裝盒機一種新的倒瓶方式與應用
2018-12-18 10:16:40王德琳
科技與創新 2018年23期
王德琳
?
裝盒機一種新的倒瓶方式與應用
王德琳
(湯臣倍健股份有限公司,廣東 珠海 519040)
工業自動化是現代工業的支柱,它是衡量一個國家現代化的標準。可以說工業自動化對一個國家的經濟發展、人民生活水平的提高都起著至關重要的作用。近年來在各方的努力之下,我公司的生產自動化程度也日益提高,在同行業里一直處于領先水平。盡管如此,我們依然還有巨大的潛力去提高自動化程度,從而降低人工成本,增加企業效益,這也是本次研究的目的所在。長期以來,車間的裝盒機倒瓶方式都是通過機械螺桿將塑料瓶拉開間距通過瓶子底部導向桿逐一放進倒瓶工位槽里,這樣的工藝會帶來因操作人調試位置不合理導致的塑料瓶和導向桿位置沒有完全配合,從而使塑料瓶和倒瓶工位槽碰撞并被卡壞或卡變形的后果。針對上述情況,我們通過前期的可行性研究和方案設定后,更改了設備程序。同時在原有基礎上增加了新的機構,并進行一系列現場調試,最終達到了快速倒瓶并且不會出現卡瓶的目的。
工業自動化;裝盒機;倒瓶;工位槽
所謂自動化,其中包括機械化、電氣化與自動控制相結合的結果,處理的是離散工件。早期的機械制造自動化是采用機械或者電氣部件的單機自動化或者是簡單的自動生產線。20世紀60年代后,由于電子計算機的廣泛應用,出現了數控機床、加工中心、機器人和自動化倉庫等。研制出了適應多品種、小批量生產形式的柔性制造系統。以柔性制造系統為基礎的自動化車間,加上信息管理、生產管理自動化,出現了采用計算機集成制造系統(CIMS)的工廠自動化。
21世紀以后,特別是近幾年,機械自動化檢測、分類、生產、包裝、印刷,已經廣泛應用于工廠。提高工業效率、減少成本為中國現代工業的發展做出了巨大的貢獻。裝盒機是包裝機械的一種,有自動裝盒機、半自動裝盒機等。自動裝盒機是將藥瓶、藥板或者藥膏等同說明書自動裝入折疊紙盒中,并完成折盒、封盒動作。部分功能較全的自動裝盒機還帶有貼封口標簽或進行熱收縮包裝等附加功能。
1 改造前裝盒機包裝方式
自動裝盒機進料一般分為3個入口:藥瓶入口、推瓶入口和機包盒入口。從藥瓶進料到最后包裝成型的整個過程大致可以分為4個階段:①由一個輸送帶將藥瓶輸送到進瓶螺桿,將藥瓶每個分開間距通過導軌將藥瓶放到卡位里,紙盒通過開盒旋轉機構上的多角度吸盤打開紙盒,同時會有兩個可向前移動的盒成型卡位從下面升起,從前后方向卡住紙盒的兩側面,使盒子打開成直角并前移到裝填區。②在裝填區推桿將倒瓶工位里的藥瓶推送到已開好的盒子里進行填裝,填裝后折頁機構會將彩盒耳朵折進左右的導軌中,然后通過封蓋機構再進行合蓋動作。③合蓋前有一導向桿推動盒蓋彎折,盒蓋折彎同時通過熱熔膠槍從上往下做45°角斜噴在盒內側葉上,然后通過導向桿將盒蓋與盒內側葉粘貼在一起。④合蓋動作是個關鍵性的動作,彩盒的成型好壞與紙盒的結構和機器調節的準確程度有很大關系。
