面向高效節能的復雜曲面分區數控銑削加工優化方法
2019-02-15 10:57:52趙俊花李玲玲李聰波
中國機械工程 2019年1期
關鍵詞:優化
趙俊花 李 麗 李玲玲 李聰波
1.西南大學工程技術學院,重慶,4007152.重慶大學機械傳動國家重點實驗室,重慶,400030
0 引言
復雜曲面類零部件被廣泛應用于航空航天、汽車、船舶、能源、國防等領域,如航空發動機葉輪、大型艦船螺旋槳、汽輪機轉子、汽車覆蓋件精密模具等,其制造技術水平對國民經濟發展和國防現代化建設都具有十分重要的意義[1]。三軸或五軸數控加工是當前復雜曲面類零部件較常采用的加工方法,通過精確控制數控機床上刀具和工件的相對切削運動,保證曲面加工質量、加工效率等經濟性指標達到要求。然而,由于復雜曲面曲率的頻繁變化特性和數控機床的復雜運動特性,導致復雜曲面數控加工存在能量消耗大、能耗特性復雜多變、能效低等問題,具有很大的節能優化空間[2]。
近年來,國內外學者圍繞復雜曲面數控加工能效優化問題已開展了一些研究。RYUTA等[3]分析了五軸數控機床進給系統的運動特性并建立了進給系統的能耗模型,揭示了工件裝夾定位點對進給系統能耗的影響關系。UCHIYAMA等[4]通過試驗設計研究了五軸數控機床主軸系統運動與能耗的關聯關系,并通過同步控制五軸數控機床的三個平移軸和兩個旋轉軸實現節能13.2%。XU等[5]分析了五軸機床運動特性并建立了五軸加工能耗模型,在此基礎上以能耗最小為目標提出了一種復雜曲面五軸加工刀具路徑生成方法,通過與幾種常用刀具路徑生成方法(如等殘留高度法)進行比較,實現節能25%。李麗等[6]以加工時間最短和能耗最小為目標,提出了基于自適應模擬退火算法的五軸加工刀具路徑生成方法,通過求解最優的刀觸點間距和加工行距、刀觸點連接順序和方式,以確定能耗和加工時間綜合最優的刀具路徑。
