
激光淬火加工質量視覺檢測系統研究
2019-01-07 11:57:18,,,,
計算機測量與控制 2018年12期
關鍵詞:檢測
, ,,,
(華中科技大學 武漢光電國家研究中心,武漢 430074)
0 引言
激光淬火技術是利用激光高能量的特性,在金屬工件表面進行離散淬火,形成一定深度的激光淬硬層。淬火得到的高碳馬氏體組織晶粒細小,晶粒內部易產生大量的位錯[1-2],從而大大增強工件表面硬度與耐磨性能,強化表面質量,從本質上實現物化性能的提升[3]。激光淬火時淬硬層的表面宏觀形貌能直接反映出淬火的質量狀況,主要存在的缺陷有表面褶皺、裂紋、雜質等。由于離散淬火的間斷性與快速性,宏觀形貌中不會出現裂紋與雜質缺陷,最常出現的缺陷為表面褶皺,即淬火過程對淬硬層表面紋理及粗糙度的影響。
視覺檢測是一種新型的非接觸檢測方法,主要利用圖像采集裝置獲取物體表面圖像,通過數字圖像處理及模式識別等技術,實現對物體表面信息的分析與檢測。隨著機器視覺技術的不斷發展,視覺檢測技術開始廣泛應用于微電子制造、汽車制造、鋼鐵生產以及其他工業生產的檢測中[4]。在激光加工方面,楊彩霞[5]采用10.6 μm波長激光器與彩色CCD相機,基于Visual C++平臺開發了激光淬火硬化帶寬度檢測系統,最大誤差為5.81%。陳殿炳[6]采用640×480的CMOS黑白相機,基于LabView設計實現了激光熔覆熔池長度、寬度和面積的視覺檢測。Nelson J Orozco[7]在激光復合焊控制系統中實現焊縫質量檢測,激光二極管發光經焊縫表面反射進入CCD,經圖像處理提取焊縫三維輪廓與幾何形貌,焊接速度達15.24 m/min。Junsok Lee[8]通過微型CCD相機與激光二極管構建激光三角測量視覺檢測系統,實現焊縫與倒角的質量檢測,尺寸精度可達0.1 mm。越來越多研究表明,由于視覺檢測具有高效率、高精度、低成本等優點,將其應用于加工過程的調控與加工質量的檢測,已成為激光加工技術研究的重要方向,有力地促進激光加工的自動化與智能化發展。
本文設計了一種用于激光淬火加工質量的視覺檢測系統。在工件上進行激光離散淬火處理后,對其表面進行視覺檢測,從而保障其激光淬火的強化質量,實現淬火加工的質量檢測功能。
1 激光淬火加工質量檢測系統結構
視覺檢測系統主要由光照模塊、圖像采集模塊以及計算機圖像處理軟件模塊組成。圖像采集模塊使用維視公司的MV-EM200C型號的千兆以太網彩色CCD相機,分辨率為1 600×1 200,幀率為40 fps/s,滿足在線檢測的圖像采集速度與精度要求。相機垂直于工件安裝,相機鏡頭距工件表面高度為200 mm,圖像覆蓋面積達184 mm×138 mm。照明系統使用緯朗公司的VLTX3D400X29R6W-24V型號的白色LED條形光源,兩根光源分列在工件兩側,采用低角度正面照明的方式,在避免工件表面高反光性影響CCD采集圖像的同時,保證CCD相機有足夠的進光量來采集清晰圖像。圖像處理軟件的開發在Windows 7系統上進行,使用Visual Studio 2010作為開發工具,運用OpenCV跨平臺開源計算機視覺庫,基于MFC框架進行軟件界面及功能的設計。
