剩余氨水槽雙槽除油技術改造
2019-01-07 02:43:54么福影
天津冶金 2018年6期
么福影
(天津天鐵煉焦化工有限公司,天津300300)
0 引言
在焦化行業中,由焦爐來的荒煤氣需經過氣液分離器將煤氣與焦油氨水混合液進行分離,而焦油氨水的分離大部分采用機械化澄清槽和焦油氨水分離槽形式,天津天鐵煉焦化工有限公司采用兩座并聯立式焦油氨水分離槽的工藝進行分離。
分離后的氨水大部分作為焦爐上升管冷卻噴灑液循環使用,而小部分送往煤氣凈化回收工序。因工序不同,作用也不同。氨水含焦油量很高,對后續工序影響很大,因氨水沿管道輸送,一并帶夾著焦油進入管道及后續設備,因后續工作中要求液體介質的溫度降低,焦油易凝固堵塞。主要表現在設備填料層、排污口及換熱器的堵塞上,如何在焦油氨水分離源頭及過程控制中降低含油量,一直是各個企業及行業里研究的課題。
1 氨水除油現狀
焦油氨水分離采用兩座立式焦油氨水分離槽并聯使用,分離槽為柱體內錐結構,內部為椎體,外部為環形液體儲槽。生產中混合液進入內錐,重力作用下密度重的焦油沉積到椎體底部,氨水浮于上部,上部多余氨水沿上下導管進入外部環形槽,通過定期打開內錐底部閥門排出內錐底部焦油的操作,進行焦油氨水分離。分離后的氨水進入氨水槽,氨水槽內部有隔斷,在進口隔斷區有排污口,定期排除分離不凈的焦油,后續氨水還經過砂石過濾器濾除油類等,進一步進行除油。
除油后的氨水部分作為循環冷卻液進入終冷塔;部分作為電捕的沖洗液,而大部分當作吸附煤氣中H2S的堿源進入車間AS工藝中。為避免管路及塔堵塞現象的發生,保證AS脫酸蒸氨效果,解決氨水帶油問題,通過技術革新,在各個工序中先后進行了除油改造。運行車間通過增加AS洗滌工序液相氣浮設備,對砂石過濾器進行瓷管過濾器技術改造,以及增加剩余氨水槽排油頻率等措施進行緩解。但后續工序中帶油問題仍存在。總之,盡量減少后段工序中日積月累的阻塞物,降低氨水含油,仍是煤氣凈化工序里的重點難點。
1.1 原設計瓷管過濾器結構及除油工藝原理
原設計的瓷管過濾器結構及工藝情況如圖1所示。瓷管過濾器將瓷管上下分為兩段,每段瓷管長為1 m、直徑108 mm,其中上段瓷管單面帶法蘭,方便與上塔盤固定連接。安裝時底部設一塔盤并與罐壁焊接牢固。如圖1所示,頂部的塔盤(如圖中粗虛線所示)為帶孔(孔徑為108 mm)塔盤,并與罐壁焊接牢固。吹掃蒸汽管道安裝時必須保證每一根瓷管有一根蒸汽管道,并且蒸汽管道必須插入每一根瓷管內20 cm。
