聚合物熔體法制備納米纖維技術研究現狀
2018-12-22 02:15:32陳明軍張有忱李好義丁玉梅楊衛民
紡織學報 2018年12期
陳明軍, 張有忱, 杜 琳, 李好義, 丁玉梅, 楊衛民
(北京化工大學 機電工程學院, 北京 100029)
經過二十多年的研究與發展,聚合物納米纖維在高效過濾、生物醫療、電池隔膜等領域的優異性能已經得到大量的科學驗證[1]。聚合物納米纖維走出實驗室、走向商品化已成為當前該研究領域的熱門主題,其中高效、穩定、可控的制備技術是納米纖維商品化過程中的重要保障[2]。盡管在實驗室內已存在大量制備納米纖維的方法,但在納米纖維批量化制備進程中仍將面臨各種技術、經濟及市場的風險與挑戰。
根據納米纖維固化成纖的原理,其制備方法主要分為溶液法和熔體法。溶液法是將聚合物溶解于溶劑中,然后在外加力場(如靜電排斥力[3]、離心力[4]、氣流剪切力[5])的作用下克服溶液內部的黏滯阻力,使溶質得以牽伸,并在溶劑的揮發中固化成纖。溶液法制備納米纖維具有設備簡單、纖維直徑細、對材料適應能力強的優點,但由毒性溶劑所帶來的安全生產問題、制品毒性殘留及環境保護問題嚴重制約了溶液法納米纖維的規模化制備。除此之外,對于商業廣泛使用的聚丙烯(PP)、聚乙烯(PE)、聚苯硫醚(PPS)等熱塑性材料,常溫下沒有適合的溶劑,無法通過溶液法制備納米纖維[1],因此,采用熔體法代替溶液法,規避了溶劑使用所產生的困擾,是聚合物納米纖維綠色高效制備的重要途徑。
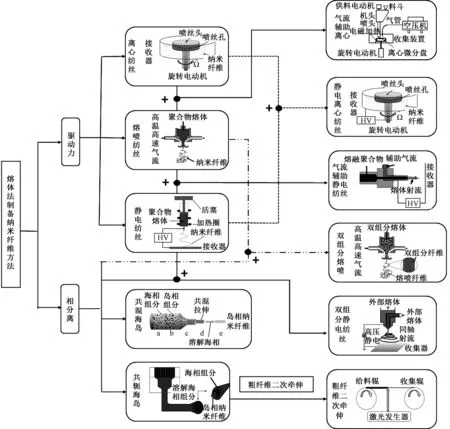
圖1 熔體納米纖維制備方法導圖Fig.1 Classification chart of melt nanofiber preparation methods
熔體法是將聚合物加熱至熔融狀態,然后在外加力場(如機械牽伸力[2]、離心力[6]、氣流剪切力[7]、靜電力[8])作用下,克服高聚物分子之間的黏滯阻力,將熔體射流進行拉伸,并隨著熔體的冷卻而凝固成纖的方法。傳統熔體法被大量應用于商業聚合物纖維的制備中,但由于聚合物熔體的黏度高,傳統工藝及設備受限,想要獲得納米尺度范圍的纖維極其困難,相關的研究報道也較少受到關注。
隨著對熔體法制備納米纖維機制認識的不斷加深,通過對傳統熔體紡絲工藝的改進以及新方法的研發,研究人員已通過離心紡絲法[6]、熔噴法[7]、靜電紡絲法[8]及海島法[9-10]等成功實現了納米纖維的制備,但至今還鮮有相關文獻對熔體法制備納米纖維進行全面的綜述。本文從熔體法制備納米纖維原理出發,從纖維細化角度對熔體法制備納米纖維的研究現狀進行系統梳理和綜合對比,以期揭示熔體法制備納米纖維的共性問題,增加對熔體法制備納米纖維機制及發展方向的認識,為聚合物納米纖維高效綠色制備的發展提供一定參考。
