AP1000鋼制安全殼埋弧橫焊工藝應用研究
2019-02-09 05:28:40肖志威朱稱生蔣勝勇
山東工業技術 2019年2期
肖志威 朱稱生 蔣勝勇

摘 要:針對AP1000核電鋼制安全殼結構特點以及焊接工藝應用情況,分析采用埋弧橫焊工藝的可行性和必要性,通過對埋弧橫焊工藝的焊接設備、焊材、坡口選擇、工藝參數、工藝評定、常見缺陷等方面進行總結和分析,為AP1000核電鋼制安全殼采用埋弧橫焊工藝提供技術參考。
關鍵詞:鋼制安全殼;埋弧橫焊;工藝試驗
DOI:10.16640/j.cnki.37-1222/t.2019.02.006
0 前言
某AP1000核電項目鋼制安全殼(CV)整體外形尺寸:φ39.624m×65.7m,總重3600多噸。由底封頭、筒體(共11層)、頂封頭組成,主體材料為SA738Gr.B調制鋼板,底封頭與頂封頭壁厚為41.3mm、筒體第1層壁厚為47.6mm、筒體第2-11層壁厚均為44.5mm。目前,國內鋼制安全殼筒體現場安裝縱縫主要采用自動氣保焊工藝,其它焊縫主要采用半自動氣保焊。為了提高焊接質量和效率,對埋弧橫焊工藝在鋼制安全殼筒體現場安裝中采用埋弧橫焊工藝進行了應用研究。
1 鋼制安全殼筒體現場安裝環縫采用埋弧橫焊工藝的可行性和必要性分析
1.1 可行性分析
——埋弧橫焊本質為埋弧焊工藝,是ASME標準及AP1000技術規格書允許使用的焊接工藝;
——埋弧焊工藝在核安全設備制造和安裝活動中有成熟的應用;
——埋弧橫焊工藝目前已廣泛應用于大型儲罐中,工藝成熟;
——鋼制安全殼直徑大、板厚、焊縫長,適合采用埋弧橫工藝;
——鋼制安全殼母材SA738Gr.B配套埋弧焊焊材已研發成功。
1.2 必要性分析
——埋弧橫焊焊接參數穩定,焊接熔深大,射線檢驗合格率高,焊縫外觀成型均勻美觀;
——相對自動氣保焊工藝而言,采用埋弧橫焊焊接的環焊縫質量穩定可靠;
——埋弧橫焊為機械化焊接,對焊工技能要求較低,降低了對高技能焊接人才的依賴;
——埋弧橫焊接操作工相比手工焊工培訓周期大為縮短,節省大量焊工培訓費用;
——埋弧橫焊的應用能有效提高焊接效率,從而提高經濟效益。
2 焊接設備
采用的埋弧橫焊設備型號為YS-AGW-Ⅰ,主要包括焊接機頭、焊接電源、控制器、操作箱、焊接行走機架、焊劑自動循環回收系統。焊接電源為DC-600可控硅直流多特性電源,負載率為100%,輸出電流50-850A,輸入電壓13-46V(空載電源:69V以上),穩定性好;焊接電流、電壓采用數字化顯示,便于焊接參數控制;配備焊絲自動矯直裝置,可進行焊槍及角度調節;具有焊縫配套激光光斑指示調節器,對焊槍在坡口中的位置可起到參考作用;焊接設備操作簡單,易于操作;配套全封閉式防雨供電分配柜及焊接電源儲藏箱,具有自動保護功能,適用現場防雨、防盜及長途運輸的需求。