目前,復雜曲面分區加工的研究較多著眼于加工時間、加工質量等經濟性指標,未考慮復雜曲面分區加工對能耗的影響關系。從復雜曲面分區出發,研究復雜曲面五軸加工高效、節能優化方法,對降低復雜曲面加工能耗、提高加工效率具有重要意義。鑒于此,本文以復雜曲面五軸銑削為研究對象,提出一種面向高效節能的復雜曲面分區五軸銑削優化方法。
1 問題描述
本文的復雜曲面分區銑削優化問題描述為:復雜曲面的幾何特征直接影響加工機床、加工刀具、切削參數與刀具路徑的選擇,由此影響加工工件的表面質量、加工效率和能量消耗等。根據復雜曲面曲率特性,運用模糊C均值聚類(FCM)算法對復雜曲面進行分區;在此基礎上,針對每一個分區曲面,選取機床允許范圍內的銑削參數(主軸轉速和進給率)與幾種常用刀具路徑,采用正交試驗設計開展復雜曲面分區銑削加工試驗,獲取能耗和加工時間最優的切削參數和刀具路徑;最后,對復雜曲面分區銑削優化結果分別開展仿真和加工試驗驗證,并將曲面分區銑削優化結果與傳統曲面整體銑削結果進行對比驗證。復雜曲面聚類分區銑削優化方法見圖1。

圖1 復雜曲面聚類分區優化銑削方法Fig.1 Complex surface clustering partition optimization milling method
本文復雜曲面分區銑削優化問題的相關假設條件如下:①復雜曲面分區優化銑削加工是在加工工件、數控機床、球頭銑刀已經確定的前提下開展的;②在球頭銑刀加工曲面過程中,在等殘留高度h一定的條件下,考慮到曲面曲率特征的不斷變化,導致切削深度和切削寬度改變,本文僅選擇主軸轉速和進給率作為優化的銑削參數;③僅對加工工件在單工步、不換刀情況下進行曲面分區銑削優化研究。
2 復雜曲面聚類分區
首先,根據復雜曲面的曲率特性作幾何特征分類;然后在此基礎上,對復雜曲面進行離散化處理并初步劃分形成不同區域;最后,基于FCM算法分片,產生相同或相似的曲面片族。
2.1 復雜曲面幾何特征分類