1 聚合物熔體法制備納米纖維方法
根據納米纖維成形機制,聚合物熔體納米纖維制備方法主要分為2大類,如圖1所示。
由圖1可知,外力驅動方式對纖維進行拉伸細化,主要包括離心紡絲[6]、熔噴紡絲[7]和靜電紡絲[8];另一類是利用相分離的方法制備納米纖維,主要包括共軛海島[9]和共混海島法[11]。在這2大類的基礎上,通過對不同方法的組合,形成了多種復合紡絲方法,如離心靜電法[12]、氣流輔助離心法[13]、氣流輔助靜電法[14]、雙組分靜電紡絲法[15-16]及雙組分熔噴法[17]。
1.1 聚合物熔體納米纖維制備原理
以外力驅動制備納米纖維的方法具有2個典型的工藝階段,即:熔體射流的形成階段和熔體射流的牽伸細化階段[1, 4]。在射流形成階段,只有當驅動力大于熔體表面的張力與黏滯阻力之和時,熔體射流才能在噴絲孔末端形成,如離心盤的轉速必須超過臨界轉速才能形成射流[4],靜電電壓必須大于臨界電壓才能形成帶電熔體射流[18]。在熔體射流的牽伸細化階段,驅動力克服了高分子內部的黏性阻力,使其內部的分子鏈發生相對運動,從而使射流主體快速變細,與此同時,熔體射流向環境空氣傳遞熱量,溫度降低凝固成纖。驅動力的大小、驅動時間的長短、環境溫度的高低對纖維直徑和形貌的形成具有重要的影響。
以相分離原理制備納米纖維的方法是基于兩相材料之間表面能和黏度的差異,利用“海相”組分對“島相”組分進行分散、包裹、流動剪切細化,并在傳統機械牽伸細化方式下形成粗纖維;然后采用選擇性溶劑將粗纖維中“海相”組分溶解,從而獲得“島相”納米纖維。2種組分的表面能、黏度、混合配比以及溶解性差異對纖維直徑和形貌具有重要影響。
1.2 熔體法制備納米纖維技術特點
不同聚合物熔體法制備納米纖維技術在生產效率、生產成本以及制備的纖維直徑、形貌等方面具有很大的差異,表1歸納了聚合物熔體法制備納米纖維的主要技術特點。熔噴法和共軛海島法已初步實現了熔體納米纖維的商業化制備,其中Hill公司制備的熔噴PP纖維直徑普遍小于 500 nm[19-20],共軛島相纖維直徑可達300 nm[19],其關鍵技術是通過加工超細噴絲孔[20-21],并對聚合物熔體流量進行精確微量控制,但存在噴絲組件制造成本高、噴絲孔易堵塞的問題。共混海島法具有生產設備簡單、纖維生產效率高的優點,但纖維形貌和直徑分布難以控制,有毒溶劑的使用限制了纖維在生物醫療等領域的應用。熔體靜電紡絲具有優良的纖維形貌且沒有毒溶劑殘留,在生物醫療、電池隔膜等高附加值領域具有巨大的應用潛力[1]。
