濾棒圓周快速檢測工具的設計研究
2018-12-07 02:23:24廖建華
現代工業經濟和信息化 2018年15期
廖建華
(貴州中煙工業有限責任公司貴陽卷煙廠, 貴州 貴陽 550009)
引言
濾棒經過濾棒成型機生產出來后,輸送到卷煙機,通過“一切四”或“一切二”成為卷煙的濾嘴部分,所以濾棒圓周的穩定性對卷煙的質量有重大影響,一旦濾棒圓周偏大或偏小,將會導致卷煙濾嘴“掉頭”或“泡皺”。目前生產濾棒的設備主要有KDF2和KDF4,設備速度、布帶、成型腔積灰、成型紙更換和絲束填充量等因素都會導致濾棒圓周的波動,為了將濾棒圓周控制在工藝標準要求的范圍內波動,設備操作人員需要頻繁地檢測濾棒圓周(8 min1次),觀察變化情況并進行調整[1]。現有的濾棒成型機(KDF4)的在線圓周檢測準確性低,且校正非常復雜,不利于濾棒圓周的控制;而濾棒物理指標綜合檢測儀價格昂貴,一臺儀器動則上百萬,檢測效率低(每個樣品檢測需10 min)[2]。基于此,本文提出了設計自帶電源型激光圓周檢測工具,體積小(只有手電筒那么大),攜帶方便,且檢測精度高,不需校正,價格低廉。
1 總體設計
鑒于濾棒圓周在生產過程中波動較大,檢測較頻繁,本文著手于設計一款體積小、攜帶方便、檢測準確度高的便攜式檢測工具。為了保證使用者的人身安全,本設計采用自帶電源型DC5V電源,外置一個6位的數字LED條屏,該條屏支持232或485通信,可以及時有效地接收檢測信號并顯示[3]。為了保證測量的準確性和避免后續的校正,該裝置的測量部分采用整體式結構,一經調試完成后便不再調整。
2 結構及工作原理
2.1 測量裝置結構
濾棒圓周快速檢測工具的檢測部分主要由激光發射裝置、定位裝置、接收裝置三部分組成。這是本檢測工具的核心組成部分,結構圖如圖1所示。
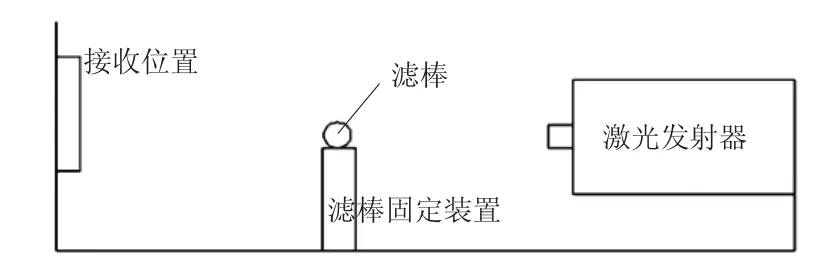
圖1 檢測部分結構
2.2 測量及工作原理
激光發射器發射激光后,部分激光被濾棒遮擋,導致激光接收器無法接收,激光接收器將未接收到的光信號轉換成電信號進行傳輸,再經轉換成數字信號后傳輸給顯示屏顯示,轉換流程如圖2所示[4]。
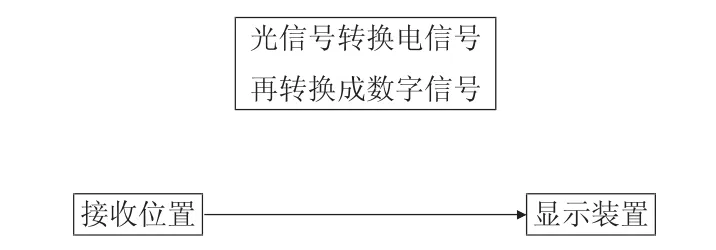
圖2 測量信號轉換原理圖
2.3 硬件系統的組成及作用
2.3.1 測量模塊
測量模塊由激光發射器和接收器兩部分組成,用于測量濾棒的直徑,產生的是光信號。
2.3.2 濾棒固定裝置
用于濾棒的固定,確保濾棒與激光照射的方向垂直,對測量的準確性影響很大。
2.3.3 顯示裝置
與激光接收裝置聯接,通過信號轉換,顯示可以直接讀取的濾棒圓周數值。
3 效果驗證
濾棒放入圓周快速檢測裝置上即可馬上觀察讀數,無需停頓和等待,每支濾棒的檢測時間約為1 s。每組濾棒樣品的檢測時間只需1 min。該工具檢測的濾棒圓周值與濾棒綜合檢測儀檢測的濾棒圓周值非常一致,同一個樣品(30支)在兩個儀器上檢測的數值比對如表1。
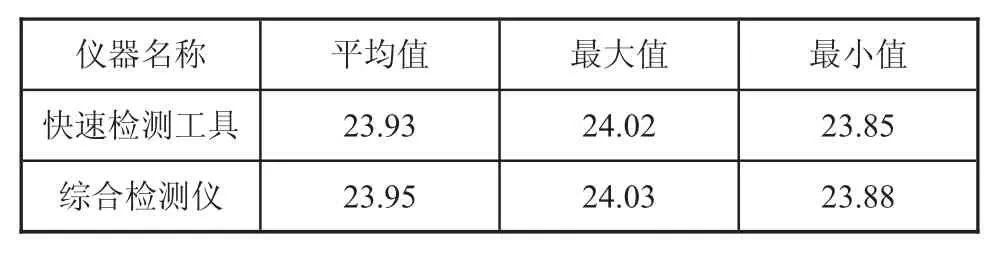
表1 同一個樣品在兩種儀器上測量的圓周值比對
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年11期)2018-08-04 03:25:42
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
海峽科技與產業(2016年3期)2016-05-17 04:32:12