本文采用NURBS曲面描述復雜曲面。首先根據NURBS曲面曲率特性對曲面進行分類。平均曲率的正負代表了曲面凹凸性,高斯曲率的正負代表了曲面的彎曲程度。kH為曲面的平均曲率,kG為曲面的高斯曲率,計算公式[2]如下:
(1)
(2)
式中,E、F、G為NURBS曲面S(u,v)的第Ⅰ類基本量;L、M、N為NURBS曲面S(u,v)的第Ⅱ類基本量。
由曲面上某點處的平均曲率和高斯曲率的符號可以判斷該點的類型和該點所處區域的形狀[12],具體見表1。其中,高斯曲率為正、平均曲率為零這樣的點不存在,未在表中列出。
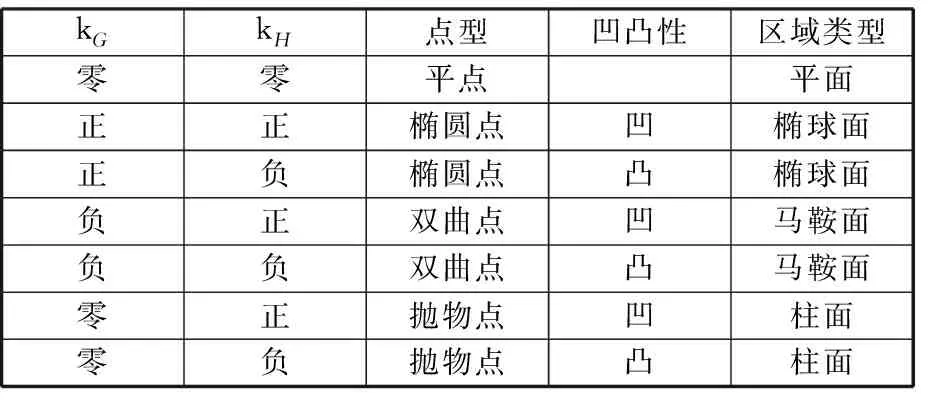
表1 點的類型和曲面區域類型
2.2 曲面離散化與初步劃分
為得到曲面的點云信息,首先對曲面進行離散化。曲面離散的基本過程是在曲面的u向、v向各選一條等參數線,如s(u,0)、s(0,v),按曲面大小離散這兩條等參數線,記錄這些網格點的坐標值,形成曲面參數域的離散點。
在此基礎上,對復雜曲面進行初步劃分。具體過程為:首先建立NURBS復雜曲面(圖2),將該曲面離散成40×40的網格模型(圖3),并在離散化網格模型的基礎上,遍歷獲取分布在網格上每一個離散點的高斯曲率和平均曲率;運用MATLAB語言編程,依據表1判斷每個點的類型,同一類型的點集被聚集在一個面域,相鄰的兩個點的面型發生變化時,該點就成為邊界點,不同的面域之間被明顯地分隔,將所有的邊界點連起來就形成了曲面的劃分邊界。在MATLAB中進行曲面初步劃分,得到的二維圖和三維圖分別見圖4和圖5。
圖2 復雜曲面Fig.2 Complex surface
圖3 曲面離散網格模型Fig.3 Surface discrete grid model
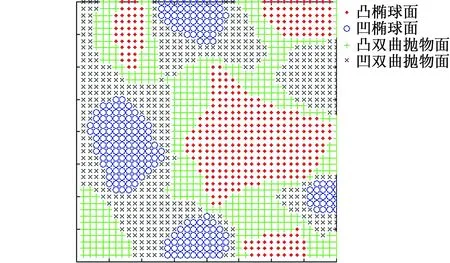
圖4 曲面初步劃分二維圖Fig.4 Preliminary partition of surface in 2D
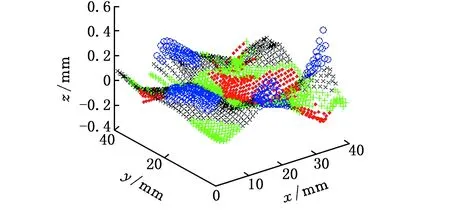
