金屬粉芯焊絲在管材TYK節點焊接中的應用
2019-02-12 07:35:50楊偉鋒
廣東造船 2019年6期
關鍵詞:應用
楊偉鋒


摘? ? 要:多用途海工船通常設置有供直升機停降的專用平臺,其平臺的支撐結構出于美觀及節省材料考慮一般選用管架結構設計。但管架結構存在焊接位置多變的TYK節點,在焊接方面存在諸多難點。通過技術調研,公司引進了金屬粉芯焊絲并進行了CO2焊工藝試驗,焊接評定驗證了新工藝的可靠性,并在產品船上進行了應用,獲得入級船級社(ABS)的認可。
關鍵詞:金屬粉芯;焊絲;TYK節點;試驗;應用
中圖分類號:U671.8? ??? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A
Abstract: Multi-purpose platform supply vessels (MPSV) are usually equipped with helideck for helicopter parking and landing, and steel tubular structures are always adopted in the design of the supporting truss for aesthetic and material saving reasons. However, because of the variety in welding position of tubular TYK connections, many difficulties in welding need to be properly solved. Through technical investigation, the company introduced metal powder cored welding wire and carried out CO2 shielded welding procedure test, its reliability was tested and verified. New welding procedure has been used successfully in the actual ship and approved by the classification society(ABS).
Key words: Metal Powder Cored; Welding Wire; TYK Connections; Test; Application
1? ? ?前言
公司新承建一艘MMC 887 MPSV多用途支持船,入級美國船級社(ABS)。該船直升機平臺支撐架的TYK節點要求全焊透,且要求按美國鋼結構焊接規范(AWS)要求進行施焊。公司現用的焊接工藝方法不能有效解決管材小二面角不可焊、TYK節點根部焊道成形差等問題,需要開發新焊接工藝來滿足生產需求。
新開發的焊接工藝既要滿足生產的需要,也要充分利用公司現有的焊接資源,提高新工藝的經濟性。為此,焊接技術部門決定從公司現有的焊接方法中進行新工藝開發,嘗試引進了金屬粉芯焊絲進行焊接工藝試驗。
2? ? 直升機平臺支撐架的設計及焊接要求
