S Zorb裝置吸附劑提升管線的沖刷腐蝕與防護*
2019-01-09 10:04:44
石油化工腐蝕與防護 2018年6期
關鍵詞:檢測
(中國石油化工股份有限公司鎮海煉化分公司,浙江 寧波 315207)
某煉油廠第一套S Zorb裝置于2009年建成,設計規模為1.5 Mt/a;第二套S Zorb裝置于2014年建成,設計規模0.9 Mt/a。兩套S Zorb裝置均采用吸附脫硫工藝技術,該技術基于吸附原理對汽油進行脫硫,通過吸附劑選擇性地吸附含硫化合物中的硫而達到脫硫目的。該技術具有脫硫率高(10 μg/g之下)、辛烷值損失小、氫耗低和操作費用低的優點。
自開工以來,兩套S Zorb裝置的吸附劑管線沖刷腐蝕非常嚴重,沖刷腐蝕速率最大時達到24 mm/a,嚴重影響了裝置的安全生產和正常操作。
1 S Zorb裝置沖刷腐蝕現狀
1.1 沖刷腐蝕部位分析
按控制方式劃分,吸附劑管線可以劃分為重力+上下游壓力差控制和氣體提升控制。從沖刷腐蝕情況來看,重力+上下游壓力差控制的吸附劑管線,除了一些縮頸段(如:膨脹節的導流筒部位)存在較為嚴重的沖刷腐蝕外,總體上此類管線的沖刷腐蝕是可控的。而氣體提升控制的吸附劑管線,存在嚴重的沖刷腐蝕問題,需要頻繁維修。該文主要針對氣體提升控制的吸附劑管線進行分析。
按提升介質劃分,吸附劑管線可以劃分為氮氣提升和氫氣提升。氮氣提升的管線,泄漏時會引起吸附劑循環中斷,處理故障一般需要4 h以上。但是,由于S Zorb裝置的工藝特點,即便短時間處理好管道泄漏,恢復正常生產往往需要12 h或者更長的時間(吸附劑循環波動會引起再生器器壁上的結塊脫落,再次造成吸附劑循環中斷,只能不停地拆裝管件進行疏通)。對于氫氣提升的管線,泄漏造成的后果更為嚴重,由于氫氣泄漏而著火停工,存在較大的安全隱患(見表1)。由表1可以看出,存在沖刷腐蝕的部位主要集中在氣體提升控制的吸附劑管線。
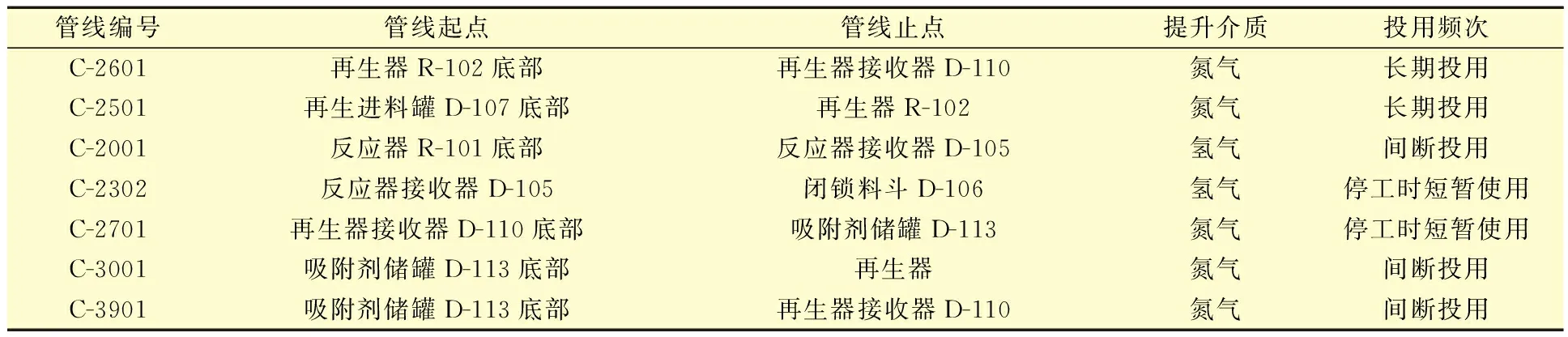
表1 存在沖刷腐蝕的吸附劑管線
1.2 沖刷腐蝕的典型案例
氣體提升控制的吸附劑管線,長期投用發生了嚴重的沖刷腐蝕,沖刷腐蝕最嚴重的是C-2601,沖刷腐蝕速率達到了24 mm/a。隨著裝置運行時間的延長,間斷投用的管線沖刷腐蝕問題也日益凸顯。