圖5 曲面初步劃分三維圖Fig.5 Preliminary partition of surface in 3D
2.3 基于FCM算法的曲面分片
FCM算法相比于傳統的模糊聚類算法,具有計算簡單、運算速度快、抗噪性強、在計算機上易于實現等特點[13]。在曲面初步劃分后,利用FCM算法迭代過程,找到每個曲面區域的聚類中心(如圖6中“*”所示)。在此基礎上,為了得到明顯的曲面邊界,引入 Voronoi 圖將各邊界點連接起來。圖 7為Voronoi生成的曲面邊界。為方便后續曲面分片,對每個曲面區域的聚類中心和邊界頂點編號,再將二維圖上劃分的曲面區域的每個邊界點,按照其在網格上的位置分布通過坐標映射投影到曲面上進行曲面分割,從而得到坐標映射和曲面分片,分別見圖8和圖9。曲面分片后,可將鄰近相同類型的曲面片合并,以減少分片數量,方便后續曲面分區加工。
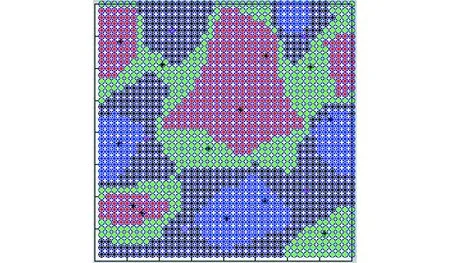
圖6 曲面區域聚類中心Fig.6 Cluster center of surface area
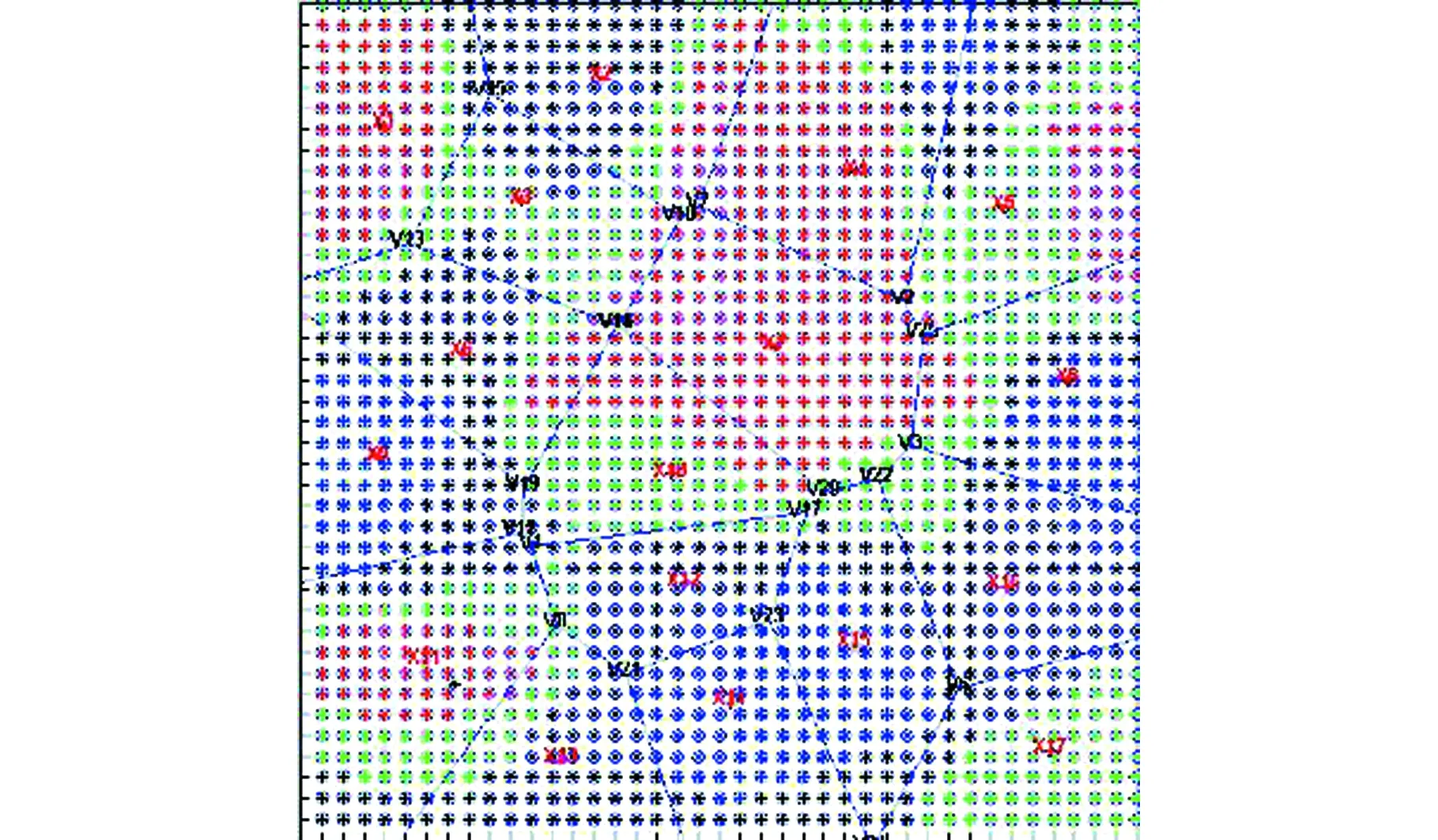
圖7 曲面區域邊界Fig.7 Boundary of surface area
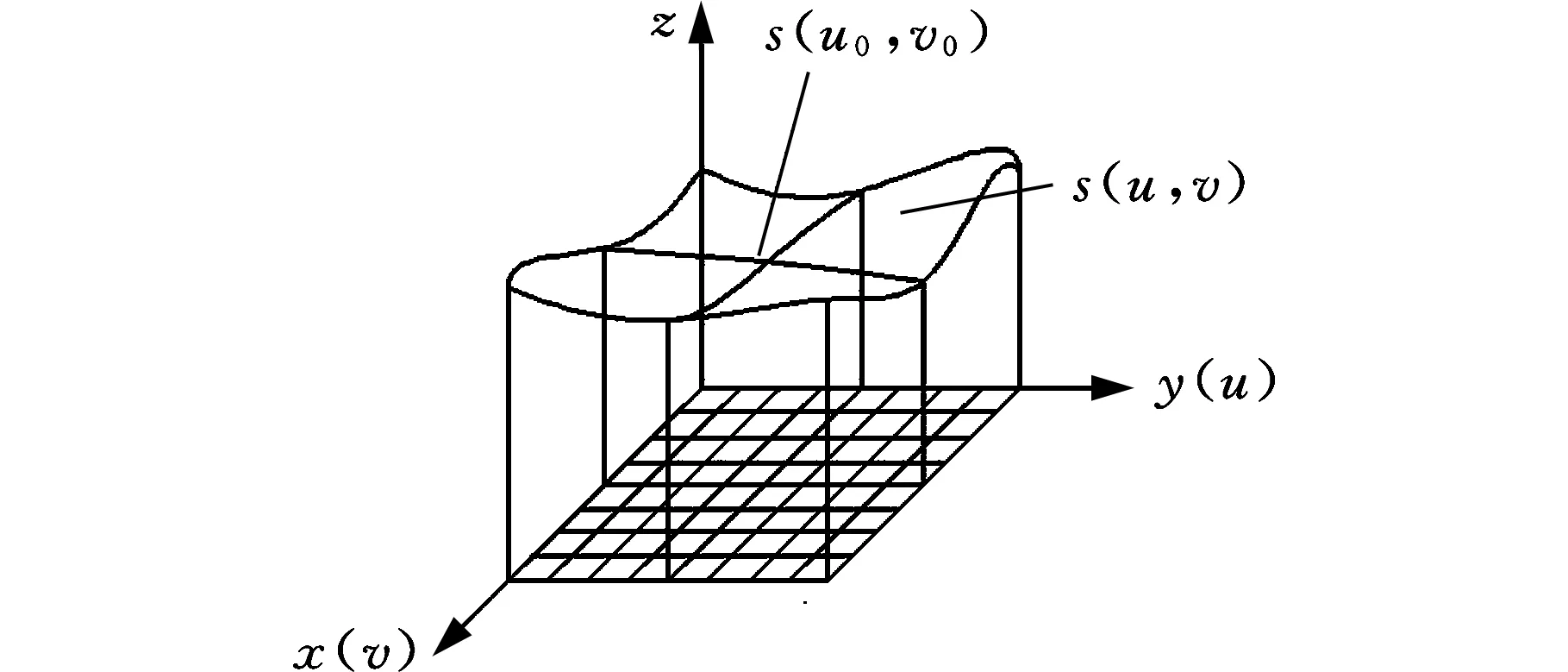
圖8 坐標映射Fig.8 Coordinate mapping
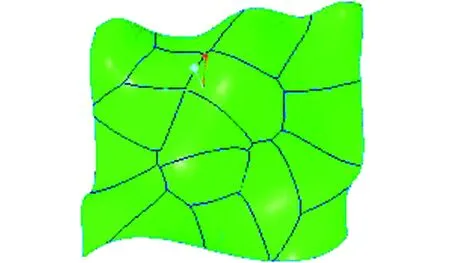
圖9 曲面分片Fig.9 Surface slicing
3 復雜曲面聚類分區高效節能銑削正交試驗
選用直徑d=30 mm 的C6061鋁合金棒作為正交試驗的加工工件。該工件的曲面模型和曲面二維劃分分別見圖10和圖11,曲面分片圖見圖12。圖12中,深灰區域為橢球面(圖13a),淺灰區域為馬鞍面(圖13b)。本節針對橢球面和馬鞍面這兩種曲面,分別設計復雜曲面分區銑削優化正交試驗(L934)。