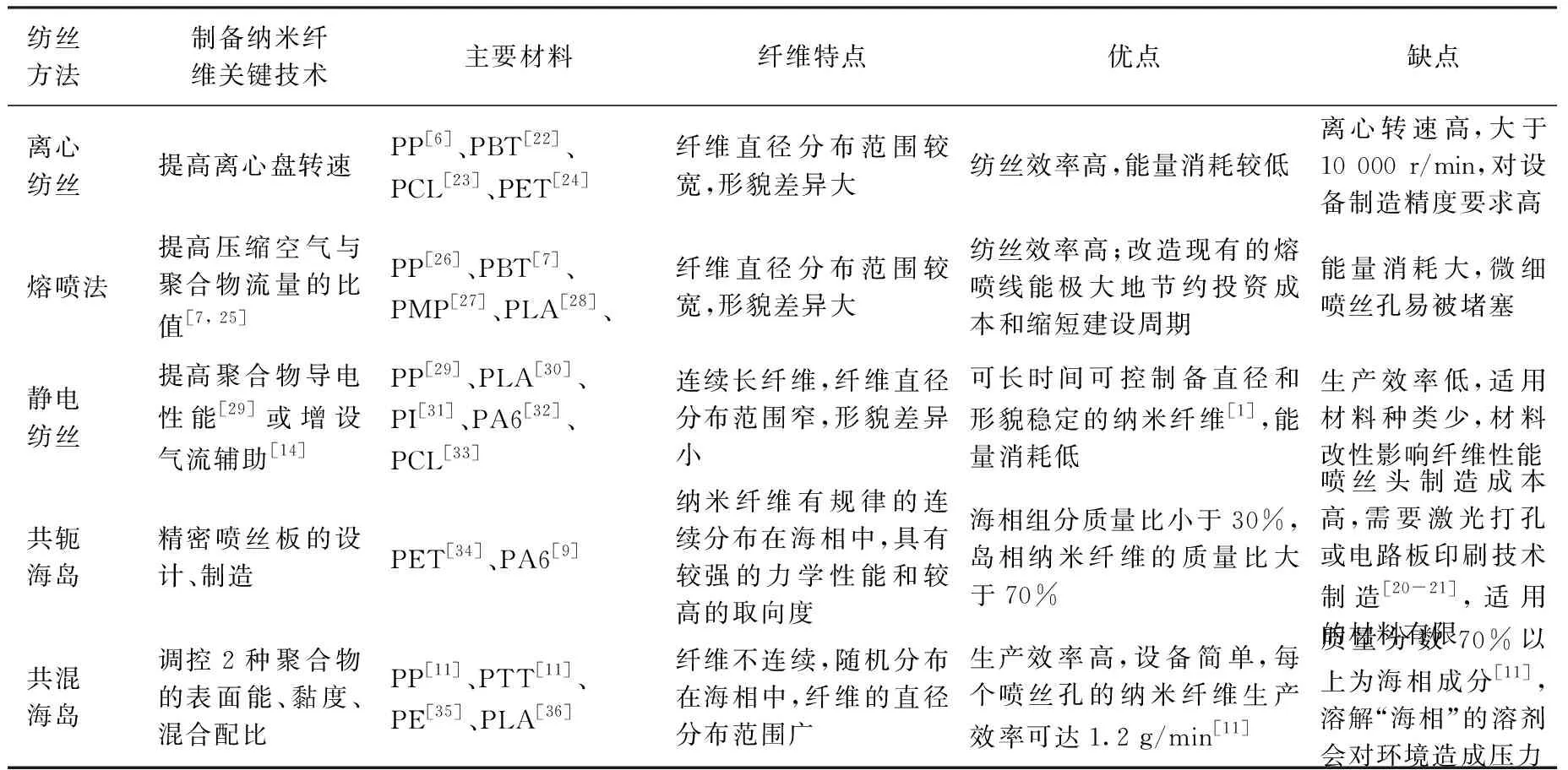
表1 聚合物熔體法制備納米纖維技術特點Tab.1 Characteristics of melt nanofiber preparation methods
注:PP—聚丙烯;PBT—聚對苯二甲酸丁二醇酯;PCL—聚己內酯;PET—聚對苯二甲酸乙二醇酯;PMP—聚甲基戊烯;PLA—聚乳酸;PA6—聚酰胺6;PE—聚乙烯;PTT—聚對苯二甲酸丙二醇酯。
1.3 復合熔體法制備納米纖維
隨著對紡絲原理認識的不斷深入,為解決單一紡絲法制備納米纖維存在的難題,研究人員通過對傳統紡絲方法進行疊加,形成了多種復合紡絲方法。
纖維細化方面,在離心紡絲法中引入氣流輔助[13],在靜電紡絲法中加入熱氣流輔助[14],在熔噴法中引入相分離原理[17]等都能有效地進一步減小纖維的直徑。在獲得特定結構的納米纖維制備方面:離心靜電法使制備的納米纖維具有更高的取向度[37];雙組分熔體靜電紡絲[15-16]在能源管理和藥物釋放領域具有廣泛的應用前景。根據納米纖維產品的性能要求,將多種紡絲方法進行有機組合是熔體法制備納米纖維技術的發展趨勢。
2 納米纖維細化工藝
聚合物熔體性質和紡絲工藝參數是影響纖維直徑的主要因素。同種材料通過不同的方法制備納米纖維時,工藝參數、纖維直徑及生產效率均有很大的差別。
表2示出了典型聚合物熔體納米纖維的制備工藝參數。隨著各種紡絲方法的組合疊加,影響纖維直徑的因素增多,各因素之間的耦合關系變得更加復雜,因此,把握紡絲過程中各參數對纖維直徑影響的基本規律,對于纖維的細化及紡絲新方法的提出具有重要的指導作用。
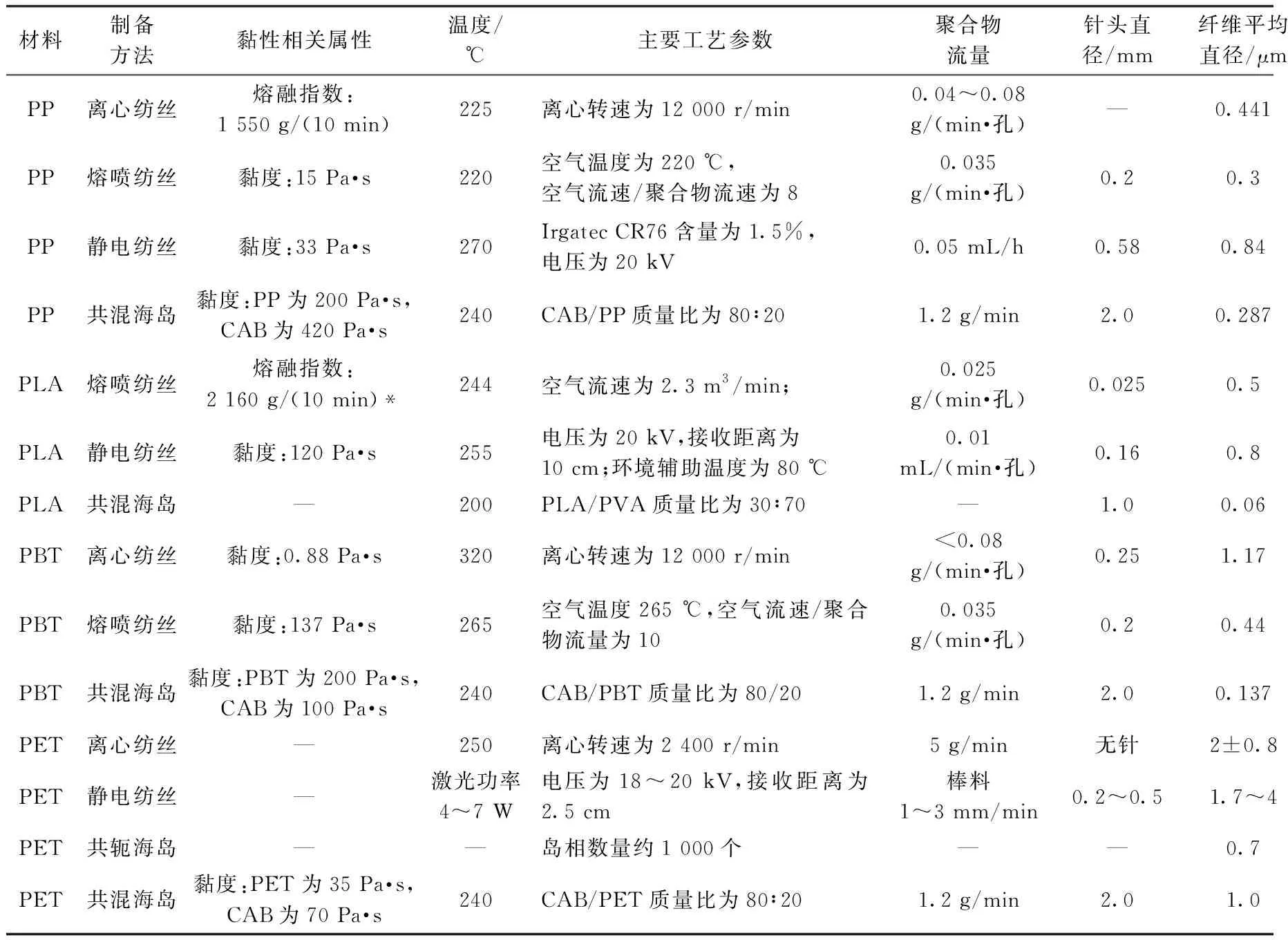
表2 典型聚合物熔體納米纖維制備工藝Tab.2 Typical polymer melt nanofibers preparation process
注:1)海島法中的聚合物流量是“島相”材料的流量;2)離心紡絲的噴頭流量通過纖維產量獲得;3)*表示黏度可根據材料牌號查手冊獲得;4)CAB為乙酸丁酸纖維素。
2.1 材料特性與纖維線密度的關系
黏度是決定材料是否能夠被制備成納米纖維的關鍵因素:黏度太低,聚合物熔體抵抗牽伸的阻力不足,纖維易斷裂甚至形成珠狀結構,影響纖維形貌[7];黏度太高,高分子鏈段之間相對運動阻力大,纖維細化困難。聚合物黏度主要受到材料屬性、改性劑及工藝溫度的影響。