1.2.1 長期投用的管線
管線C-2601的主要幾何參數如表2 所示。
為了在一個平面上顯示管道的幾何模型及尺寸,將彎頭3和彎頭4在水平面上旋轉90°,使得管線在一個平面上,見圖1。

表2 管線C-2601的主要幾何參數
2012年6月,管線C-2601水平管段上壁發生泄漏(圖中彎頭1和彎頭2之間的水平管段)。剖開水平管段后發現管線內部有明顯的沖刷溝槽(見圖2)。
此后的2012年12月,該管線水平管段上壁再次泄漏。對剖管線,發現沖刷腐蝕形態與上次一樣,唯一的區別在于,該次泄漏部位逆流程方向“漂移”了200 mm左右。
2013年6月,該管線靠近D110的斜管上側發生了泄漏。根據測厚結果,存在多處減薄區域,而且減薄區域全部集中在管線上壁。
2013年10月21日,該管線水平管段上的彎頭外側泄漏,安排更換(彎頭壁厚9.0 mm)。11月27日定點測厚,測得該彎頭最薄點6.9 mm。12月20日對該彎頭定點測厚,測得該彎頭最薄點5.0 mm,腐蝕速率達24 mm/a。
2013年10月21日,在處理水平管段彎頭漏點時,發現水平管段上的手動耐磨球閥沖刷腐蝕嚴重,如圖3和圖4所示。由圖3和圖4可以看出,閥球的圓形通道已經沖刷腐蝕成橢圓形,閥座沖刷腐蝕出臺階。
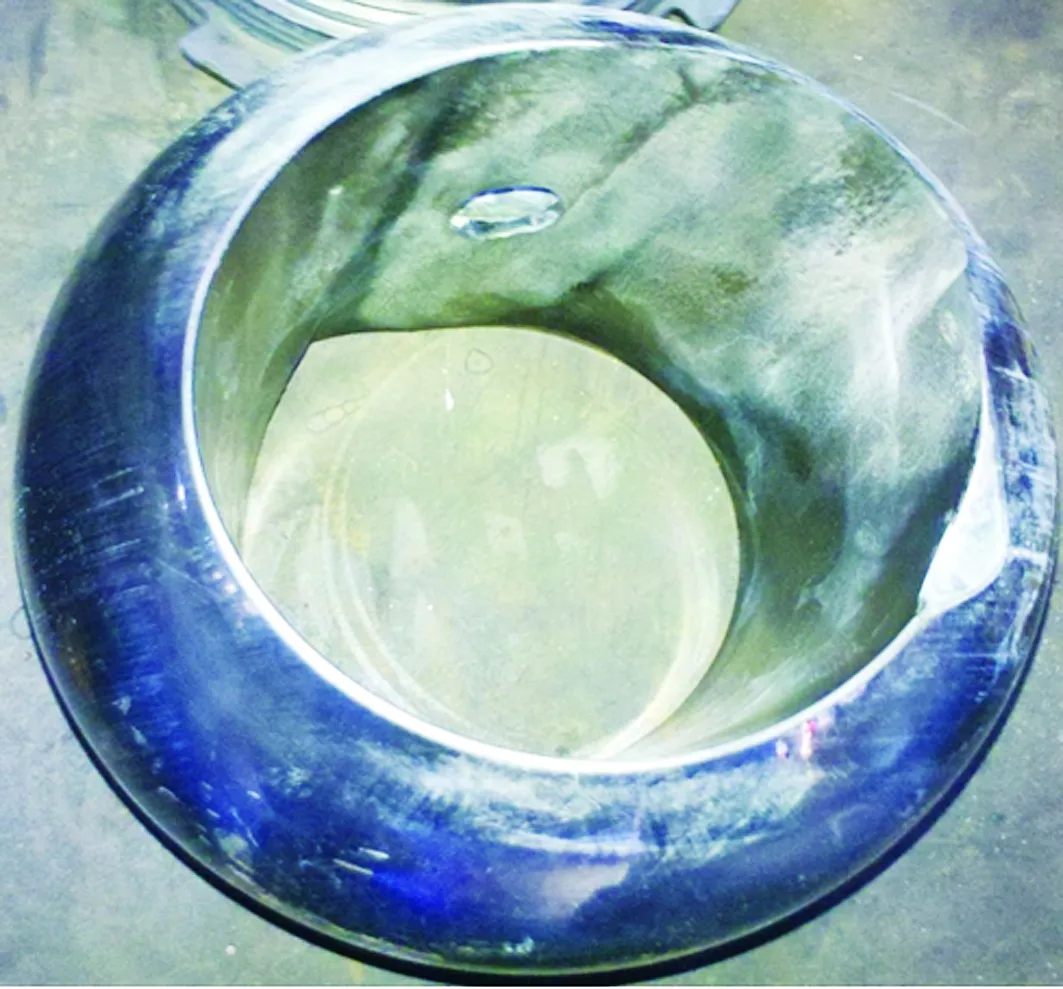
圖3 閥球的圓形通道沖刷腐蝕痕跡
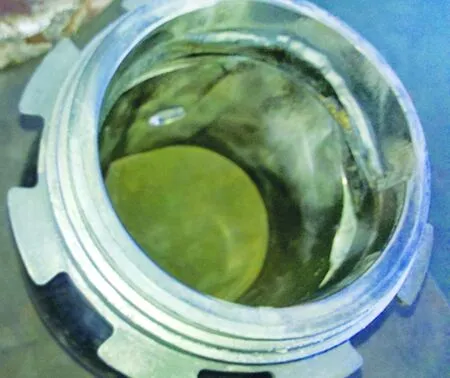
圖4 閥座沖刷腐蝕處臺階
1.2.2 間斷投用的管線
間斷投用的管線,沖刷腐蝕的部位和C-2601類似。由于投用時間短,偶而發生沖刷腐蝕泄漏,總體上可控。只有C-2001,因為吸附劑量和提升氣體量比例嚴重失衡,吸附劑流速高,也存在較為嚴重的沖刷腐蝕。以第一套S Zorb裝置C-2001為例,2015年6月和2015年9月分別測厚一次,60號測點由9.32 mm減薄到8.05 mm;100號測點由9.11 mm減薄到7.78 mm,在此期間,這條管線間斷投用的時間累計起來約30 d,據此計算,60號測點的沖刷腐蝕速率為15.24 mm/a;100號測點的沖刷腐蝕速率為15.96 mm/a。
2 沖刷腐蝕機理分析