3 焊接材料
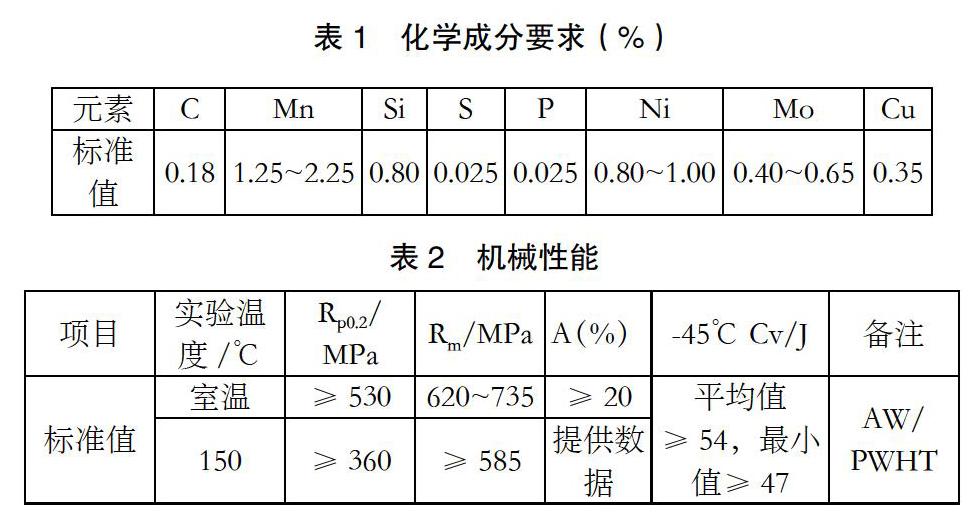
筒體母材材質為SA738 Gr.B,埋弧橫焊焊絲焊劑選用上海大西洋公司產品CHW-S62HR2/CHF102HR2,焊絲型號為EG,焊絲焊劑型號F9A(P)6-EG-F3,化學成分和力學性能滿足表1和表2,該產品為《壓水堆重大共性技術及關鍵設備、材料研究》子課題研究成果,在核電國產化材料研發中取得重大突破。
4 焊接工藝
4.1 坡口選定
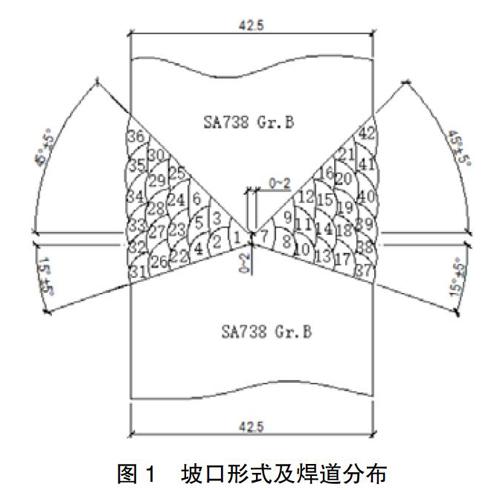
針對埋弧橫焊在鋼制安全殼的應用,設計了多組不同形式的坡口進行焊接試驗,在依次優先遵循焊接質量穩定可靠,焊接變形小,脫渣容易,填充金屬量少原則進行篩選,最終確定選擇X型坡口,鈍邊和組對間隙均不宜過大,以0~2mm為宜,如圖1所示。
4.2 焊接工藝參數
焊接電流、電壓、焊接速度、焊絲角度是影響埋弧焊質量的主要變素,φ2.4mm埋弧焊絲的經驗焊接參數為:電流300~450A、電壓23~32V、焊接速度42~65cm/min。通過正交實驗,確定了最優化的關鍵焊接工藝參數,如表3所示,焊道分布如圖1所示。
4.3 焊接工藝評定
對按最優化工藝參數焊接的試件進行理化檢驗,其結果均滿足設計要求,具體如下:
4.4 打底焊工藝
當坡口加工和組對質量較好時,可以采用埋弧焊直接打底;當出現組對間隙偏大、鈍邊不一致的情況;此時如果直接用埋弧橫焊打底焊,往往會導致焊縫根部燒穿。針對現場組對間隙偏大的情況,可采用半自動氣保焊或者手工焊進行打底焊,或者在背面采用坡口內陶瓷襯墊進行焊接。
5 常見缺陷成因分析及措施
研究發現,埋弧橫焊常見的焊接缺陷有焊縫成型不良、氣孔、夾渣和燒穿等,對這些缺陷產生的原因進行分析,并提出相應的改進措施,以盡量避免類似缺陷問題的發生。
5.1 焊縫表面成形不良
5.1.1 成因分析
當焊接電流增大時,焊縫的熔深和余高均增大,熔寬基本不變;當電壓增大時,熔深略有減小而熔寬增大;焊接速度增大后,熔深略有減小而熔寬增大,余高減小。因此,當電流過大而電壓過低時,會使焊縫表面堆積過大;當焊接速度太慢或電壓過低時,會造成焊縫金屬滿溢,反之則造成焊縫金屬表面塌陷。
5.1.2 預防措施
加強焊接過程管理,對焊工進行有針對性的操作技能模擬強化培訓,使焊工對操作要點、重點、難點了然于胸,提高焊工操作技能水平。
5.2 氣孔缺陷