圖10 曲面模型Fig.10 Surface model
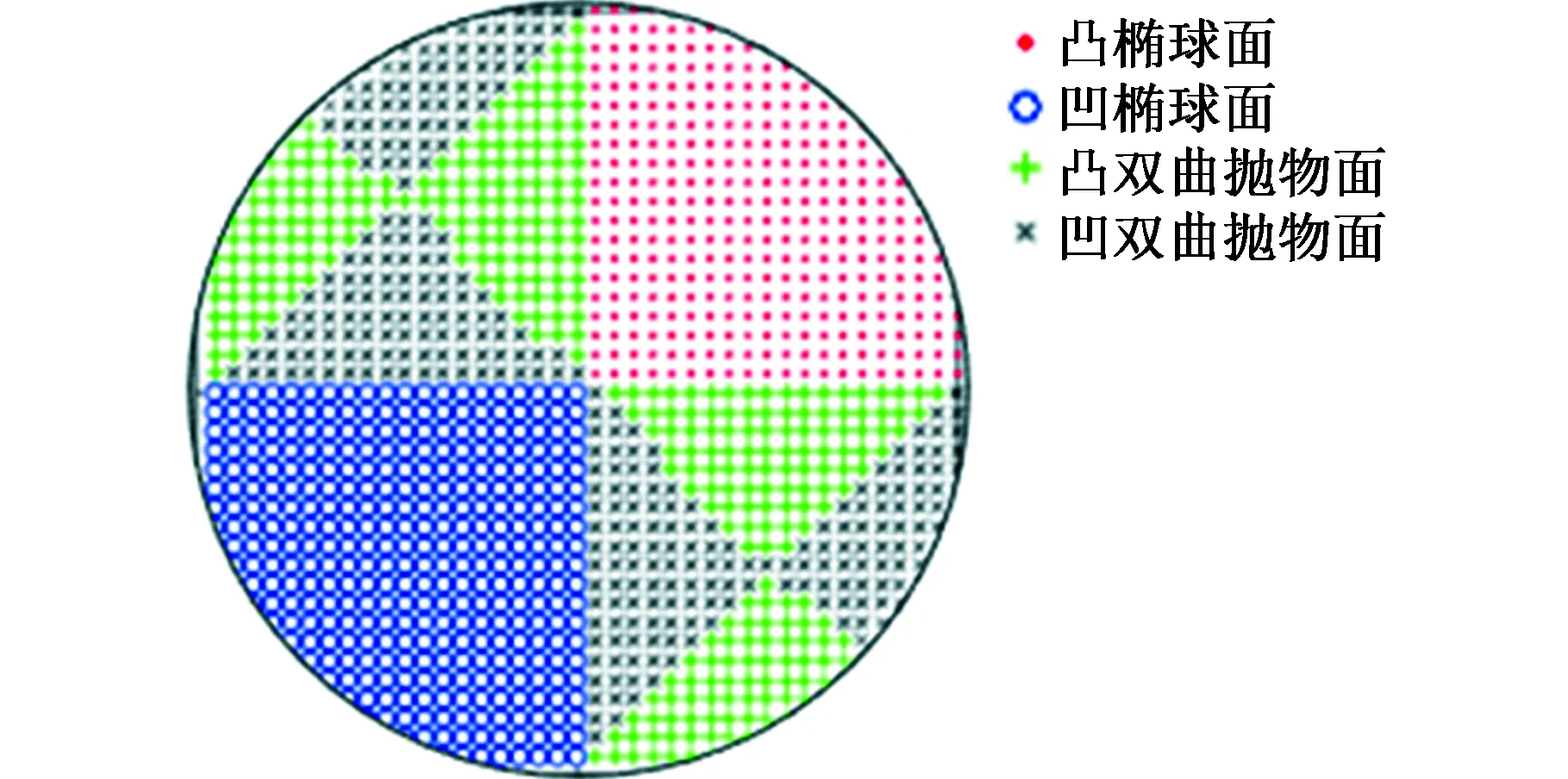
圖11 曲面二維劃分Fig.11 Partition of surface in 2D
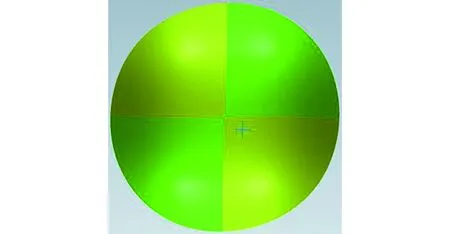
圖12 加工工件曲面分片Fig.12 Surface slicing of machining workpiece
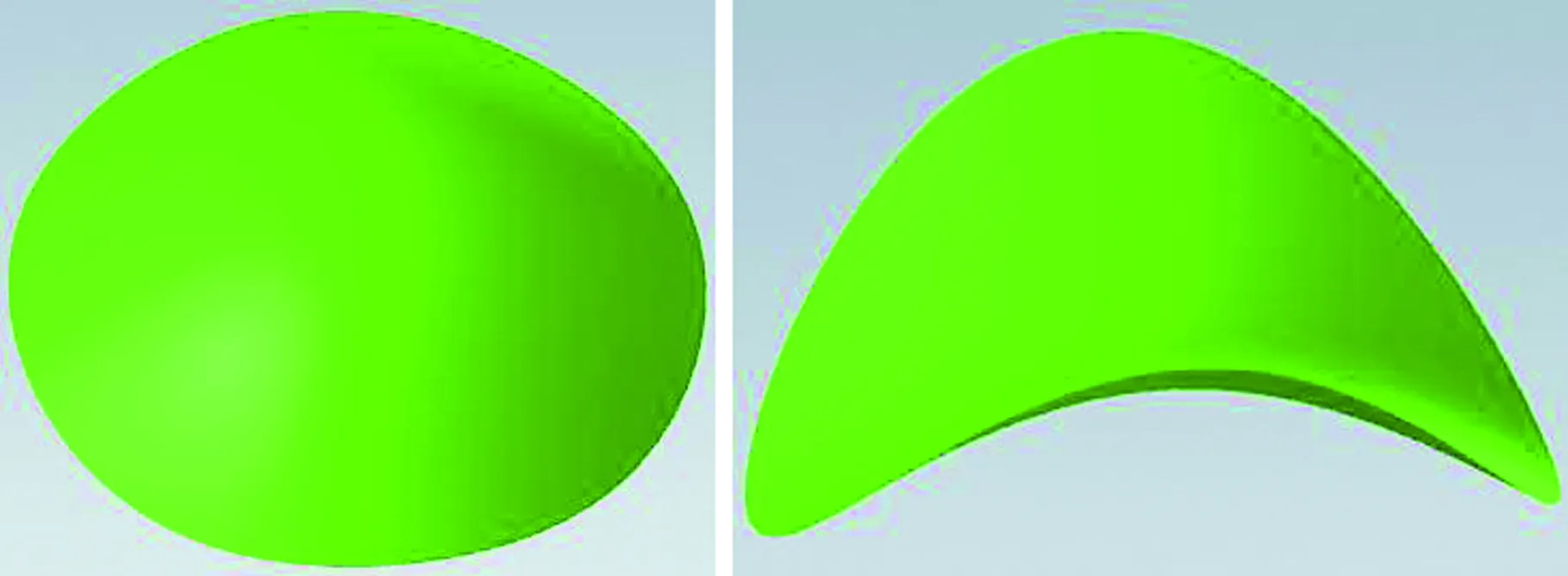
(a)橢球面 (b)馬鞍面圖13 試驗曲面模型Fig.13 Surface model in the test
3.1 試驗條件
(1)加工機床。采用濟南三機床有限公司的JTVC650B立式加工中心,用日置PW6001功率分析儀來監測機床切削過程的實時功率。
(2)加工刀具。在進行曲面加工時,為避免發生干涉,球頭銑刀刀具半徑r應小于待加工表面凹處的最小曲率半徑[6],即r<1/kmax,kmax為加工曲面凹處的最大法曲率,且kmax>0。本文采用2刃的鎢鋼球頭銑刀,粗加工刀具直徑D1=6 mm,半精加工刀具直徑D2=3 mm。
(3)切削條件。采用干切削完成復雜曲面的銑削過程。粗加工留余量0.5 mm,半精加工深度ap為0.5 mm,殘留高度h為0.06 mm。
(4)加工行距的確定。為了保證加工精度及刀具路徑的合理性,本文通過等殘留高度法[2]得到刀具路徑行距L,其計算公式[14]如下:
(3)
式中,R為曲率半徑;h為殘留高度,曲面曲率為凹時符號取“-”,曲率為凸時符號取“+”。
3.2 試驗方案
(1)因子水平設計。本文正交試驗的設計變量主要包括主軸轉速、進給率、刀具路徑。其中,切削參數應根據刀具、工件及機床剛性范圍來確定;刀具路徑選擇平行銑削、45°平行銑削、流線銑削這3種方式。正交試驗的因子水平見表2。