聚合物分子量大小及分子鏈的空間立構形式是影響聚合物熔體黏度的主要因素。Lyons等[38]采用靜電紡絲制備PP納米纖維,研究結果顯示,當聚合物分子量由580 000降到12 000時,纖維直徑由 466 μm降到了3.55 μm;全同立構PP纖維的平均直徑小于無規立構PP纖維。Mikko等[39]采用特征黏度為1.6 dL/g和5.15 dL/g的 2種聚乳酸(PLA)進行離心紡絲發現,高黏度PLA的制品成片狀,無法形成纖維。通過進一步對成形纖維固有黏度的測量與分析,推測出PLA離心紡絲最佳的特征黏度范圍為0.8~1.2 dL/g。
在材料中添加改性劑是一種改變材料黏性的重要方法,主要改性劑種類有分子鏈剪切劑和降黏劑。Dalton等[29]在PP材料中加入質量分數為1.5%的分子鏈剪切劑(Irgatec CR76)后,纖維平均直徑從 35.6 μm降到840 nm。Qin等[30]研究了檸檬酸(ATBC)降黏劑對靜電紡絲PLA纖維線密度的影響,當ATBC的含量從0增加到6%時,纖維平均直徑由1.75 μm降到420 nm。
除此之外,在材料中加入導電能力強的添加劑,可有效地提高靜電紡絲方法中聚合物熔體受到的電場力,進而降低纖維的線密度。Nayak等[40]在低黏度聚丙烯中加入油酸鹽和氯化鈉,將聚合物熔體的導電率從10-9S/cm 提高到10-6S/cm,制備的纖維平均直徑從4 μm左右降到0.3 μm左右。
2.2 工藝溫度與纖維線密度的關系
在一定范圍內提高紡絲溫度可降低聚合物熔體的黏度,有助于纖維細化,但溫度過高,聚合物黏度太小,會導致纖維斷裂甚至出現珠狀現象,對于熱敏感性材料,溫度過高會導致材料的降解。O′Haire[44]對離心紡PP纖維進行了詳細的研究,在轉速為12 000 r/min的條件下,當紡絲溫度為 170 ℃時,PP熔體黏度太大,無法通過紡絲孔;當紡絲溫度升高到180 ℃時,成功制備出表面光滑的圓形纖維;隨著溫度的升高,纖維直徑逐漸變細;當溫度升高到220 ℃時,纖維膜中出現了零星的串珠結構;當溫度升高至230 ℃時,纖維制品中出現大量的珠狀結構,嚴重影響纖維性能。李好義[45]和Zhou等[41]在熔體靜電紡絲實驗研究中,分別觀察到類似的現象。Ellison等[7]采用熔噴法制備PP納米纖維的實驗中,將紡絲溫度從180 ℃升高至 220 ℃時,纖維平均直徑從0.45 μm降到0.30 μm, 但纖維膜中有零星的串珠出現。除此之外,熱敏感材料如PLA,在比熔點高10 ℃以上便易快速降解,因此,應進行分區段設置加熱溫度,盡量減少材料在高溫區的滯留時間。
2.3 聚合物流量與纖維線密度的關系