工作原理:剩余氨水從底部進入過濾器,經過瓷管外壁進入瓷管內部,再從瓷管頂部匯合后進入下一段工序(如圖1實線箭頭所示),此時焦油類物質被阻擋在瓷管外壁的微孔中。當需要反沖洗時,先將氨水進出口閥關閉,打開吹掃蒸汽(0.3 MPa),保持罐體壓力在0.3 MPa以下,緩慢地開啟放空閥,此時吹掃蒸汽從瓷管內部往外吹掃,附著在瓷管外壁和瓷管內微孔中的焦油又被重新剝落,并和污水一起排入地下放空槽,最終返回荒煤氣管道系統。
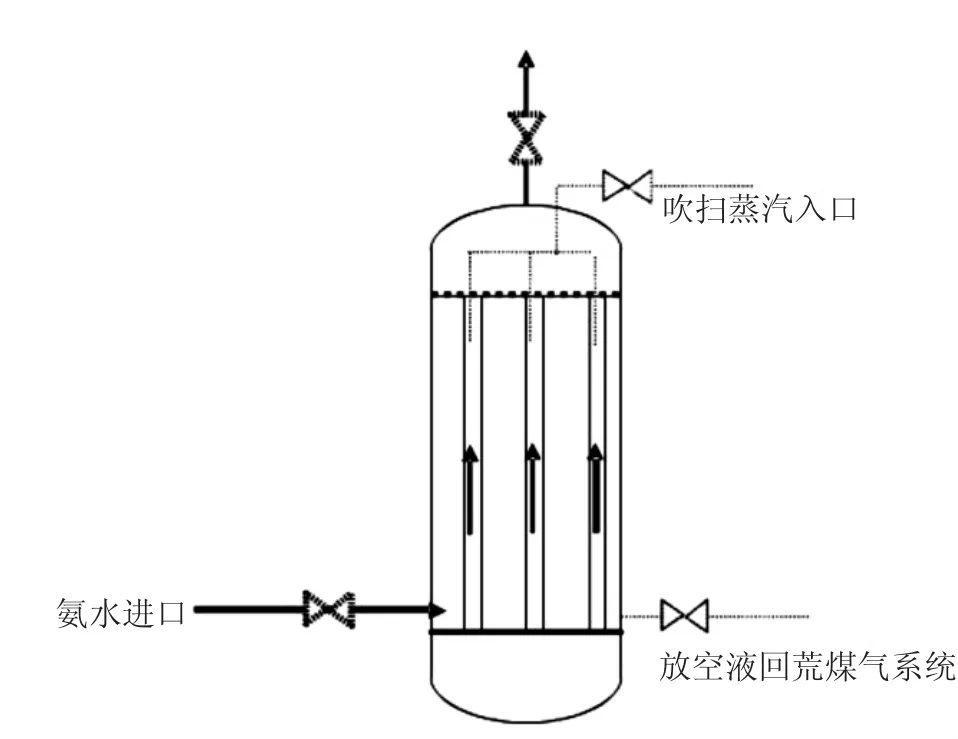
圖1 瓷管砂濾器結構圖
1.2 生產運行存在的問題
1.2.1 換熱器換熱效果下降,堵塞問題明顯
在煤氣凈化單元中,溫度指標的控制起到決定作用,我廠各類換熱器50余臺,主要為螺旋板式換熱器及板式換熱器,其中AS工序中占大部分,因工序介質溫度高、壓力大、腐蝕性強,配套的換熱器多數成本昂貴(多為304、316、鈦材等),且拆裝維修困難。
生產過程中換熱器換熱效率下降問題明顯,不得不增加反沖洗頻率,尤其在夏季一直制約著生產。其主要原因是液相介質含油多,遇高溫膠質碳化嚴重,其阻塞換熱器間隙,其中板式換熱器問題凸顯。
1.2.2 管道、設備有堵塞現象
吸收了煤氣中H2S的氨水(富液、廢水、汽提水統稱液相)貫穿整個回收工序中,剩余氨水中夾帶的高溫膠質碳化的油類(焦油)極易附著在管道壁淤堵塔體排污口、凝固填料層,造成塔阻升高,對生產、檢修帶來很大困難,生產中被迫每天進行塔器設備排污,增加了勞動量。
1.3 解決方法
近幾年槽區現場罐體腐蝕漏液嚴重,在環保壓力日益嚴峻的大背景下,2017年我廠立項對焦油氨水分離槽、剩余氨水槽進行更新。
相關技術人員在交流學習中,發現將剩余氨水槽增加內錐除油裝置,可以在源頭控制氨水含油量大大減少帶入焦油量,對后續工序有積極的影響。
我廠利用氨水槽即將更新的契機,通過交流學習并結合自身工藝情況,對剩余氨水槽進行了技改更新,增加內錐除油功能,且考慮對兩座剩余氨水槽進行雙槽除油技術創新改造。
