真絲綢數碼印花的免漿前處理工藝探究
2019-01-10 02:20:47丁然林旭張梅飛馬廷方金萬慧王敏
現代紡織技術 2019年6期
丁然 林旭 張梅飛 馬廷方 金萬慧 王敏
摘?要:針對真絲織物數碼噴墨印花前的上漿工藝需要使用大量漿料,易造成織物手感變硬、脫漿困難、高能耗高水耗等問題,開發了基于防水劑EPF的真絲織物活性染料數碼印花免漿工藝,并與傳統上漿工藝織物的印制效果作對比。正交實驗結果表明,最佳免漿工藝配方為防水劑EPF1.5%,柔軟劑0.5%,碳酸氫鈉2.0%,經100 ℃汽蒸10 min后,免漿工藝印花織物可以獲得與傳統海藻酸鈉上漿織物相近的印花K/S值、較高的固色率、耐洗色牢度及更好的透氣性、透濕性、懸垂性、柔軟性,此外印制織物的皂洗廢液的化學需氧量降低,可以達到節能減排的目的。
關鍵詞:真絲面料;數碼印花;免漿工藝;織物性能;化學需氧量(COD)
中圖分類號:TS194.434
文獻標志碼:A
文章編號:1009-265X(2019)06-0091-05
Abstract:A large amount of slurry is needed in the sizing process before silk fabric digital inkjet printing, which is liable to harden the fabric, desizing difficulty, high energy consumption and high water consumption. In view of this, a non-paste digital jet printing process for silk fabrics based on waterproofing agent EPF was developed in this study, and compared with traditional sizing process for the printing effect. The orthogonal experimental results show that the best non-paste process technical formula consists of waterproofing agent EPF 1.5%, softener 0.5%, and sodium bicarbonate 2.0%. By steaming at 100 ℃ for 10 min, the printed fabric via non-paste process can achieve a printing K/S value similar to that of traditional sodium alginate sizing fabric, higher fixing rate, better wash fastness, and better breathability, moisture permeability, drape and softness. In addition, the chemical oxygen demand of soaping waste liquid of the printed fabric is reduced, which can achieve the goal of energy saving and emission reduction.
