厚與膨脹壓力的對應關系
根據波紋管徑向收縮率及現場測量,機械膨脹后的波紋管外徑為131 mm,為保證后續鉆頭能順利通過波紋管,膨脹后的波紋管內徑不小于120 mm。由表2可以看出,符合現場作業條件的有4.0、4.5、5.0、5.5 mm 4種壁厚規格的波紋管,其膨脹壓力、膨脹時間與壁厚的對應關系如圖8所示。
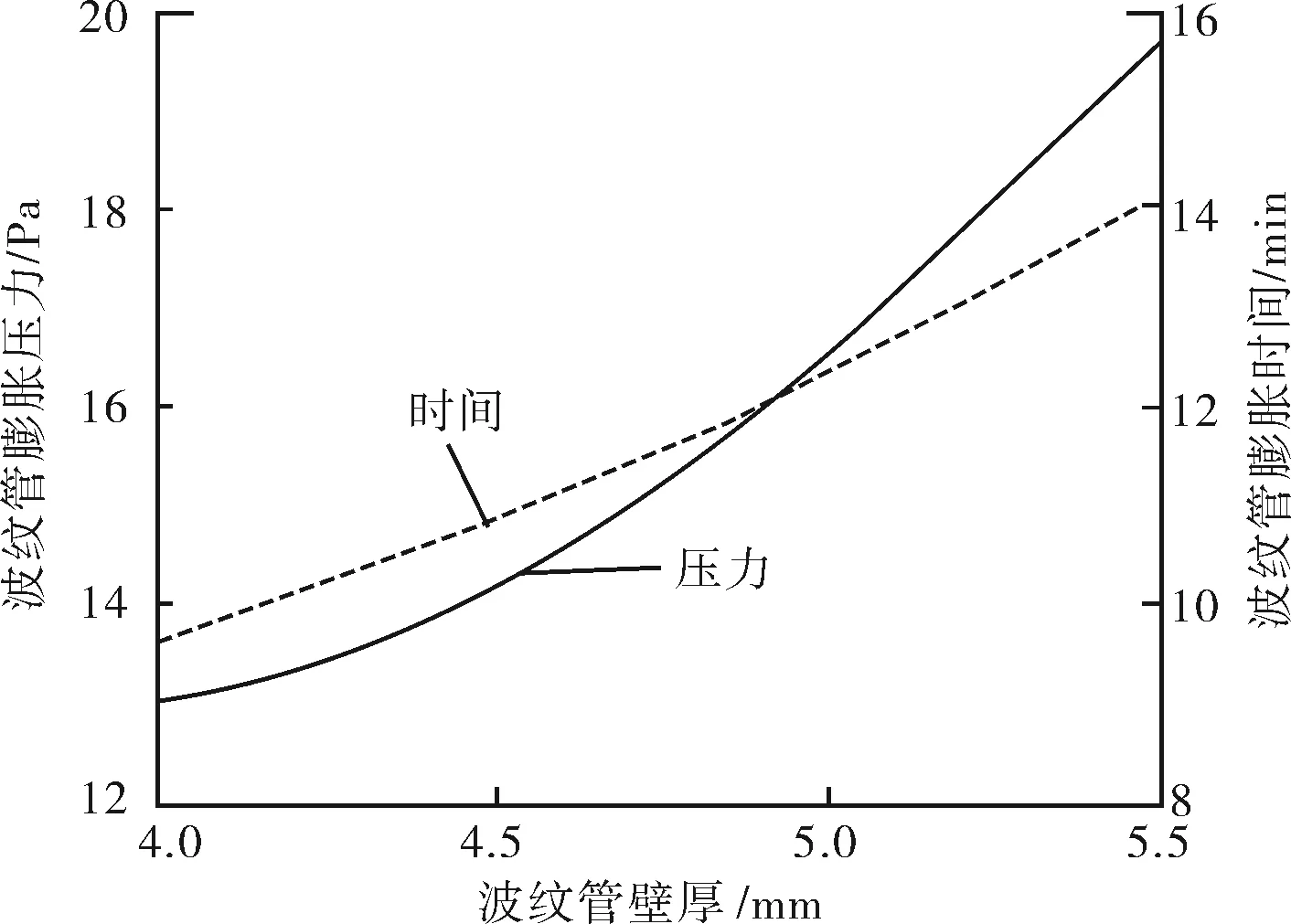
圖8 波紋管膨脹壓力、膨脹時間與壁厚的對應關系
實際作業中,采用的泥漿泵額定壓力約為20 MPa,工作壓力推薦為同等條件下額定壓力的80%,即16 MPa。依據圖8可以看出,波紋管膨脹壓力為16 MPa時,對應壁厚為4.8 mm,由于波紋管壁厚無此規格,同時基于波紋管膨脹后的最大外徑滿足需求和膨脹效率,選取波紋管壁厚為4.5 mm。
3.3 優化結果對比分析
選取壁厚4.5 mm優化后的波紋管與初始波紋管在同等條件下進行水力膨脹試驗,在達到相同最大外徑的前提下,試驗結果對比如表3所示。
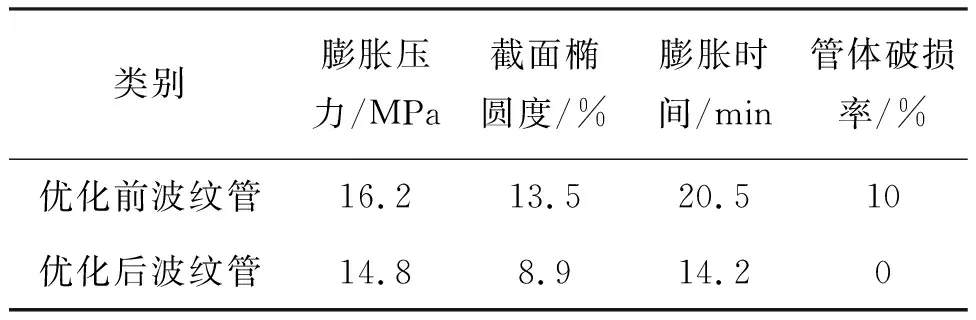