2 剩余氨水槽改造結構及原理
(1)分別增加了剩余氨水槽內錐除油裝置,可定期從椎底進行排油操作。
(2)增加了A/B槽互通倒流液管道,管道高度選取克服了自流壓差值。
(3)增加了內錐與環形槽壓力平衡聯通管道可實現內錐除油槽與普通儲槽的功能切換。
(4)界定了壓力傳感液位計在不同功能模式運行下的量程關系。
(5)增大了溢流導管最高溢流高度。
改造情況說明:改造后剩余氨水槽兩帶內錐結構如圖2所示。因內錐隔層的特殊結構,進口需要在錐體內,出口需在外部環形槽上,同時要兼顧A/B槽既可串聯使用,又可并聯使用,且串聯時A/B槽可前后切換順序,在一槽檢修時,另一槽可單獨投運,克服各類復雜關系的情況下,從設計到施工驗收,順利完成了技改任務。
3 投產及改造效果
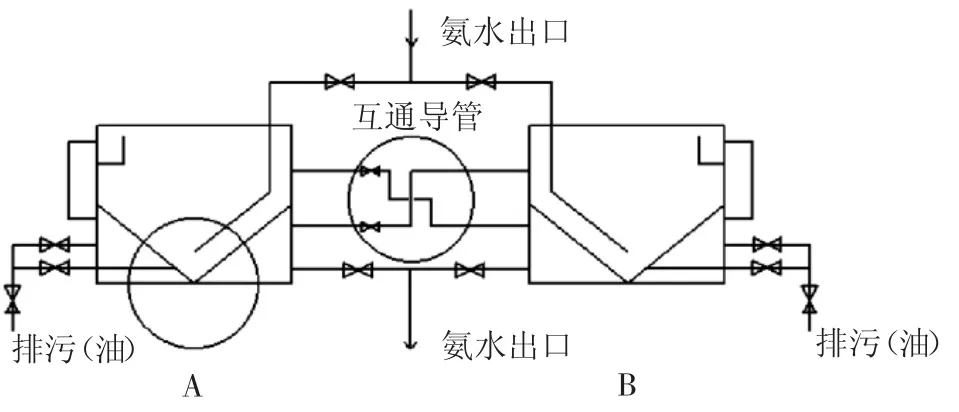
圖2 兩帶內錐剩余氨水結構圖
剩余氨水槽除油技術改造于8月底完成,次日投產。投產后系統運行穩定,采用串聯使用,前槽為除油槽,后槽為氨水儲槽(打開內錐與環形槽壓力平衡聯通閥門)。
改造前后效果對比見表1。
通過改造前后氨水化驗數據的對比,剩余氨水含油量有效降低,改造前單槽除油率為3.5%,改造后單槽除油率達到41.1%,其帶入到后段工序的油量大大降低,有效緩解了設備堵塞現象。經過2個多月的連續穩定運行,其除焦油效果明顯,達到了預期效果。
4 結束語
剩余氨水槽增加內錐除油裝置,可定期進行排油作業,且雙槽內錐除油較單槽更加復雜,但是使用更加靈活,可串聯或并聯使用,而且串聯時兩槽可前后切換順序,一槽檢修時,另一槽可單獨投運。
生產上剩余氨水除油改造,可在源頭控制氨水含油量,減少后續工序的帶入,降低換熱器檢修頻次,延長塔體填料使用壽命,為正常生產運行調節提供保證。
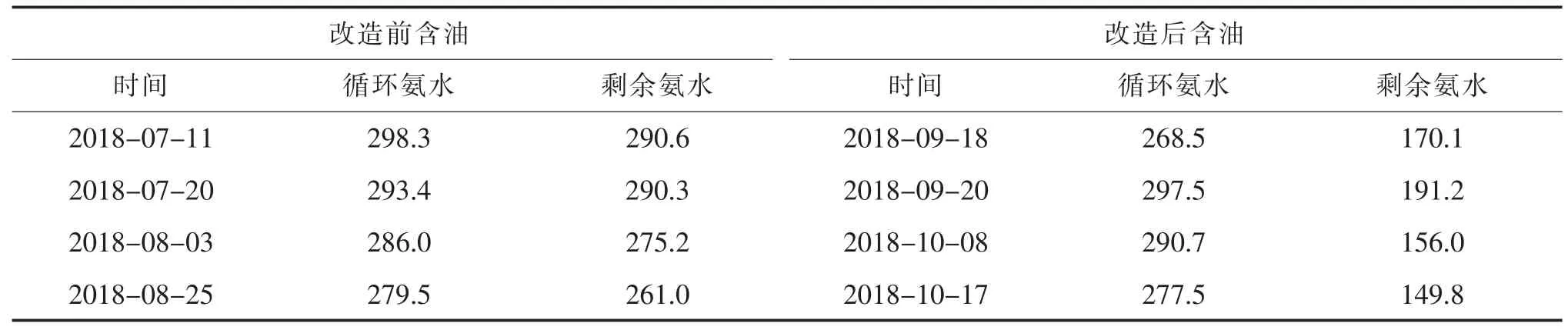
表1 剩余氨水槽改造前后除油效果
通過對剩余氨水的改造,基本解決了剩余氨水帶油及洗滌系統剩余氨水溫度過高的問題,降低了焦爐煤氣系統阻力,保證了焦爐煤氣的正常輸送。經改造,提高了煤氣系統的凈化效率、化產品的回收率及出廠煤氣的質量。此項改造投資少,工藝簡單易行,能夠解決國內同類廠家面臨的同樣問題,具有推廣應用前景。