該船的直升機平臺位于船首上方,其平臺支撐架采用鋼質管材與工字梁組合式的桁架結構形式(見圖1):管材材質為API X52Q,產品規范等級為PSL2級;工字梁采用ABS-A36等級的船板組合焊接而成;管材規格最大φ355.6 mm x 16 mm、最小φ140 mm x 8 mm,管材端部是通過TYK節點全焊透連接,全部結構需按美國焊接協會鋼結構焊接規范AWS D1.1的要求進行焊接。
3? ? 焊接難點及解決方案
3.1? ?焊接難點
(1)管材與管材、工字梁間連接的TYK節點,其焊接位置沿相貫線變化,這對焊工的施焊技能是個嚴峻考驗。AWS規范規定,從事管材TYK節點焊接的焊工需考取符合該規范要求的6GR焊工資格證,考試難度大、培訓的投入較大;
(2)支撐架管材是封閉結構,其TYK節點只能從管材外側進行施焊,為保證TYK節點全焊透,其根部焊道采用的焊接工藝要求能單面焊雙面成形,傳統的各種焊接方法難于滿足要求;普通在用的藥芯焊絲CO2焊、焊條電弧焊工藝焊接電流大且渣多,會出現打底焊道成形困難及焊縫夾渣問題;鎢極氬弧焊能實現節點根部焊道的高質量成形,但其焊接效率較低,所需的焊接工期長;
(3)支撐架TYK節點的二面角小至27°,過小的二面角會出現焊接工具與管材頂碰導致焊接中斷。如根部焊道采用鎢極氬弧焊進行焊接,當管材二面角小于40°時,受焊槍結構影響會出現頂槍而焊不到根部的情況(見圖2),故鎢極氬弧焊工藝在該產品船上也不適用;
(4)支撐架的生產技術準備周期較短,這要求使用的工藝焊接效率要高、焊工容易上手、焊接材料及設備容易獲得。公司焊接技術人員開始考慮應用較為成熟的混合焊工藝,即專用根焊焊條打底加藥芯焊絲填充、蓋面的工藝,但專用的根部打底焊條國內尚無成熟的產品,需從國外進口,定貨納期需2個月,另焊材成本很高,難于滿足生產需要。
3.2? ?解決方案
考慮新工藝開發試驗的經濟性及試驗周期能滿足要求,公司決定從現有的焊接方法中進行新工藝開發。經調研及樣品測試,金屬粉芯焊絲中的藥芯中主要是合金粉及少量的穩弧劑和造渣劑,在小至80A的電流焊接時電弧依然穩定,適合根部焊道小電流單面焊雙面成形的焊接;另外該型焊絲焊后渣很薄,多道焊接不清渣也可得到質量滿意的焊縫,可以有效避免根部焊道的夾渣問題:金屬粉芯焊絲的焊接操作手法與普通藥芯焊絲相近,焊工可快速上手,有利于縮短焊工的培訓周期;CO2焊的焊絲干伸長可達30 mm,使用金屬粉芯焊絲進行焊接,可解決管材Y節點27°二面角的頂槍和根部焊道成形差的問題;焊接效率方面,金屬粉芯焊絲與普通藥芯焊絲相當,管材TYK節點可實現根部、填充、蓋面焊道使用同一種焊接方法進行焊接,簡化施焊工序。因此,綜合上述考慮,公司嘗試引進了金屬粉芯焊絲并進行CO2焊工藝試驗。
4? ? 管材TYK節點焊接工藝試驗
公司焊接技術部門分析、對比API X52Q PSL2管材的各項機械性能指標及對國內市場在售的金屬粉芯焊絲進行了調研,引進了由韓國現代生產的牌號為SC-70T Cored的金屬粉芯焊絲進行焊接工藝試驗。該焊絲獲得美國船級社(ABS)的形式認可,認可等級為3YSA H10,其各項機械性能指標可滿足該支撐架管材的設計及使用要求。
根據圖紙要求,支撐架全部結構需按美國焊接協會鋼結構焊接規范AWS D1.1的要求進行焊接:從事管材TYK節點焊接的焊工需考取符合該規范要求的6GR焊工資格證;需進行能覆蓋產品焊接的6GR管材對接焊試驗、最小二面角管材Y節點實驗模型焊接試驗、最小銳角根部板材模擬焊接試驗。
