汽車覆蓋件拉深成型缺陷產生的原因和解決措施
2018-12-18 13:24:06黃達輝
中國設備工程 2018年23期
黃達輝
(廣西機電技師學院,廣西 柳州 545001)
1 汽車覆蓋件的特點
汽車覆蓋件成型材料薄、結構尺寸大、形狀復雜(多為立體曲面),不但要求具有特定的使用功能,而且要求有一定的觀賞功能,被拉深的材料應經過充分的塑性變形,使制件有一定的剛性,有光順挺拔的表面和均勻而清晰的棱線,不允許有缺陷,尺寸精度高,以保證裝配準確。
2 汽車覆蓋件的成型工藝
汽車覆蓋件通常采用高強度、高質量、抗腐蝕的鋼板,成型設備采用具有穩定壓邊力的雙動壓床或三動沖床。汽車覆蓋件沖壓工藝編制、沖模設計、沖模制造工藝都有一些特殊的要求,汽車覆蓋件模具常把落料、拉深、修邊、翻邊、沖孔工序進行組合設計,力求減少沖壓工序,降低生產成本。拉深、修邊和翻邊是最基本的工序,其中拉深工序是覆蓋件沖壓成型的關鍵工序,它直接影響產品質量、材料利用率、生產效率和制造成本。模具在設計過程中采取有限元來分析沖壓過程中板料的受力和流動方向,并通過結構設計控制板料受力的大小和流動方向,大大提高模具成型質量。
3 汽車覆蓋件拉深成型缺陷產生的主要原因
模具設計質量、模具零件的制造精度、模具的裝配精度直接影響模具本身質量,是影響汽車覆蓋件拉深成型缺陷產生的主要原因。模具材料的機械性能(拉深系數、屈強比等)、模具的間隙大小、模具加工工藝和熱處理工藝的選擇、模具零件使用過程中的正常磨損、使用狀況和保養、模具在機床上安裝或使用不當都會造成汽車覆蓋件拉深成型過程中缺陷產生。沖壓設備的精度也會影響汽車覆蓋件拉深成型質量。
4 汽車覆蓋件拉深成型缺陷分析及解決措施
4.1 拉傷

圖1 拉傷缺陷
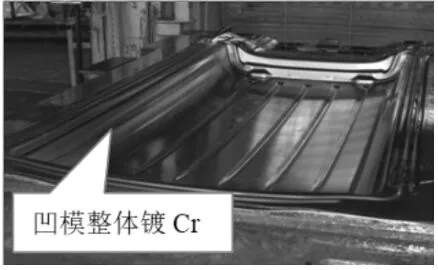
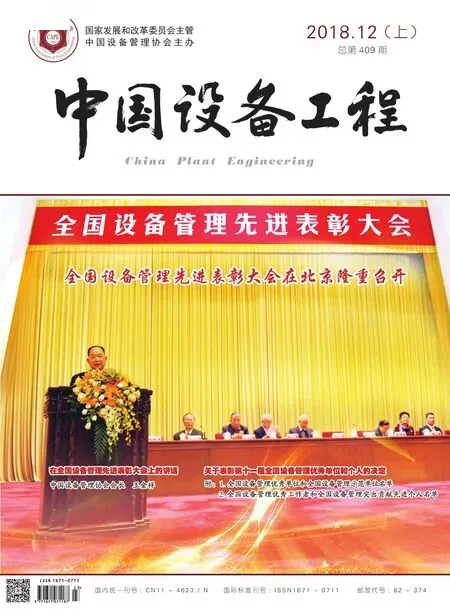
圖2 模具成型表面整體鍍鉻
上圖1為汽車頂蓋,成型過程中在側面經常產生拉傷,應檢查模具以下技術狀態。
(1)檢查上道工序模具(制品)是否有劃傷。(2)檢查本工序模具表面是否有劃痕拉傷制品表面。(3)檢查模具成型表面是否因粗糙度未達到要求拉傷制品表面。(4)檢查是否壓邊力太大,造成料流困難,工件表面拉傷。(5)是否由于凸凹模間隙小,由于擠壓使制品表面拉傷。