聚合物流量降低,單位體積熔體受到的牽伸能量越大,制備的纖維直徑越細,但納米纖維的生產效率也會隨之降低。Zhou等[41]采用高速攝像機觀察紡絲線上熔體流的運動狀態發現,在同樣的紡絲條件下,將PLA熔體的流量從0.05 mL/min降到 0.02 mL/min時,熔體射流的“鞭動效應”明顯加劇,推測其原因是單位熔體體積內的電荷量增加,使作用于單位體積的能量增加。Hassan等[26]將熔噴模頭中每個孔的聚合物流量從0.1 g/min降到 0.025 g/min時,纖維的平均直徑從1.2 μm降至 0.7 μm,認為是隨著聚合物流量的降低,單位體積熔體受到了更多氣流牽伸力。熔體離心紡絲未見聚合物流量與纖維線密度關系的報道,但Dabirian等[46]研究溶液離心紡絲時發現,將給料量從 1.31 mL/h降到0.91 mL/h時,纖維直徑從571 nm降到422 nm。
2.4 驅動力與纖維線密度的關系
驅動力越大,作用時間越長,制備的納米纖維越細,但是當驅動力瞬間過大時,纖維易斷裂,甚至在纖維膜中出現珠串等現象。O′Haire[44]在研究PP離心紡絲過程中發現,只有當轉速達到 11 000 r/min以上時,熔體射流才在噴絲孔末端形成;隨著轉速的提高,纖維直徑逐漸降低,纖維中短纖維含量也逐漸增多;當離心轉速達到 17 000 r/min時,纖維膜中出現大量的珠狀結構,認為是離心力太大,使射流形成受到干擾所造成的。Ruamsuk等[27]研究了熔噴氣流流量與纖維直徑之間的關系,在PMP流量保持 0.6 g/min的條件下,逐漸將氣流流量從 100 L/min升到300 L/min,纖維的平均直徑從6.8 μm降到3.9 μm,但紡絲過程逐漸從穩定連續射流變為不穩定連續射流,最后演變為不穩定間斷射流,雖然纖維平均直徑降低了,但纖維直徑的分布范圍逐漸變大。熔體靜電紡絲研究結果普遍顯示,隨著電壓的升高,纖維的平均直徑逐漸降低[18, 47]。
在一定程度上改變接收器與噴絲板之間的距離,可延長驅動力對纖維的作用時間,當紡絲距離過長時,由于纖維之間相互纏繞,反而使直徑有所增加,纖維直徑的分布范圍也提高。鄧榮堅等[47]的研究結果顯示,在相同的電場力作用下,纖維直徑隨著紡絲距離呈現先減小后增加的趨勢。Zhao等[48]研究了熔噴紡絲距離與纖維直徑的關系得出,隨著紡絲距離的增加,纖維直徑普遍逐漸降低,但當紡絲距離達到一定值后,纖維直徑不再有明顯的變化,對于個別材料,紡絲距離越長,纖維直徑反而增加。