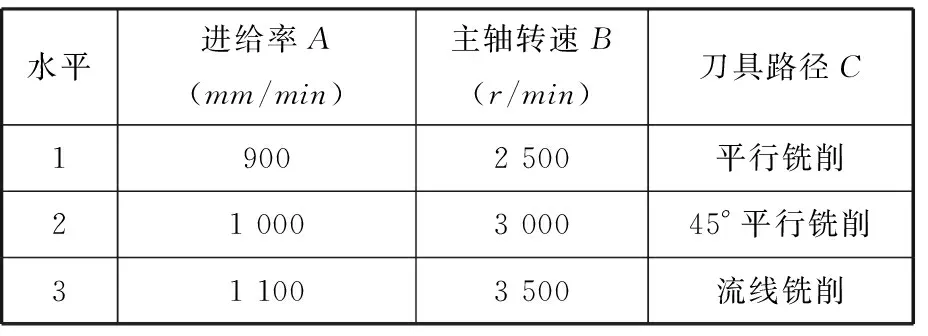
表2 因子水平表
(2)能耗和加工時間綜合評價指標。本文中復雜曲面分區銑削優化的目的是:在等殘留高度條件下,以能耗和加工時間為綜合目標進行復雜曲面分區優化銑削加工。目標函數為
F(L)=w1E(n,vf,ψ)+w2T(n,vf,ψ)
式中,E為加工能耗;T為加工時間;ψ為刀具路徑生成方式;vf為進給率;n為主軸轉速;w1、w2分別為機床能耗與加工時間的影響權重,w1=w2=0.5。
3.3 試驗結果分析
分別針對表2中的因子水平表,開展復雜曲面分區銑削加工試驗,測量得到總能耗和加工時間數據,見表3。

表3 曲面銑削參數與刀路方式最優匹配數學試驗
(1)能耗情況分析。從表3中可以看出:對于橢球面加工,不同的切削參數與刀具路徑方案產生的能耗有明顯差異,其中,最低能耗是8.70 W·h,最高能耗是11.40 W·h,通過方差分析可以發現進給率對其加工能耗的影響顯著,刀具路徑對能耗有一定影響;對于馬鞍面加工,最低能耗是8.67 W·h,最高能耗是11.20 W·h,進給率對能耗的影響程度最大。
(2)加工時間分析。從表3中可以看出:對于橢球面加工,其最短加工時間是60 s,最長加工時間是79 s,進給率和刀具路徑對加工時間的影響最為顯著,對主軸轉速的影響次之;對于馬鞍面,其最短加工時間是58 s,最長加工時間是69 s,進給率對加工時間的影響程度最大。
(3)能耗與加工時間綜合分析。綜合考慮加工能耗和加工時間,橢球面加工的最優組合選取進給率1 100 mm/min、主軸轉速2 500 r/min的平行銑削方式;馬鞍面加工的最優組合選取進給率1 100 mm/min、主軸轉速3 000 r/min的45°平行銑削方式。
4 案例應用驗證