吸附劑提升管線沖刷腐蝕,是由于材料表面與吸附劑顆粒碰撞造成的。
采用流體計算軟件FLUENT,選用DPM兩相流模型對C-2601管道中的兩相流動進行了模擬[1]。幾何模型及尺寸示意見圖1。在管道尺寸和管道材質、吸附劑種類和吸附劑規格一定時,管壁沖刷磨損通常取決于管道內部流體的流動特性和固體顆粒分布特性。
2.1 流動特性
管道幾何不連續部位的速率分布如圖5所示。由圖5可以看出:(1)在吸附劑與氮氣相交處底部水平管段的上方,流速急劇降低,出現明顯的低速區,而水平管段下方區域為高流速區;(2)管道中各個彎頭的內側速度均較高,而彎頭外側的流速均稍低于彎頭內側處的流速。
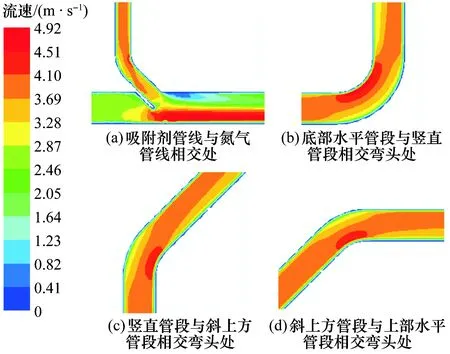
圖5 管道幾何不連續部位流速分布圖
管壁沖刷磨損的嚴重程度還與流體的流動沖擊角(流體流動速度與管壁表面的夾角)有關(見圖6)。圖6(a)中給出了吸附劑管線與氮氣管線相交處底部水平管段下方的速度矢量圖,圖6(b)中給出了彎頭處的速度矢量圖,圖6(c)中更為直觀的給出了沿著該彎頭直管段來流方向的速度矢量圖。由圖6(a)可知,底部水平管段下方的流體流動的速度方向幾乎與管壁平行,流體和顆粒幾乎不會與管壁發生碰撞,因此雖然水平管段下方流速較大,并不會導致底部水平管段下方的嚴重沖刷腐蝕。由圖6(b)和圖6(c)可知,流體流經彎頭時,幾乎不與彎管內側進行碰撞,而彎管外側則直接受到來流方向流體的撞擊,更容易發生沖刷腐蝕。
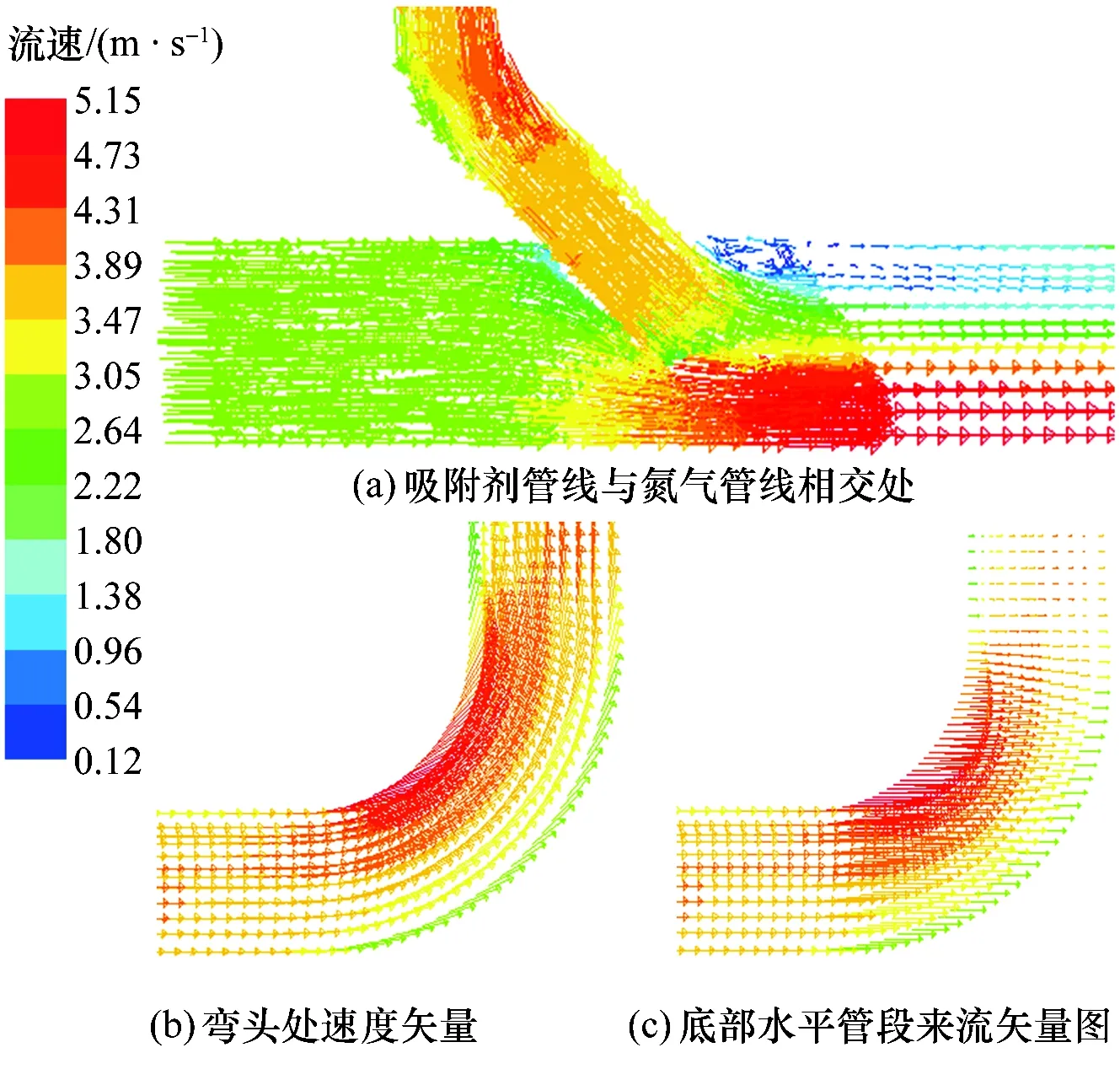
圖6 幾何不連續區域的速度矢量圖
2.2 顆粒分布特性
氮氣入口速度一定時,不同吸附劑入口速度(v2)對應的管道內的顆粒濃度分布見圖7。由圖7可知,吸附劑入口速度較小時,吸附劑集中在底部水平管段的上方;在豎直管段與斜上方管段相交的彎頭及其下游部位,顆粒大多分布在管道的上壁面處。隨著吸附劑入口速度的增大,吸附劑集中在底部水平管段的中間區域;在下游的豎直管段及斜上方管段中,顆粒大多分布在豎直管段中心向左區域以及斜上方管段中心靠上區域。吸附劑入口速度過大時,由于吸附劑入口速度大,從斜插管流入的吸附劑首先到達底部水平管段的下部,繼而由下部向水平管段的上部區域擴散撞擊。由此可知,合理匹配氮氣和吸附劑入口速度,保證流動過程中顆粒均處于管道的中間區域,是解決沖刷腐蝕問題的有效途徑。