視覺檢測系統與激光淬火設備結合使用,工作過程如圖1所示。激光加工設備在運動中動態地控制激光振鏡,采用位移補償算法[9-10]對工件進行淬火處理,激光淬硬層結構產生變化,表面形成近似圓狀的小斑塊,稱為淬火斑。在條形LED光源照射下,CCD相機采集工件表面圖像,通過Gige數據接口實時傳輸數字圖像信號到計算機系統中,通過圖像處理軟件提取并分析圖像信息,實現工件表面淬火斑的視覺檢測。

圖1 激光淬火加工質量檢測系統結構圖
2 視覺檢測系統中的圖像處理軟件
圖像處理軟件是整個視覺檢測系統的關鍵部分,軟件的運行過程是,首先采用CCD相機開發包進行二次開發,控制CCD相機實時采集工件表面圖像,再利用OpenCV庫函數實現主要的圖像處理功能。作者針對工件表面淬火斑設計了質量檢測的軟件處理流程,如圖2所示。
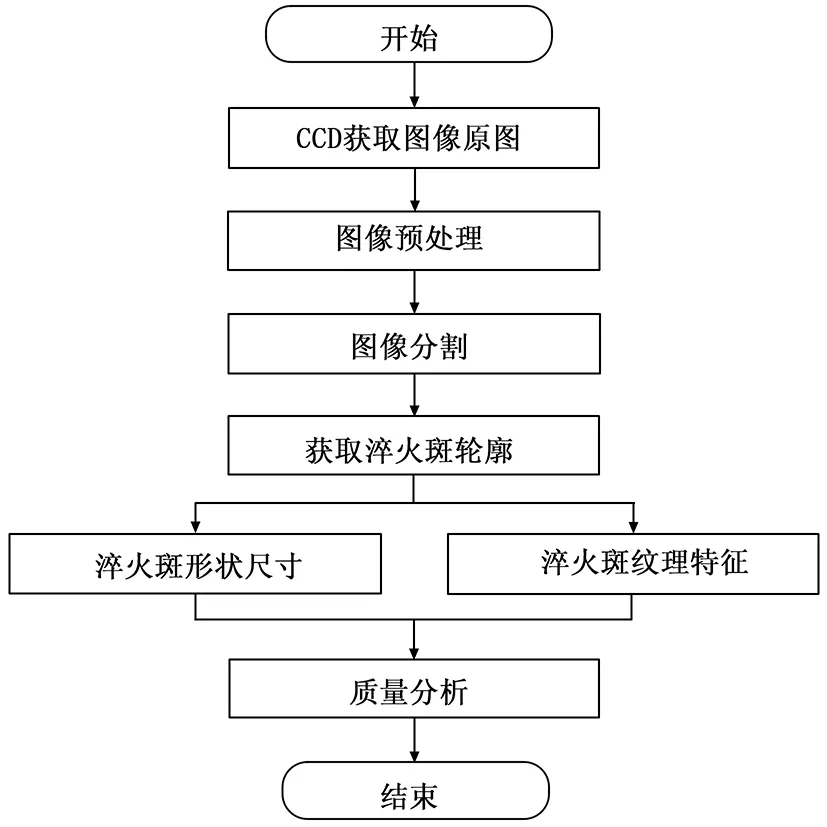
圖2 視覺檢測圖像處理流程圖
2.1 圖像預處理
將采集到的工件圖像先進行圖像預處理,包括ROI區域設置、圖像灰度化、直方圖均衡化、圖像濾波等操作。
CCD采集圖像的視場幅面通常超過檢測物體的范圍,需要設置合適的ROI感興趣區域,截取圖像中的工件部分。使用矩形表示感興趣區域大小,將ROI區域圖像標記并截取出來。
圖像灰度化是將RBG三通道圖像轉換為單通道的灰度圖像,可以減少圖像三分之二的數據量,提高后續處理速度。根據人眼對色彩的敏感程度,圖像顏色的轉換公式如式(1)所示。
f(i,j)=0.30R(i,j)+0.59G(i,j)+0.11B(i,j)
(1)
為了提高圖像中淬火斑區域與工件背景的對比度和清晰度,保障后續良好的圖像處理效果,作者選用直方圖均衡化方法實現圖像對比度的增強,它的基本思想是對圖像中像素個數多的灰度級進行展寬,而對圖像中像素個數少的灰度進行壓縮,調整圖像的灰階分布,使得在0~255灰階的分布更加均衡從而擴展像素取值的動態范圍,提高了對比度和灰度色調的變化,使圖像更加清晰。
CCD采集圖像時由于光電信號的轉換與傳輸,會在圖像中產生噪聲影響圖像質量。濾波操作在對噪聲進行抑制的同時也會平滑圖像,丟失圖像中的細節信息,因此需要選擇合適的濾波方法在濾除噪聲和保留信息之間達到平衡。作者采用基于排序統計理論的非線性圖像濾波方法,即中值濾波。其原理是對以像素點(i,j)為中心的鄰域窗口內所有像素的灰度值進行排序,位于排序序列最中間的灰度值來代替該中心像素點的灰度值,從而讓像素點的灰度值接近真實值,消除孤立的圖像噪聲點,在濾除噪聲的同時克服線性濾波器帶來的圖像細節模糊,最大限度地保留圖像中淬火斑的邊緣輪廓信息。
2.2 圖像閾值分割