在保證凸凹模合理間隙的前提下,采用火焰淬火的方式,淬硬成型凹模圓角達50HRC以上,拋光其表面粗糙度達Ra0.4μm,投入生產。由于模具材料本身的缺陷,淬硬后的凹模圓角由于磨損,凹模圓角處的表面粗糙度極易惡化,產品合格率只有75%,部分次品只能讓步接收。為提高產品合格率,徹底改善模具成型性能,將模具凹模圓角進行激光硬化處理,硬度達58HRC,拋光(研磨)成型表面,粗糙度達Ra0.4μm,并將凹模整體鍍硬鉻,鍍層厚度0.05mm,拉傷缺陷得到的有效改善,產品下線合格提升至百分之九十五,效果顯著,生產效率得到較大提高(圖2)。
4.2 起皺
沖壓工件產生起皺缺陷是材料在拉深時受切向壓應力作用而失去穩定性的結果。切向壓應力越大越容易失穩起皺;凸緣區板料本身的抵抗失穩的能力,凸緣寬度越大,厚度越薄,材料彈性模量和硬化模量越小,抵抗失穩能力越小。
當汽車覆蓋件出現起皺現象,應考慮調整以下部位。
(1)壓邊圈。壓料力不足,起皺在制件四周出現,可逐漸加大壓料力消除起皺。當拉深錐形件和半球件時,拉深開始時大部分材料處于懸空狀態,容易產生側壁起皺,可增加壓邊力和增加拉深筋來增大徑向拉應力,消除起皺。(2)凹模圓角半徑。凹模圓角半徑太大,會增大胚料懸空部位,切向壓應力增大,容易起皺;可適當減小凹模圓半徑,增加胚料流動的阻力,消除起皺。(3)壓邊圈的壓料間隙。當壓料內側間隙小于外側間隙時,伸長類變形區在壓邊圈周邊方向和徑部均受拉應力作用,料厚變薄,模具間隙相對增大,壓料力減少,壓邊圈終保持壓料作用,防止起皺等缺陷產生。當內側間隙大于外側間隙時,壓縮變形區中材料處于徑向受拉,切向受壓的應力狀態,料厚有增大的趨勢,壓料間隙相對減小,進料阻力增大,材料在拉應力作用下易于破裂。(4)拉深間隙。在壓料力不易控制的情況下,采取調整拉深間隙的辦法,可消除因材料厚度變化而引起的壓料力變化對材料變形的不利影響,這種方法在調整拉深模時很有效的。
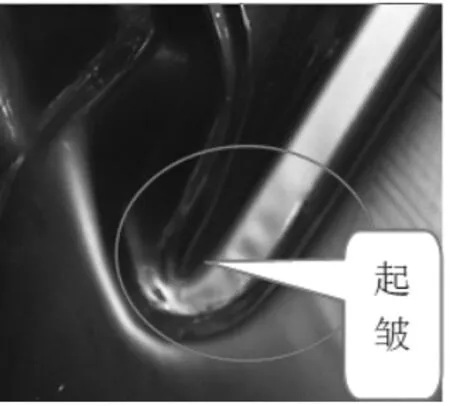
圖3
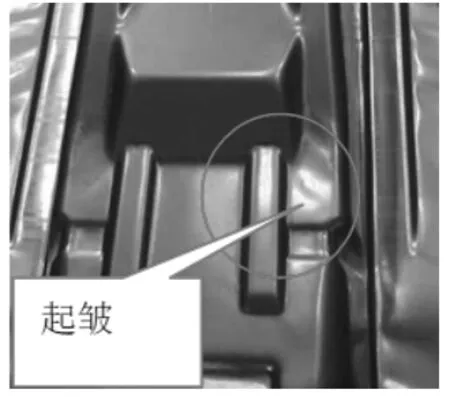
圖4
圖3的起皺部位處在零件成型尾部尖角處,變形機理比較復雜,板料流動難以控制,因而該處容易產生起皺,通常采用補焊方法減小圓角半徑R值,加大壓邊圈壓料力,調整減小凸凹模、壓料面間隙,一般取拉深間隙為1~1.1倍的料厚,加大拉深筋尺寸。
圖4的起皺部位處制件的平面位置,由于覆蓋件的形狀尺寸取決于產品的結構設計往往不利于拉深時的材料變形,增加一定的工藝補償,使拉深件在各個方向上均產生一定的拉深,用來調整材料達到較均勻的流動,并增加工件的剛性。由于模具成型時壓料力不足,壓料不到位,切向拉應力增大,根據具體情況需要調整壓料力、凹模的R,使起皺區域在各個方向上均產生一定的拉深,調整材料達到較均勻的流動,并增加工件的剛性,改善制品質量。