2.3 沖刷腐蝕嚴重部位預測
根據管道內流體的流動特性和顆粒分布特性,可對管壁沖刷磨損較嚴重的部位進行預測,預測沖刷腐蝕嚴重的部位主要集中在底部水平管道上側部位、彎頭的外側部位及斜上方管段上側部位,與現場實際沖刷腐蝕情況相符。
3 監檢測方法探討
3.1 超聲波在線測厚
超聲波在線測厚,就是當探頭發射的超聲波脈沖信號通過被測物體到達材料分界面時,脈沖信號被反射回探頭,通過精確測量超聲波在材料中傳播的時間來確定被測材料的厚度。
目前,對于沖刷腐蝕嚴重的3條管線(C-2601,C-2501和C-2001)布設測厚點,其中第一套S Zorb裝置累計布設65點,第二套S Zorb累計布設54點,三個月測厚一次。通過定點測厚,積累了大量的數據。但這種測厚方式也存在缺點:(1)隨著提升氣體流量的變化,管線上的沖刷腐蝕部位會發生“漂移”,導致定點測厚往往不能捕捉到最薄點,監測效果不理想;(2)鑒于沖刷腐蝕速率最高時達到24 mm/a,為安全起見,測厚頻次需要提高到一個月一次甚至半個月一次,所有工作均依賴人工完成,工作量較大。在日常測厚時,通過提高單位面積內的測厚點數量、提高測厚的頻次來彌補以上不足,降低泄漏風險。
3.2 基于物聯網的自動在線測厚系統
2016年,兩套裝置均增設了自動在線定點測厚系統:基于超聲波技術的測厚儀,由高性能電池供電,安裝在管道的定點測厚部位進行定期測厚,通過無線傳輸模塊將測厚數據傳到無線網關,最后傳到腐蝕管理系統。
對于沖刷腐蝕嚴重的3條管線(C-2601,C-2501和C-2001),兩套S Zorb裝置共設置14處,均采用一拖二探頭,合計28點。該系統實現了定點測厚自動化,5分鐘測厚1次,測厚數據自動上傳至服務器。優點是解決了定點測厚工作量大的問題,但沖刷腐蝕部位“漂移”導致測厚數據沒有代表性的問題依然沒有解決。
3.3 脈沖渦流檢測
脈沖渦流采用的激勵電流是具有一定脈沖寬度的方波。在激勵電流作用下, 探頭線圈中會產生一個快速衰減的脈沖磁場,變化的磁場在被測金屬中感應出瞬時渦流,瞬時渦流又感應出一個與脈沖磁場反向的磁場, 從而使線圈的等效阻抗發生變化。對于脈沖渦流探頭,阻抗是被測金屬厚度的單值函數,阻抗的變化直接對應著感應電壓的變化,因此對得到的感應電壓進行時域分析,就可以得到被測金屬的厚度[2]。