圖像閾值分割是利用圖像中要提取的目標與背景在灰度特性上的差異,把圖像視為具有不同灰度級的兩類區域(目標和背景)的組合。選取一個合適的閾值,將灰度值大于閾值的像素點的灰度設為255,灰度值小于閾值的像素點的灰度設為0,從而確定圖像中的每一個像素點應該屬于目標還是背景區域,產生相應的二值圖像,實現工件背景和淬火斑目標的分割。由于圖像中淬火斑與工件背景的灰度范圍產生重合,沒有明顯的灰度階差異,為了準確分割圖像,作者采用自適應局部閾值法。將像素點(i,j)鄰域塊中所有像素的灰度均值,作為該像素點上的分割閾值,這樣每個像素點的分割閾值大小由其鄰域像素的灰度分布決定,從而分割閾值隨著圖像區域的明暗變化而動態變化,有效避免光照不均對圖像的影響,清晰劃分出淬火斑與工件背景的邊界。
2.3 獲取淬火斑連通域輪廓
邊緣輪廓是淬火斑的主要特征。Canny算子是一種求取最優邊緣的檢測方法,使用一階差分方法計算邊緣方向與幅值,再進行非極大值抑制操作來突出細化邊緣,最后進行雙閾值檢測,選擇兩閾值區域內的邊緣像素點,最終得到真實邊緣細化曲線的圖像。
直接采用Canny算子求取邊緣,圖像中存在許多非淬火斑邊緣輪廓的線條,因此必須濾除圖像中眾多的無關邊緣輪廓。作者在Canny邊緣檢測算法的基礎上進行改進,從二值邊緣圖像中準確獲取了淬火斑連通域邊緣。首先使用Canny算子進行邊緣檢測,得到二值輪廓圖像;再對輪廓圖像中所有線條進行遍歷并編號,篩選出閉合輪廓曲線;接下來判斷閉合輪廓是否為其他輪廓的內輪廓,若是則去除,只留下外部輪廓;最后對閉合的外輪廓計算像素面積,設置合適大小的面積閾值,面積大于該閾值的線條即為淬火斑連通域輪廓。
2.4 提取特征信息并分析
完成上述圖像處理步驟,從幾何尺寸和紋理特征兩方面提取淬火斑信息,分析其與淬火斑狀態變化的規律。首先通過輪廓線條計算淬火斑的幾何特征,包括淬火斑連通域面積、長度、高度等。淬火斑連通域面積S為其連通域輪廓內所有像素點(i,j)的實際面積。長度值a與高度值b分別為連通域在水平方向的最大跨越長度與垂直方向上最大跨越高度,由此得出長高比為ω=a/b,來描述淬火斑連通域形狀。
紋理特征是圖像像素間變化的周期性排列,不同質量狀態的淬火斑,表面紋理會有很大的差異。灰度共生矩陣是一種通過研究灰度的空間相關性,來對圖像紋理進行描述的方法[11-12],是像素點對組成的聯合灰度直方圖。
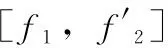
圖3 灰度共生矩陣中像素點對形成示意圖
E=∑α∑βρ(α,β)2
(2)
Q=-∑α∑βρ(α,β)logρ(α,β)
(3)
3 淬火斑質量檢測實驗與結果分析
為了驗證視覺檢測系統的實際可用性,分別在低能量(3000 W)、最優能量(4000 W)、高能量(5000 W)3種不同激光能量輸入背景下,對工件進行淬火加工并采集圖像,設置工件ROI圖像大小為280像素×110像素,進行一系列圖像處理操作并計算特征值。要得到淬火斑連通域的實際幾何尺寸需要進行像素標定實驗,工件實際寬度為75 mm,在圖像中對應的像素值為652 pixel,所以標定的像素當量為75/652=0.115 mm/pixel。將像素尺寸轉換為實際尺寸,測量的特征信息結果如表1所示。
分別選擇3種不同激光淬火加工參數下的淬火斑進行質量檢測實驗,每組淬火斑各12個樣本,計算其面積值和隨機熵值如圖4、圖5所示。