1.1 裝盒機改造前狀況
倒瓶方式是將藥瓶通過一條白色輸送帶輸送到螺桿處,通過螺桿再將挨在一起的藥瓶逐一分開相等距離,進入到待倒瓶區域。
當瓶子進入待倒瓶區域后通過藥瓶底部的輸送帶將藥瓶輸送到底部倒瓶機構導向桿處,利用輸送帶底部摩擦與倒瓶導向桿精準配合將藥瓶放到倒瓶工位里,同時通過頂部一個反向導向桿和底部導向桿做“×”相對機構,將藥瓶放倒在倒瓶工位里。
因為該設備是多品種切換,因此員工更換品種時需要花費很長時間才能調試出來,同時在生產過程中還會因為有藥瓶未倒好導致卡瓶或者將倒瓶工位擠壞。
由于該倒瓶方式每天都會出現幾十個或者上百個藥瓶擠壞或擠變形的情況,造成需要花費大量的人員去返工和維修的情況,這樣嚴重影響了生產的進度,導致每個班次8 h的生產量不足30 000瓶。
1.2 倒瓶流程
倒瓶流程如圖1所示。
1.3 倒瓶示意流程
倒瓶示意流程如圖2所示。

圖1 倒瓶流程圖
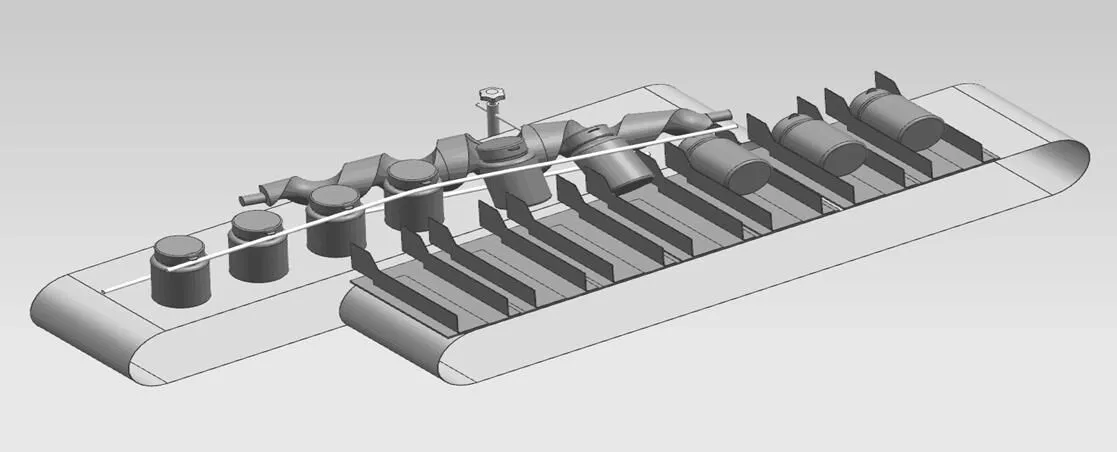
圖2 倒瓶示意流程圖
2 改造后裝盒機倒瓶方式
2.1 改造方案選型
裝盒機倒瓶改造后的方式是將藥瓶通過一條白色輸送帶將藥瓶輸送到螺桿處,通過螺桿再將挨在一起的藥瓶逐一分開相等距離進入到待倒瓶區域,當瓶子進入待倒瓶區域后通過藥瓶底部的輸送帶將藥瓶輸送到底部倒瓶機構導向桿處,利用輸送帶底部摩擦與倒瓶導向桿精準配合將藥瓶放到倒瓶工位內,當藥瓶進入倒瓶工位后輸送帶向前移動到底部導向條末端,通過末端電眼檢測,電眼輸出信號給電磁閥,電磁閥通電氣道打開通過直徑為3 mm的槍頭,將8 MPa氣壓吹到藥瓶底部,同時通過頂部一個固定毛刷和氣吹機構配合形成“×”相對機構,將藥瓶放倒在倒瓶工位里。
2.2 改造后倒瓶流程
改造后倒瓶流程如圖3所示。

圖3 改造后倒瓶流程圖
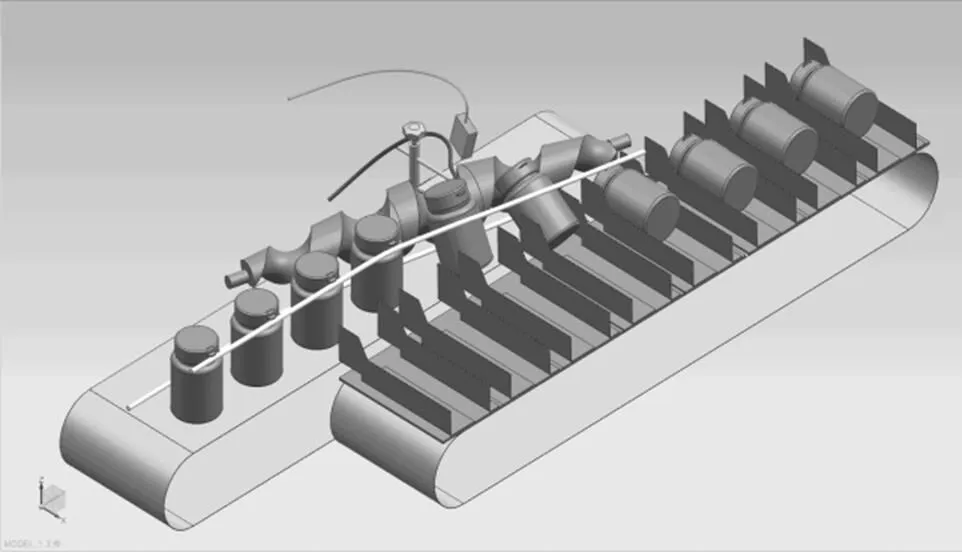
圖4 改造后倒瓶示意流程圖
2.3 改造后倒瓶示意流程
改造后倒瓶示意流程如圖4所示。
3 結論
改造后只要瓶子藥瓶進入到工位后才開始倒瓶動作,同時利用壓縮空氣無形機械原理瞬間將藥瓶放倒方式將藥瓶放倒,在產品切換上操作人員無需再次調整倒瓶工位機構。這樣可以節約出操作人員產品切換的時間,讓他們同時做更多的工作,可以合理、有效地利用時間,減少了員工在操作上的工作量,同時也避免了因半成品未放倒造成半成品報廢和設備故障的發生。
裝盒機新型倒瓶方式通過在原來機械控制的基礎上進行改造完成,實現了快速倒瓶,滿足了生產的實際需求、優化了員工操作流程、節約了產品切換的時間、避免了倒瓶引起設備故障的發生,達到了改造的目的。這個過程對以往的模式進行了改造,改變了裝盒機傳統倒瓶模式,拉近了裝盒機全自動化的距離。
2095-6835(2018)23-0156-02
TB486
A
10.15913/j.cnki.kjycx.2018.23.156
〔編輯:辛霞〕