Key words:silk fabrics; digital ink-jet printing; non-paste; fabric properties; chemical oxygen demand (COD)
印染技術實現了紡織面料的新穎性、多樣性、高檔性和功能性,提高了面料附加值與市場競爭力,但同時也不可避免地帶來高能耗、高排放和高污染。數碼印花技術是近年興起的一種新型印花技術,較傳統印花方式免卻了制版(網)工序,生產方便快捷、花紋精細度高、可多花形小批量加工,在高檔真絲印花織物生產過程中被廣泛使用[1-3]。為使印花圖案精細度高、色彩鮮艷,需要在噴印前對真絲織物進行上漿處理,該過程不僅需要使用大量的漿料,還造成織物手感變硬和脫漿困難等問題,同時由于印花過程墨水按需噴印,而上漿則是按全給模式,造成水耗和能耗劇增,因此,開發絲綢面料的免漿預處理工藝是簡化絲綢印花工藝的新途徑。
目前,紡織印染界對真絲織物的數碼印花工藝的研究達到一個較為成熟的階段[4],活性染料數碼印花中預處理工藝配方一般包含:a)潤濕劑和保濕劑(如尿素),作用是促進纖維吸收汽蒸過程中的水分子,從而使纖維吸水溶脹,促進于染料迅速擴散至纖維內部與纖維發生反應;b)固色劑(堿劑),使活性染料與纖維共價交聯;c)鹽,減弱纖維表面和染料陰離子之間的負電荷斥力,從而促進纖維表面與染料陰離子的結合[2];d)增稠劑,如以海藻酸鈉上漿,可以防止花型的滲化,為活性染料固色提供環境,但應用海藻酸鈉于精細圖案的印花時,印花效果不理想[5]。
根據對真絲織物預處理工藝配方各組分作用分析,考慮前處理工藝對印花效果及織物手感的影響[6],免漿工藝處理劑主要以防水劑、柔軟劑及小蘇打組成,并探究了免漿工藝配方及其汽蒸溫度等對真絲織物活性染料數碼印花性能的影響。
1?實?驗
1.1?實驗材料與儀器
材料:真絲素縐緞(20 m/m,杭州萬事利絲綢科技有限公司)。
試劑:防水劑EPF、柔軟劑(化學純,廣東奕美化工有限公司),碳酸氫鈉、硫酸鈉(分析純,杭州龍山化工有限公司),海藻酸鈉(化學純,青島明月海藻集團有限公司),C、M、Y、K四色墨水(日本愛普生公司),尿素(分析純,無錫展望化工有限公司);去離子水(實驗室自制)。
儀器:HD394A氣動力式軋車(南通宏大實驗儀器有限公司);Sure Colour-S70680數碼印花機(日本愛普生公司);Datacolor SF650測配色儀(美國Datacolor公司);SW-8型耐洗色牢度試驗機(溫州大榮紡織儀器有限公司);YG 982標準燈箱(常州紡織儀器廠);YG461E全自動透氣性能測試儀(溫州方圓儀器有限公司);YG601-Ⅱ型電腦織物透濕儀(寧波紡織儀器廠);XDP-1型懸垂儀(上海新纖儀器有限公司);LLY-01型電子硬挺度儀(山東萊州電子儀器有限公司);5B-3F化學需氧量智能測試儀、5B-1F智能消解器(蘭州連華環保科技有限公司);H-TS-III高溫蒸化烘箱(臺灣瑞比染色試機有限公司)。