5.2.1 成因分析
埋弧橫焊縫產生氣孔的主要原因是氫氣,其是由焊材、母材帶入電弧區的水分所造成的。焊接材料和坡口不清潔,焊劑未烘干或烘干不徹底,焊絲表面、坡口表面及鄰近區域有油、銹和水分,都會使熔池中含氫量顯著增高而產生氣孔;焊劑層太薄、焊接電壓過高或網路電壓波動較大時,電弧可能露出焊劑層,使熔池金屬受外界空氣污染而造成氣孔。
5.2.2 預防措施
防止氫氣孔的方法,是減少氫的來源和創造使氫逸出熔池的條件:
(1)焊劑:應按規定嚴格烘干。如果天氣潮濕,焊劑從烘箱中取出到使用的間隔時間不能太長,最好能在50℃左右溫度下保溫待用。回收再用的焊劑要重新烘干并應避免被水、塵土等污染。
(2)嚴格清除焊絲表面和坡口兩側25mm范圍內的油、銹和水分,如果沾有水分,要將焊接區域烘烤干燥后焊接。
(3)焊劑粒度要合適,細粉末和灰分要篩除,使焊劑有一定透氣性,利于氣體溢出。
(4)焊劑層厚度要合適,既要有一定透氣性,利于氣體逸出,又要阻隔空氣侵入熔池。
5.3 夾渣
5.3.1 原因分析
夾渣是指焊后殘留在焊縫中的熔渣的存在,會降低焊縫金屬的強度,使焊縫金屬的塑、韌性變差。埋弧橫焊時,焊縫的夾渣除與焊劑的脫渣性能有關外,還與工件的裝配情況和焊接工藝有關。對接焊縫裝配不良時,易在焊縫底層產生夾渣。焊縫成型對脫渣情況也有明顯影響。平而略凸的焊縫比深凹或咬邊的焊縫更容易脫渣。
5.3.2 預防措施
焊接時,按照要求嚴格控制組對間隙及質量,對組對間隙較大的部位,先進行手弧焊封底,再進行埋弧焊接;嚴格控制焊劑的重復利用次數(最多2次)及重復利用時對篩選焊劑質量的控制;焊接前加強對待焊部位的清理,防止外來固體顆粒物,侵入焊縫組對間隙內,造成夾渣。
6 結語
研究表明,埋弧橫焊工藝焊接質量穩定可靠,生產效率高,可解決自動熔化極氣保焊焊接橫縫易產生未熔合缺陷、焊接質量不易保證的難題。建議在現場開展產品模擬試驗驗證后,可在工程進行推廣應用。
參考文獻:
[1]上海核工程研究設計院.AFG-VW01-Z0-501.安全殼設備焊接工藝評定技術條件,Rev.0.[S].
[2]The American Society of Mechanical Engineers.ASME Ⅺ.Welding and Brazing Qualification,2001.
[3]The American Society of Mechanical Engineers.ASME Ⅲ.NE,2001.
[4]陳祝年.焊接工程師手冊[M].北京:機械工業出版社,2007.
[5]熊臘森.焊接工程基礎[M].北京:機械工業出版社,2005.