表3 優化前后波紋管膨脹性能對比
由表3可以看出,優化后的波紋管徹底避免了膨脹過程中出現管體脹裂的缺陷,膨脹壓力適中,膨脹時間縮短,增大了井壁與波紋管的接觸面積比,波紋管整體膨脹性能得到明顯提升。對優化前后的可膨脹波紋管進行水力膨脹試驗,截面對比如圖9所示。
4 結論
1) 波紋管截面參數優化后,解決了水力膨脹過程中由截面曲率不當引起管體脹裂問題,提高了波紋管水力膨脹的穩定性。
2) 優化后的波紋管,在水力膨脹后不僅最大外徑滿足作業要求,而且波紋管與井壁的接觸面積比增大,膨脹時間大幅縮短;且膨脹壓力不高于16 MPa,對目前地質鉆探作業現場泥漿泵具有較強的適應性。
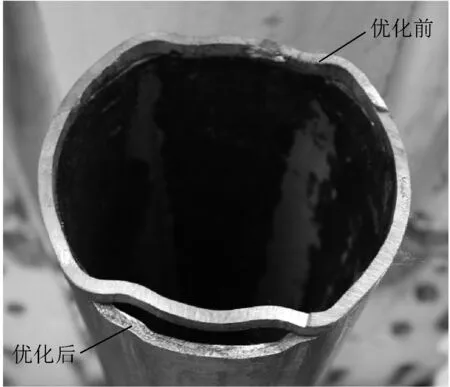
圖9 優化前后可膨脹波紋管水力膨脹后截面對比
3) 可膨脹波紋管優化后,在水力膨脹試驗中整體膨脹性能得到提高,為現場封堵復雜地層提供技術支撐。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45