改變紡絲區域的條件,可強化驅動力對纖維的細化效果。在熔噴工藝中,研究人員通過在紡絲區域設置氣流限制器[49]、百葉窗風[50]、拉爾環[51]延長高速氣流對纖維的作用時間,經模擬或實驗證實,增設延長氣流衰減速率裝置在一定程度上有助于纖維的細化。Suzuki等[52]在紡絲路徑上設置了負壓牽伸器,能夠解決正壓氣流橫向脈動強度大而導致纖維形貌差的問題,使纖維直徑分布更加集中。在靜電紡絲工藝中,將紡絲區域抽成真空[53]或填充氬氣[54]以提高環境氣體的介電常數,可獲得更高的靜電電壓,使纖維得到進一步細化。楊衛民等[30, 55]在熔體靜電紡絲區域中增加負壓抽吸氣流,利用耦合力場對纖維進行細化,使熔體靜電紡絲纖維直徑達到500 nm范圍以內。
3 熔體微分靜電紡絲技術
熔體靜電紡絲納米纖維具有形貌好、直徑分布范圍小的優點,相對于其他熔體法制備的納米纖維,在生物醫療、電池隔膜等高附加值領域具有明顯的優勢[1]。傳統毛細管針頭熔體靜電紡絲效率較低,不能滿足日益增長的納米纖維用量的需要,高效綠色熔體靜電紡絲方法、工藝及裝備的研發受到了越來越多的關注[1]。
本文研究團隊受自然界中瀑布“水溢自流”自然現象的啟發,發明了傘狀微分噴頭,通過原理揭示、工藝優化等手段實現了平均直徑小于500 nm纖維的可控制備[30,55],并研制了首套熔體微分靜電紡絲工業化生產線,生產效率可達6 kg/h[45],為熔體納米纖維的規模化應用奠定了基礎。
3.1 熔體微分靜電紡絲原理
熔體微分靜電紡絲以傘形微分噴頭為核心部件,通過微流道設計,使聚合物熔體均勻分配到微分噴頭入口。從微分噴頭入口到末端的流動過程中,隨著噴頭表面積的不斷增加,聚合物熔體厚度進一步減小。受高壓靜電場的誘導,在微分噴頭末端,聚合物熔體將形成一圈射流噴向接收端,如圖2所示。通過對電壓強度、熔體黏度、熔體供給量及輔助氣流速度的調控,使射流的最小間距可達到1.1 mm,單噴絲頭射流數量達到80多根,明顯提高了熔體靜電紡絲的效率[56]。

圖2 熔體微分靜電紡絲原理Fig.2 Principle of melt differential electrospinning. (a) Schematics; (b) Picture of melt differential electrospinning
3.2 纖維細化關鍵技術
針對聚合物熔體黏度高,難以制備500 nm范圍內納米纖維的現狀,從機制揭示、方法改進及材料改性等方面入手,成功制備了平均直徑為420 nm的PP纖維[55]和平均直徑為256 nm的PLA纖維[30]。
本團隊研究采用酚醛微球粒子示蹤法再現了聚合物熔體微元在射流過程中的運動軌跡,主要包括直線下落階段、不穩定階段和固化階段[57],并采用一步耗散動力學方法模擬了熔體微元的運動軌跡[57],揭示了熔體靜電紡絲“拔河效應”的纖維細化機制,有助于加深研究者對熔體靜電紡絲帶電射流牽伸細化的認識。