根據數據分析發現:在面積特征量方面,高能量輸入(5000 W)的淬火斑連通域面積值遠遠大于其他兩種能量輸入情況下的面積值;比較隨機熵特征量,低能量輸入(3000 W)的淬火斑隨機熵值均小于其他兩種能量輸入情況下的隨機熵。因此,提出一種雙閾值判斷法進行淬火斑質量檢測,分別設置面積判斷閾值為150 mm2,隨機熵判斷閾值為7.7。經過兩個閾值判斷后,只有當淬火斑面積小于150 mm2且隨機熵值大于7.7時,該淬火斑為能量輸入最優、質量良好的淬火斑,否則為質量較差、能量輸入偏高或偏低的淬火斑。
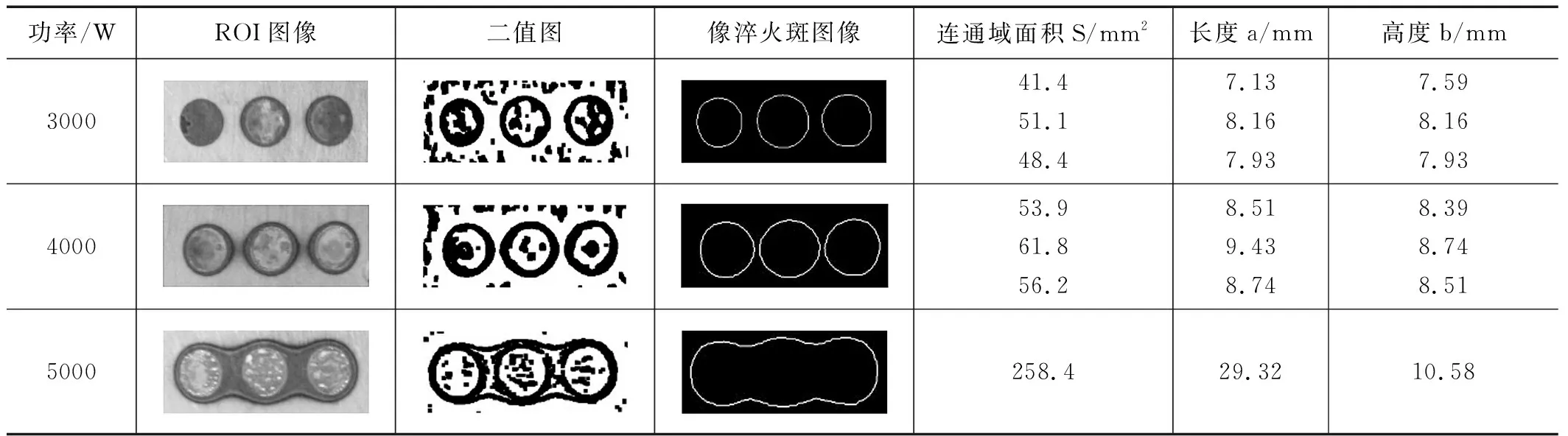
表1 不同激光功率下的圖像處理結果
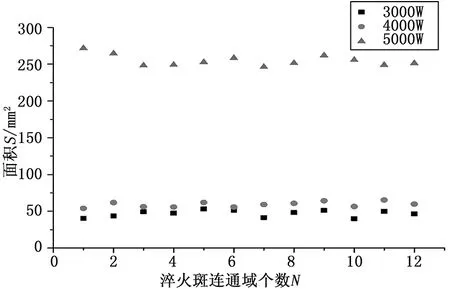
圖4 不同能量輸入下的面積S分布

圖5 不同能量輸入下的隨機熵Q分布
針對淬火斑雙閾值判斷方法的檢測準確性進行驗證實驗。將低能量輸入、最優能量輸入、高能量輸入3種情況下各200個淬火斑圖像,按照上述檢測方法進行檢測。實驗中,單個淬火斑平均檢測時長為10.1 ms,完全滿足實時檢測的需求。從表2中檢測結果可看出,能量輸入最優(4000 W)、質量良好的淬火斑檢測準確率高達96.5%,而質量較差、能量輸入偏高或偏低的淬火斑檢測準確率綜合計算后為96%,均存在較小比例的檢測錯誤率。

表2 淬火斑雙閾值判定法驗證實驗結果
分析驗證結果可知,高能量輸入(5000 W)下淬火斑出現搭接現象,淬火斑圖像連通域為3個淬火斑區域之和,與其它兩種能量輸入下的淬火斑連通域相差很大,因此雙閾值判定法中面積閾值檢測準確率高達99.5%,具有很高的可靠性。而隨機熵閾值在低能量輸入(3000 W)與最優能量輸入(4000 W)的淬火斑檢測中產生的誤判率達7.5%,原因主要是淬火斑表面不穩定的紋理結構影響了隨機熵值的大小。由于激光淬火環境復雜,激光傳輸過程中易受空氣中灰塵、雜質等影響,激光能量大小與均勻性發生變化,使得激光淬硬層表面組織產生差異,淬火斑紋理的不穩定性增加,隨機熵值產生波動,造成隨機熵閾值誤判率增加。后期可以結合其他紋理特征進行綜合判定,以提高低能量輸入淬火斑與最優能量輸入淬火斑的檢測準確率。
4 結語
本文對激光淬火加工質量視覺檢測系統進行設計與研究。采用CCD相機、LED條形光源、計算機構建視覺檢測系統,對激光淬火斑進行質量檢測。在開源計算機視覺庫OpenCV的支持下,設計了圖像處理軟件。通過改進Canny邊緣檢測方法,提取圖像中淬火斑連通域輪廓,并根據其幾何信息與紋理信息提出一種雙閾值判定方法來檢測淬火斑質量。在驗證實驗中,對高能量、最優能量、低能量3種激光能量輸入下的淬火斑進行分類檢測。在每組淬火斑樣本數據為200的情況下,檢測正確率均在92.5%以上,單個淬火斑檢測用時為10.1 ms,基本滿足激光淬火在線檢測的需要。視覺檢測系統的設計完善了激光淬火加工系統的功能,也對激光淬火質量在線檢測技術的廣泛應用有著重要的研究價值。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