1.2?實驗方法
1.2.1?前處理配方
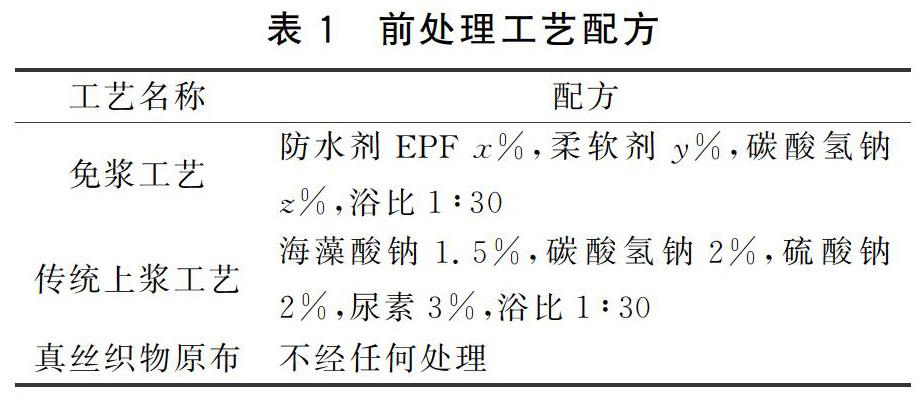
前處理工藝配方見表1。
1.2.2?工藝流程
織物前處理后經軋輥軋平整,用數碼印花機進行噴印,噴印時采用四通道雙向打印,設定分辨率為720×720 dpi。噴印完成,60 ℃預烘至織物干燥。數碼噴墨印花工藝流程如圖1所示。
1.2.3?研究方法
采用正交實驗分析法:根據免漿工藝配方組成,參照前期實驗結果[7],選擇防水劑EPF質量分數、碳酸氫鈉質量分數及汽蒸溫度3個影響因素,設計3因素3水平的正交實驗,研究得到最優免漿工藝配方。正交實驗參數方案如表2和表3所示。
1.3?測試與表征
1.3.1?印花K/S值測試
將織物折疊成4層,使用Datacolor SF650測色配色儀,在小孔徑和D65/10°角光源下,觀察織物上每塊顏色在λmax處測試3個不同的點的K/S值,取平均值。測試織物各色塊在λmax處的K/S值可以按照(1)式進行計算。
K/S=(1-R2)/2R(1)
式中:K為被測物體的吸收系數;S為被測物體的散射系數;R為被測物體為無限厚的反射率。
1.3.2?印花固色率計算
根據1.3.1測試織物各色塊在最大吸收波長處顏色深度K/S值,按(2)式計算固色率:
P=KSbKSa(2)
式中:KSb表示皂洗后K/S值,KSa表示皂洗前K/S值。
1.3.3?耐洗色牢度測試
參照GB/T 3921—2008《紡織品色牢度試驗耐皂洗色牢度》,用SW-8型耐洗色牢度試驗機測試織物的耐洗色牢度。采用方法A,肥皂5 g/L,溫度?(40±2)℃,時間30 min。在YG 982型標準燈箱下,用灰色樣卡(符合GB250和GB251)評定印花織物的變色和沾色級數。
1.3.4?織物透氣性測試
參照GB/T 5453—1997《紡織品織物透氣性的測定》,選用全幅織物,使用YG461D型織物透氣量儀測試織物的透氣性,試樣兩面壓降100 Pa。
1.3.5?織物透濕性測試
參照GB/T 12704.2—2009《紡織品織物透濕性試驗方法第2部分:蒸發法》測定織物的透濕性。采用方法A(正杯法),溫度(38±2)℃,相對濕度50%±2%。
1.3.6?織物懸垂性測試
參照FZ/T 01045—1996《織物懸垂性試驗方法》,裁剪直徑為24 cm的圓形,使用XDP-1型懸垂儀測定織物的懸垂性。
1.3.7?織物彎曲性能測試
參照GB/T 18318.1—2009《紡織品彎曲性能的測定第1部分:斜面法》,裁取25 cm×2.5cm經向及緯向試樣,用LLY-01型電子硬挺度儀測試織物彎曲性能。
1.3.8?化學需氧量(COD)測試
取皂洗后的廢液及第一次水洗液混合均勻,稀釋50倍,取2.5 mL進入試管,依次加入0.7 mL D試劑,4.8 mLE試劑,在5B-1F智能消解器中165 ℃恒溫消解1 min,取出冷卻2 min,加入2 mL蒸餾水,冷卻2 min,在5B-3F化學需氧量智能測試儀中測試化學需氧量。