針對電場力牽伸能力不足,纖維細化難的問題,首次引入中部帶孔電極板和負壓氣流輔助牽伸細化技術[30],使聚合物熔體射流同時受到電場力及負壓氣流剪切力的耦合牽伸作用。相比于正壓氣流輔助細化[58],負壓氣流輔助不會對泰勒錐的形貌產生影響,纖維形貌和直徑等性能都更好,實驗結果顯示,隨著氣流速度的增大,纖維直徑呈明顯下降趨勢[30]。
同時,嘗試了多種改性劑降低PP、PLA熔體聚合物的黏度,最終在硬脂酸質量分數為4%,氣流速度為 29 m/s的條件下,制備了平均直徑為420 nm的PP纖維[55];在檸檬酸(ATBC)質量分數為6%,負壓輔助氣流速度為25 m/s的條件下,制備了平均直徑為 256 nm 的PLA纖維[30]。
3.3 熔體微分靜電紡絲批量化生產線
熔體微分靜電紡絲批量化生產線采用模塊化設計,利用熔體微分靜電紡絲原理、多場耦合牽伸技術、材料改性等關鍵技術,實現了納米纖維的批量化生產。
圖3示出熔體微分靜電紡絲批量化生產的照片。該生產線的主要工藝參數為:纖維直徑分布范圍為200~800 nm,纖維直徑方差為0.19;納米纖維膜密度為5~130 g/m2,納米纖維膜幅寬為1.6 m;鋪網工作速度為1~10 m/min;生產能力為300~600 g/h,可通過模塊擴展方式擴展到6 kg/h[45]。

圖3 熔體微分靜電紡絲產業化生產線Fig.3 Industrial production line of melt differential electrospinning
4 結束語
聚合物熔體法制備納米纖維不需要使用有機溶劑,是一種綠色環保高效的納米纖維制備方法。雖然聚合物熔體黏度高,制備納米纖維困難大,但通過對傳統工藝的優化和新方法的發明,熔體法制備大部分熱塑性聚合物納米纖維的高效性及相對溶液紡絲技術的優越性已得到驗證。盡管如此,在今后的研究中可圍繞以下3個方面進一步推進熔體法納米纖維的研究。
1)雖然改進傳統熔體紡絲法使纖維進入納米尺度的效果顯著,但存在轉速高、能耗大、效率低等問題。將多種單一納米纖維制備方法進行有機組合,應用于纖維牽伸細化,是聚合物熔體納米纖維制備方法的發展趨勢。
2)在聚合物熔體黏度、給料量、驅動力不匹配的情況下,纖維要么牽伸不充分,要么容易出現珠狀結構或滴料現象,因此,需深入研究聚合物黏度、驅動力及給料量之間的作用機制。另外,采用較小的牽伸力,延長牽伸時間是防止纖維斷裂、出現珠狀結構的另一途徑。
3)熔體微分靜電紡絲以傘形微分噴頭為核心部件,解決了傳統毛細管熔體靜電紡絲生產效率低的問題,將單位面積的射流數量提高了80多倍。雖然已實現典型材料平均直徑小于300 nm纖維的批量化制備,仍需要進一步開發靜電紡絲專用料,為納米纖維的應用拓展打下堅實基礎。
FZXB