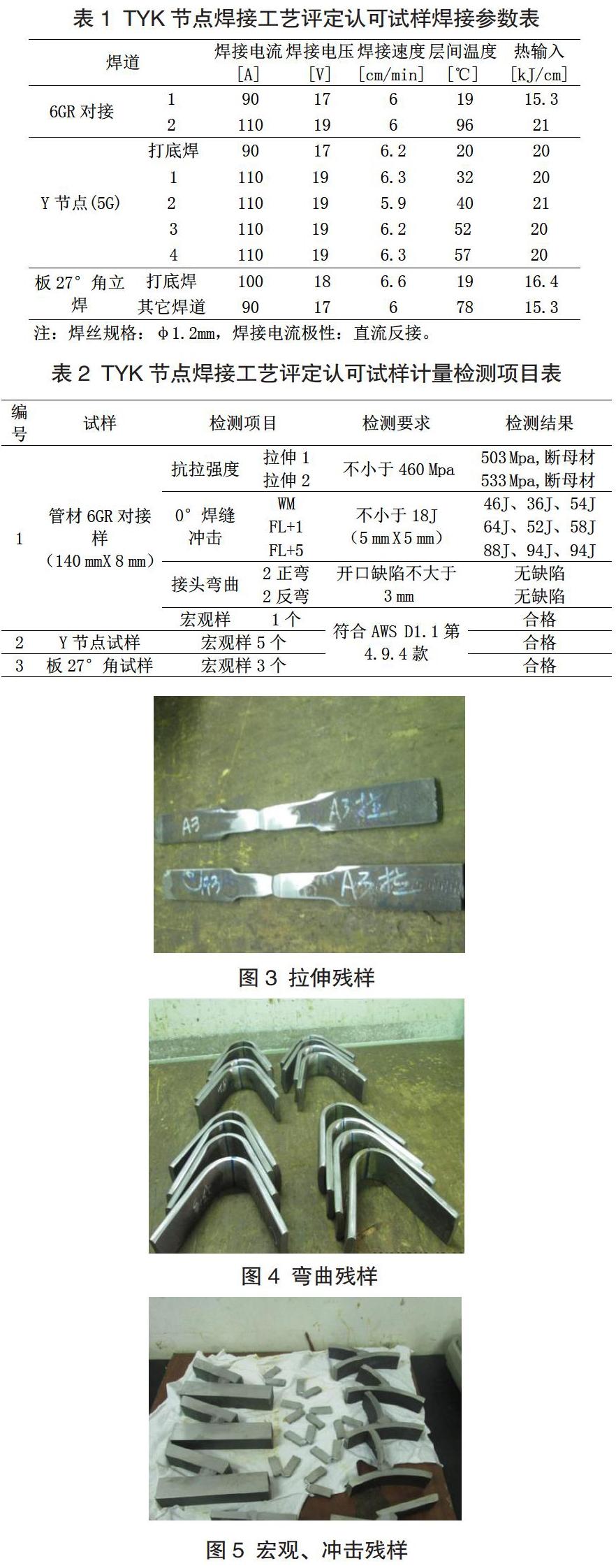
為此,焊接技術人員參照規范的要求安排了新工藝的焊接試驗及焊工培訓工作,經過1個多月的試驗模擬及改進,試樣焊縫的成形已能滿足標準要求,具備進行焊接工藝評定的條件。公司按規范要求向ABS船級社申請新焊接工藝評定認證試驗及焊工資格考試,新焊接工藝評定與焊工資格考試同步進行,根據生產需要共安排4名焊工參加管材6 GR焊工資格考試。焊評試驗評定的試件有6 GR管材對接焊試件、27°二面角管材Y節點模型焊接試件及板材27°銳角根部立焊試件;焊接試件的焊接采用經模擬試驗優化后的參數(見表1);所有試件的焊縫外表成形美觀,通過了船檢的認可,隨后安排的X射線和磁粉無損檢測也未發現有超標的缺陷,6 GR管對接和Y節點試件的打底焊道內部檢查焊縫熔合良好;
其它計量檢測項目見表2,檢測后的殘樣見圖3~5,各項檢測均在ABS船檢的見證下完成。
焊接工藝試驗的各項檢測結果均滿足AWS規范的要求,管材TYK節點金屬粉芯焊絲CO2焊工藝獲得ABS船級社的認可;與焊接工藝評定同步進行的6GR焊工資格考試順利完成,4位焊工通過了考試,獲得了ABS頒發的管材6GR焊工資格證,新焊接工藝準于在產品使用。
5? ? 應用
金屬粉芯焊絲CO2焊工藝獲得船級社認可后很快在支撐架的焊接施工中進行了應用,TYK節點在胎架上焊接成形美觀(見圖6)。該支撐架有管材約90根、結構重量約50 t,焊接施工歷時約1個半月完成,所有TYK節點的焊縫通過了無損檢測,支撐架結構的焊接質量獲得了美國船級社(ABS)及船東的認可。
金屬粉芯焊絲CO2焊工藝的成功應用,使直升機平臺能按質按期完成制作并進行了安裝(見圖7),滿足產品船連續建造的需要。
6? ? 結論與展望
焊接工藝認可試驗及實際應用證明,新引進的金屬粉芯焊絲CO2焊工藝能很好的滿足產品管材桁架結構的焊接要求。該焊接工藝實現了管材TYK節點接縫、對接縫從打底至蓋面焊道的焊接全部由同1臺焊機完成;簡化了焊接工序,特別適合外場的施焊環境;其焊接效率與管材傳統焊接工藝相比,對船企更具吸引力。目前國內有使用金屬粉芯焊絲的船企數量不多,在管材焊接中應用的船企更是屈指可數。但隨著該型焊絲的國產化率及制造質量的提高,后續金屬粉芯焊絲在管材的焊接中將具有良好的應用前景。
參考文獻
[1] 鋼結構焊接規范[S]. GB 50661-2011
[2] 喻萍.國外金屬粉型藥芯焊絲簡介[J]. 焊接標準,? 2010(2).
猜你喜歡
科技視界(2016年21期)2016-10-17 19:54:47
科技視界(2016年21期)2016-10-17 19:54:05
科技視界(2016年21期)2016-10-17 18:46:46
科技視界(2016年21期)2016-10-17 18:37:58
科技視界(2016年21期)2016-10-17 18:28:05
考試周刊(2016年76期)2016-10-09 08:45:44
大學教育(2016年9期)2016-10-09 08:28:55
科技視界(2016年20期)2016-09-29 14:22:00
科技視界(2016年20期)2016-09-29 12:03:12
科技視界(2016年20期)2016-09-29 11:47:01