本節對橢球面和馬鞍面的最優切削參數與刀具路徑方案,開展仿真與試驗加工驗證,同時,將復雜曲面分區銑削加工結果與傳統曲面整體銑削結果進行對比,以驗證所提方法的有效性。
4.1 曲面分區仿真銑削加工
采用第3節中橢球面和馬鞍面的最優組合切削參數和刀具路徑,對C6061鋁合金棒工件進行曲面分區銑削加工前的仿真,并與曲面整體銑削加工仿真作對比,本文研究主要集中在半精加工階段。在MasterCAM中用圓柱體毛坯進行仿真銑削加工,曲面分區銑削時,橢球面采用進給率1 100 mm/min和主軸轉速2 500 r/min的平行銑削方式,馬鞍面采用進給率1 100 mm/min和主軸轉速3 000 r/min的45°平行銑削方式;曲面整體銑削時,在進給率1 100 mm/min和主軸轉速3 000 r/min的條件下分別進行平行銑削、45°平行銑削和流線銑削這3種單一刀軌銑削。根據銑削結果,比較分區銑削和3種單一刀軌銑削的刀具路徑長度和切削時間,結果見表4。曲面的3種單一刀軌銑削和分區銑削的仿真刀具路徑見圖14。
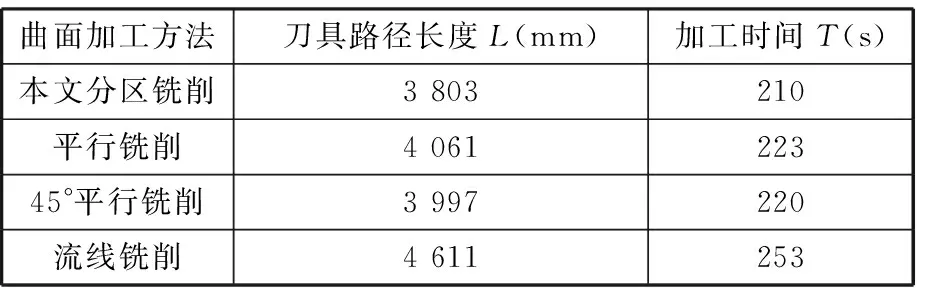
表4 仿真結果
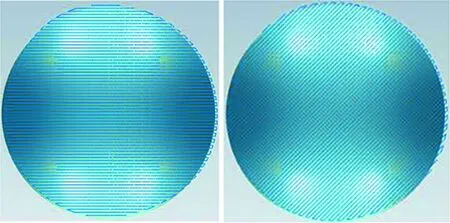
(a)曲面平行銑削(b)曲面 45°平行銑削
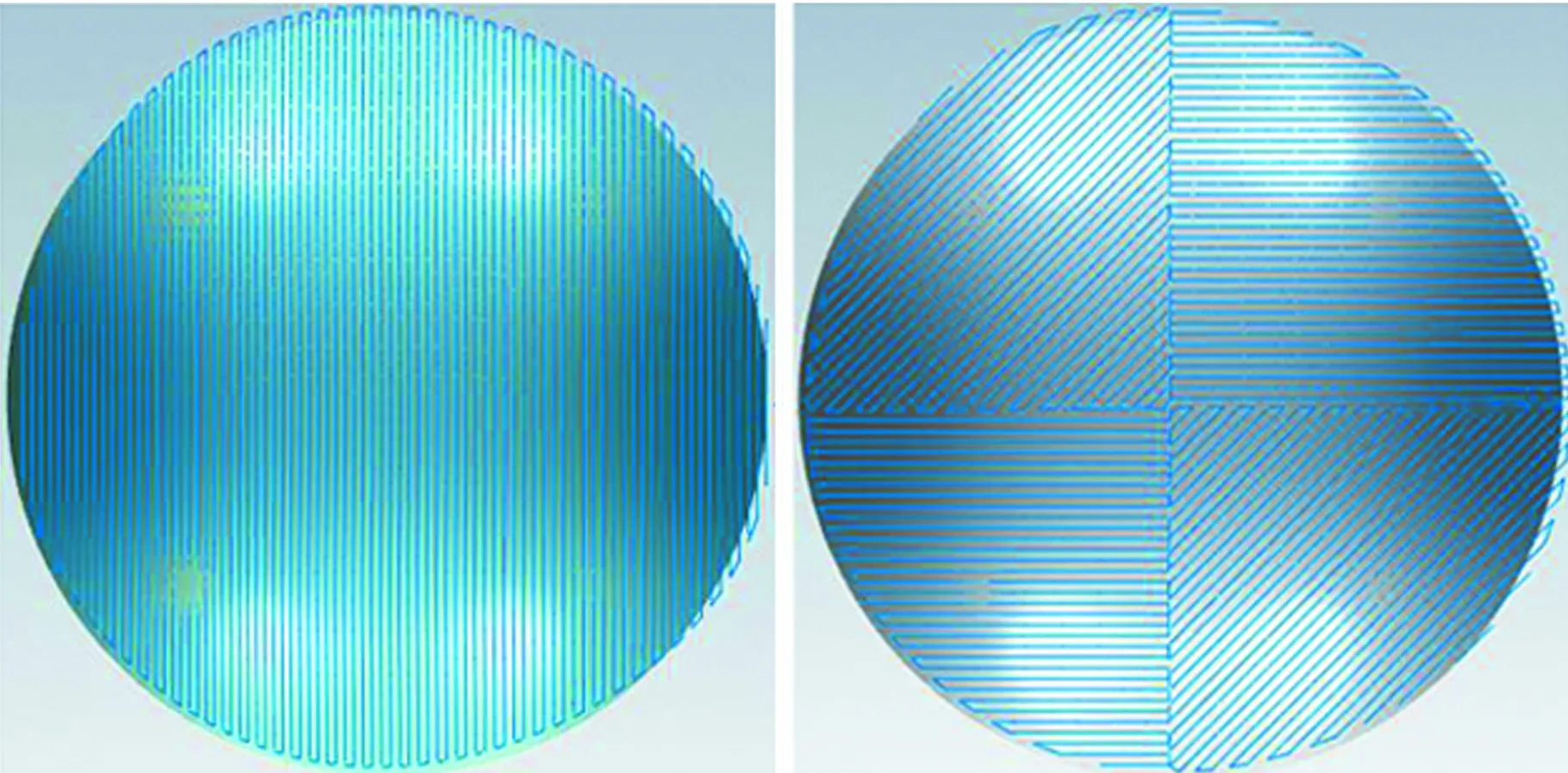
(c)曲面流線銑削(d)曲面分區銑削圖14 曲面分區銑削與單一刀軌銑削的刀具路徑比較Fig.14 Comparison of the generation toolpaths between milling patch by patch and milling globally