和超聲波測厚相比,渦流檢測“面掃查”,檢測效率較高,有效避免漏檢。渦流檢測給出的是檢測線圈作用區域的平均壁厚值,而不是某一點的厚度值,因此檢測精度低于超聲波測厚,不適于局部腐蝕(尤其是點蝕或坑蝕)的測量,但非常適合檢測S Zorb裝置吸附劑管線的大面積沖刷腐蝕。
目前兩套S Zorb裝置渦流檢測的頻次是6個月一次。從檢測數據來看,渦流檢測對腐蝕機理的分析確定有很大幫助,比較容易發現腐蝕規律。
4 防護對策探討
4.1 壁厚升級
對于沖刷腐蝕嚴重的3條管線(C-2601,C-2501和C-2001),壁厚等級由Sch80升級到Sch160。以第一套S Zorb為例,C-2601公稱直徑DN100,壁厚由8.56 mm升級到13.49 mm,C-2501和C-2001公稱直徑DN80,壁厚由7.62 mm升級到11.12 mm。
計劃今后將管道的壁厚等級由Sch160升級到XXs,增加腐蝕裕量。
4.2 使用耐沖刷腐蝕的陶瓷管線
法蘭、彎管等管件陶瓷層厚度3 mm左右,一般采用整體煅燒式陶瓷內襯工藝,即使用模具,在高溫下把陶瓷粉燒結成陶瓷管件,使用填充料將陶瓷管外壁和基管結合在一起。常溫下陶瓷層受到壓應力,基管受到拉應力。當達到運行溫度后,由于二者熱膨脹系數不一樣,熱膨脹產生的新應力場可以和原來的應力場相互抵消,使陶瓷層與基管兩者處于應力平衡狀態。
直管陶瓷層總厚度0.5~1 mm,一般采用內噴涂陶瓷層工藝,包括表面凈化、粗化、預熱、噴涂液化陶瓷及后處理等工序。核心工序是噴涂,在2 000 ℃下將陶瓷燒融液化,再以超聲速噴到工件表面,陶瓷迅速冷卻下來,粘結到工件表面,形成一層高硬度的陶瓷層。
陶瓷層的硬度非常高,陶瓷管線具有很好的耐沖刷腐蝕能力,使用效果良好。但缺點也很明顯:(1)陶瓷層和基管的熱膨脹系數差別大,雖然理論上熱膨脹產生的新應力場可以和原來的應力場相互抵消,使陶瓷層與基管兩者處于應力平衡狀態,但其他企業的S Zorb裝置發生過陶瓷層脫落的案例。