2?結果與討論
2.1?免漿及汽蒸工藝的正交實驗研究
4只活性染料經免漿及汽蒸工藝正交實驗得到的K/S值見表4,其極差分析結果見表5。
由表4和表5可知,在防水劑EPF質量分數、碳酸氫鈉質量分數和汽蒸溫度的3個因素中,活性黑染料、活性黃染料和活性藍染料中碳酸氫鈉質量分數因素對應的R值均為最大,而活性紅染料對應的R值居次位,表明碳酸氫鈉質量分數對織物的K/S值是主要的影響因素,因為碳酸氫鈉的質量分數影響汽蒸時固著在纖維上的染料量。活性黑染料、活性紅染料和活性藍染料中防水劑EPF質量分數因素對應的R值均為最小,而活性黃染料中防水劑EPF質量分數因素對應的R值處于中間,表明防水劑EPF質量分數對織物K/S值的影響最小。正交實驗結果表明,最佳免漿的工藝配方為:防水劑EPF1.5%,碳酸氫鈉2%,柔軟劑0.5%,汽蒸溫度100 ℃,汽蒸時間10 min。以下測試中,免漿樣品配方均為該最佳工藝配方。
2.2?免漿前處理工藝對數碼印花真絲織物K/S值和固色率的影響
圖2、圖3分別為經免漿工藝和傳統上漿工藝處理后數碼印花真絲織物K/S值及固色率的測試結果。
對比經免漿工藝和傳統上漿工藝所得真絲織物印花K/S值可以發現,免漿工藝所得織物的四色K/S值均稍低于傳統上漿工藝。其中,活性藍和活性紅的K/S值相差較小,活性黑次之,活性黃最大(圖2)。這是因為在免漿工藝中,使用了防水劑EPF作為防滲化劑,EPF作用于織物后,可以在織物纖維的表面形成防水層薄膜。防水層在一定程度上阻礙了纖維對染料的吸收,更多的染料停留在纖維的表面而不是進入纖維內部,在印花過程結束后,K/S值只能達到與傳統上漿工藝相接近的K/S值,但得色量不太理想。
對比經免漿工藝和上漿工藝處理后數碼印花真絲織物的固色率測試結果可以發現,免漿工藝所得織物與傳統上漿工藝所得織物的印花固色率均較高(圖3),這是因為免漿工藝中使用的防水劑EPF起著類似防滲化劑的作用。EPF作用于織物后,除了在織物表面形成防水層薄膜外,在纖維內部縱向也形成防水層薄膜,印花過程結束后,染料在防水層的阻礙下,更容易和纖維結合,在活性染料與纖維固色反應后,不易離去,所以固色率較高。結合圖2、圖3可知,經免漿工藝處理后真絲織物數碼印花產品,雖然K/S值稍有下降,然而其固色率的提高可以彌補K/S值的不足,因此它仍能達到和傳統印花工藝相近的得色效果。
2.3?免漿前處理工藝對數碼印花真絲織物色牢度的影響
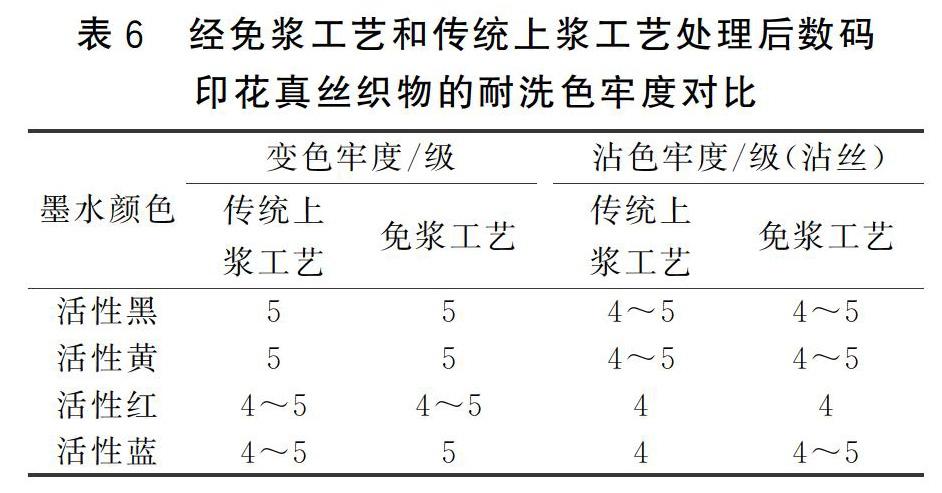
表6為經免漿工藝和傳統上漿工藝處理后數碼印花真絲織物的耐洗色牢度對比。由表6可知,相比于傳統上漿工藝,免漿工藝所得印花織物的耐洗色牢度更優勢,變色牢度、沾色牢度分別與上漿工藝所得印花織物的耐洗色牢度相當或稍高,這與上文固色率的測試結果相一致(圖3)。
2.4?免漿前處理工藝對數碼印花真絲綢舒適性的影響
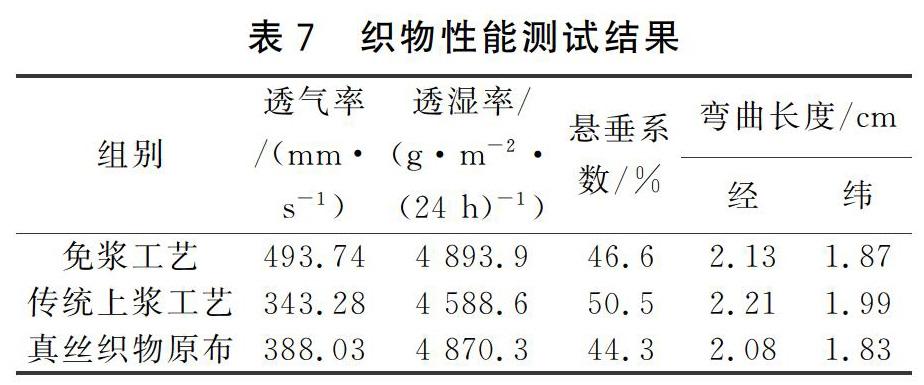