4.3 拉裂
拉深工件的“危險斷面”一般位于拉深件底部圓角與筒壁相切處。拉深工序中產生拉裂主要取決于筒壁傳力區中的拉應力和抗拉強度。當筒壁拉應力超過筒壁材料的抗拉強度時,就會產生拉裂。
設計時,防止拉裂應該合理選用拉深系數,確定拉深變形程度,編制拉深工藝;合理設置壓邊圈的尺寸和位置,設計凹模圓角半徑等模具成型部位尺寸,選用抗拉強度高的胚料。
當汽車覆蓋件出現拉裂現象,應考慮調整以下部位。
(1)壓邊圈。減小的壓料力。(2)拉深間隙。增加拉深間隙,并保證間隙均勻。(3)凹模圓角半徑。盡可能增加凹模圓角半徑,減小傳力區的拉應力。凹模圓角半徑越小,料流阻力越大,傳力區的拉應力也增大,產生拉裂。(4)凸模圓角半徑。凸模圓角太小,圓角處胚料變薄嚴重,容易拉裂。
另外,凸模與凹模的相對位置、胚料的尺寸、板材的質量、潤滑不好、拉深速度等因素都可能造成拉裂。
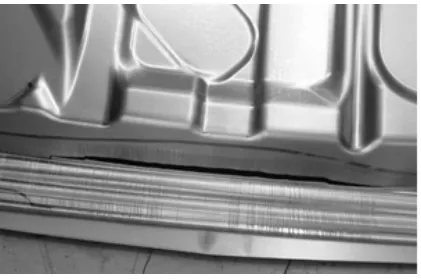
圖5
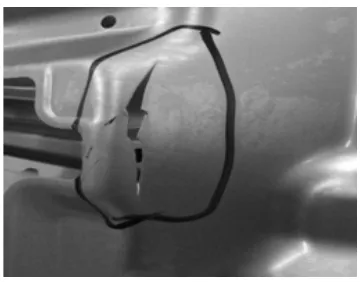
圖6
圖5的拉裂部分在拉深的傳力區,靠近凹模圓角半徑處,由于壓邊圈的壓邊力過大,以致胚料與凹模、胚料與壓邊圈之間的摩擦力增大,進料困難,使胚料拉深直壁部分變薄,當拉應力大于抗拉強度,造成拉裂。因此,在產品要求允許的情況下,盡量把凹圓角加大,適當減小壓邊力,采用必要的潤滑,改善料流狀況,有利于拉深工藝的順利進行,傳力區材料減薄得到改善,拉裂缺陷得到有效抑制。但必須注意,拉深專用油只能涂在凹模的工作表面,而在凸模和材料接觸的面不要潤滑。
圖6拉裂部分位于板材與凸模接觸部位,由于四周拉應力太大,造成撕裂現象。首先減小撕裂局部區域上道工序的塑性變形量,以保證下道工序零件在該處有足夠的變形余量,同時盡量加大凸模圓角粗糙度,增加凸模與毛胚表面間摩擦,它可以防止材料滑動、拉裂以及變薄,減小四周的壓邊力,適當增大凸凹模間隙,有利于四周材料流動,使拉深工藝順利進行,提高了產品合格率。
5 結語
覆蓋件成型時,拉傷、起皺、開裂等缺陷有時同時出現,必須根據具體情況仔細研究和綜合分析原因,采用不同的方法去解決。模具作為一種特定的工藝裝備,應使模具保持良好的技術狀態,做好沖壓設備的日常點檢工作,在模具開始作業、模具使用中、模具使用后做好覆蓋件成型質量檢查工作,保證模具處于良好的技術狀態,最大限度延長模具的壽命,杜絕缺陷制件出現。