考慮到陶瓷層脫落后產生的后果比較嚴重(脫落的陶瓷層容易卡在耐磨球閥內件上,由于陶瓷硬度高,會刮花閥球和閥座,導致耐磨球閥的Ⅵ級密封失效,進而造成閉鎖料斗停運和吸附劑循環中斷),應選擇制造質量過關的陶瓷管線;(2)由于陶瓷層不能焊接和熱處理,基管需要預留一定長度不做內襯,以便焊接和熱處理,相當于留下了一個薄弱區間。如果不預留焊接的長度,管道必須全部使用法蘭連接,要求現場測繪和制造精度達到毫米級,難度較大;(3)由于陶瓷層比較脆,為防止陶瓷層破裂,安裝時嚴禁敲擊。裝置運行過程中,即便管道內發生了堵塞,操作人員也不得敲擊管道,只能脫開法蘭安排疏通,對于裝置的日常維護要求也比較高。
4.3 兩相流模擬匹配最優工況
通過兩相流模擬分析,可以直觀地獲得吸附劑提升管線內部的流場特性和顆粒分布特性,進而總結出提升氣體量與吸附劑流量的對應關系。在吸附劑輸送量變化時,對提升氣體量做出相應調整,可以有效降低沖刷腐蝕速率。但兩相流模擬計算工作量過大,目前只能提前計算出幾種常見工況下提升氣體量和吸附劑流量的對應關系。在實際生產中,當吸附劑流量變化時,不能實時計算出對應的提升氣體量并給予生產調整的建議。
5 結 語
(1)日常的監測手段以脈沖渦流檢測和超聲波在線測厚相結合為主(渦流檢測6個月一次,超聲波在線測厚3個月一次),從目前的數據來看,可以確保每次檢測都能找到最薄點。今后可以考慮兩種手段在時間上完全同步,先安排脈沖渦流檢測查到減薄區域,再使用超聲波測厚復查確認。
(2)通過兩相流模擬分析,總結出提升氣體量與吸附劑流量的對應關系模型,給出了幾種常見工況下提升氣量和吸附劑流量的對應關系;確立了以工藝調整為主的原則,并結合壁厚升級,提高了管線的運行壽命。以沖刷腐蝕最嚴重的C-2601為例,以前每年需要更換2至3次管件,在采取多種防護手段后,運行兩年未發生泄漏(最近的一個運行周期:2016年6月至2018年6月)。
(3)在陶瓷管道制造質量可靠的前提下,鑒于沖刷腐蝕部位已經確定,可以嘗試將陶瓷管線的預留焊接區域設置在沖刷腐蝕不嚴重的部位,對這些部位輔以脈沖渦流檢測手段進行監控;或者在沖刷腐蝕嚴重的區域使用陶瓷管道,在不嚴重的區域使用常規管道,兩者通過法蘭連接。這樣既能滿足防沖刷腐蝕的要求又具備現場施工的條件,預計可以進一步提高管線的使用壽命。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