表7為數碼印花真絲織物透氣性、透濕性、懸垂性和彎曲性能的測試結果。由表7透氣率數據可知,免漿工藝相比傳統上漿工藝的印花織物具有更高的透氣性,這可能是因為織物印花后吸附了染料,纖維變粗,紗線間縫隙變小,單位時間內通過的氣體變少,透氣率下降,而免漿工藝加入的防水劑可以將織物紗線之間的毛羽等阻礙空氣通過的結構梳理得更整齊、使之緊貼紗線,從而提高透氣性。印花織物透濕性變化規律與透氣性密切相關,一般來說,透氣性好,則水蒸汽在織物中的傳遞速度快,因此免漿工藝所得印花織物相應具有較高的透濕率。
免漿工藝還大大改善了真絲織物的手感,提高了柔軟度。從表7懸垂系數和彎曲長度數據可以發現,免漿工藝印制織物彎曲長度較短,懸垂系數較小。織物的彎曲長度越長,說明織物越硬挺,柔軟性越差;懸垂系數越小,說明織物的懸垂性越好,柔軟性越佳。這是因為免漿工藝中加入的柔軟劑具有優異的潤滑作用,使纖維之間產生柔和的揉搓,降低纖維間的摩擦力,賦予織物良好的柔軟整理的效果,從而改善真絲織物的手感。
2.5?皂洗殘液COD分析
不同預處理工藝印花廢水化學需氧量測試結果為:免漿工藝COD值66.22,傳統上漿工藝COD值85.78。
免漿工藝的皂洗廢水和傳統上漿工藝的皂洗廢水均稀釋50倍后測得COD值相差約20左右,表明免漿工藝具有一定的綠色環保、降低污染的優勢。這是因為在傳統上漿工藝中,使用了漿料、尿素、元明粉、碳酸氫鈉等多種化學試劑,而免漿工藝中僅用到防水劑EPF、柔軟劑和碳酸氫鈉,且用量相對減少,對水體的污染相應較小。不僅節約了化學試劑的使用成本,還降低了化學需氧量,在節能減排上具有重大意義,也是免漿工藝的重大優勢。
3?結?論
a)應用防水劑EPF、柔軟劑和碳酸氫鈉對真絲織物進行免漿預處理,通過3因素3水平正交實驗確定最佳的免漿工藝處方為:防水劑EPF質量分數1.5%,柔軟劑質量分數0.5%,碳酸氫鈉質量分數2.0%,浴比1∶30,汽蒸溫度100 ℃。
b)與傳統海藻酸鈉上漿織物相比,免漿工藝印花織物可以獲得與之相近的印花K/S值、較高的固色率、耐洗色牢度以及更好的透氣性、透濕性、懸垂性以及柔軟性,織物手感佳,可以較好地保持真絲織物原有特性。
c)相比傳統上漿工藝,免漿工藝印制織物的皂洗廢液的化學需氧量降低,可達到節能減排的目的。
參考文獻:
[1] 許增慧,沈莉萍,李翠萍,等.數碼噴墨印花墨水的研究現狀與發展趨勢[J].印染助劑,2013,30(1):1-4.
[2] 沈一峰,江崍,陳國洪.真絲綢活性染料噴墨印花預處理工藝研究[J].絲綢,2012,49(1):11-13.
[3] 段繼輝,朱敏,俞音豪,等.純棉織物活性染料數碼印花上漿工藝研究[J].浙江紡織服裝職業技術學院學報,2014,13(4):19-23.
[4] 蔣亮.糊料在棉織物數碼印花中的應用研究[D].上海:東華大學,2016.
[5] 付少海,王大同,杜長森,等.提高噴墨印花顏料墨水印花牢度的方法[J].紡織學報,2015,36(2):141-147.
[6] 郭開銀,李民中,唐人成.蠶絲和棉織物的活性噴墨印花[J].印染,2014(6):11-15.
[7] 陳洋,林旭,劉國金,等.真絲織物數碼印花的免漿工藝研究[J].絲綢,2017,54(11):1-5.