根據表4的仿真結果可知,本文曲面分區銑削加工方法生成的刀具路徑長度較3種單一刀軌銑削加工方法生成的刀具路徑長度顯著減短,加工時間也明顯縮短。其中,分區銑削的刀具路徑長度較平行銑削減短了6.4%,較45°平行銑削減短了4.9%,較流線銑削減短了17.5%;分區銑削的加工時間較平行銑削縮短了5.8%,較45°平行銑削縮短了4.5%,較流線銑削縮短了17.0%。由此可知,曲面分區銑削加工方法較單一刀軌的流線銑削加工方法在刀具路徑長度和加工時間上的優勢突出。
4.2 試驗驗證
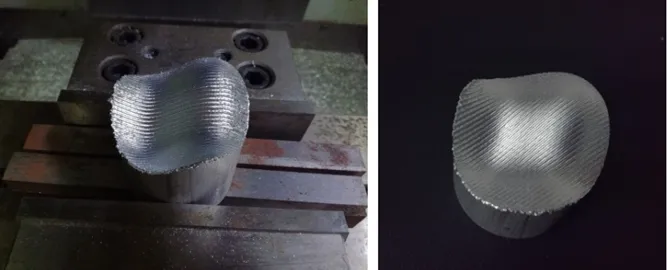
在Mastercam仿真加工生成的刀具路徑基礎上,選擇JTVC650B立式加工中心作為加工機床,同時選取第3節正交試驗中橢球面和馬鞍面的最優切削參數和刀具路徑,進行曲面分區銑削,本文研究主要集中在半精加工階段。選用相同的工件(C6061鋁合金棒工件)做曲面整體銑削,其中進給率為1 100 mm/min、主軸轉速為3 000 r/min,刀具路徑分別選用平行銑削、45°平行銑削及流線銑削。半精加工深度ap為0.5 mm,殘留高度h為0.06 mm。 曲面分區銑削加工與曲面整體銑削加工的能耗和加工時間對比見表5。工件分別采用曲面分區銑削加工和曲面整體銑削加工所獲得半精加工曲面,見圖15和圖16。
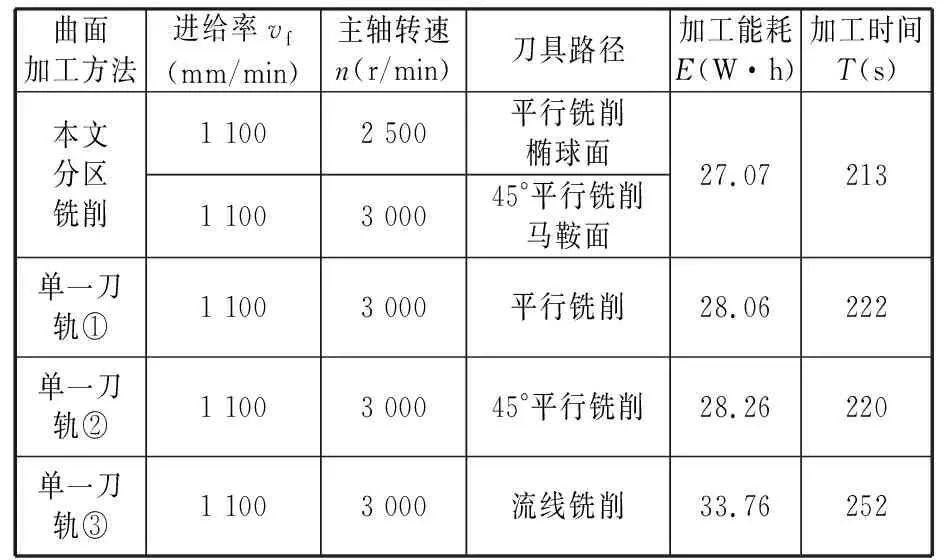
表5 試驗結果
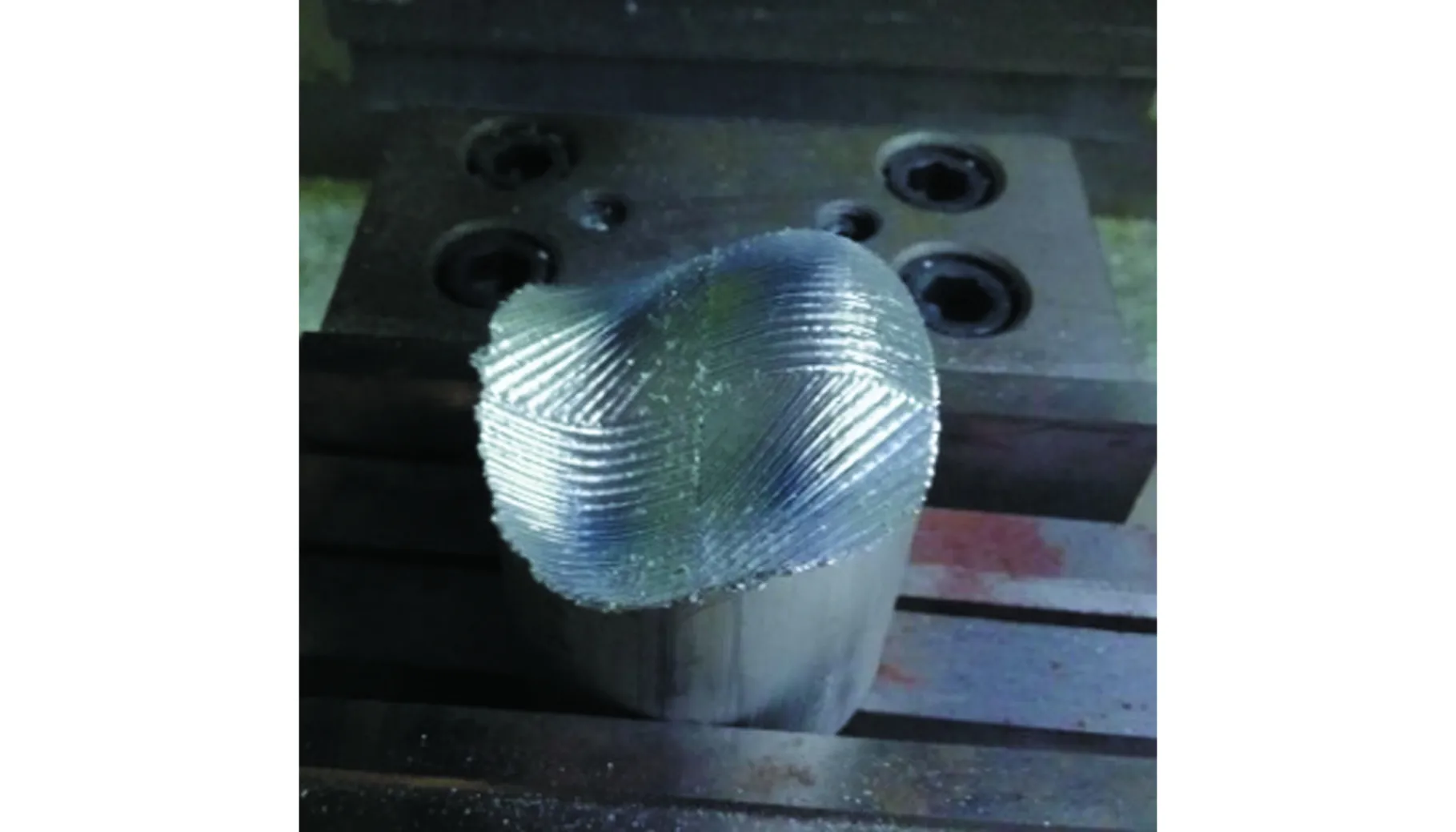
圖15 曲面分區銑削的半精加工曲面圖Fig.15 The semi-finishing surface map of partition milling
由表5的試驗結果可以看出:復雜曲面分區銑削加工與復雜曲面采用統一切削參數和刀具路徑的加工方式相比,前者能耗最多降低19.8%,最少降低3.5%,平均降低9.1%;曲面分區銑削與曲面整體銑削相比,前者加工時間最多縮短15.4%,最少縮短3.2%,平均縮短7.5%。由此可以說明:復雜曲面分區銑削與復雜曲面整體銑削相比,可有效提高加工效率并降低能耗。
(a)平行銑削 (b)45°平行銑削
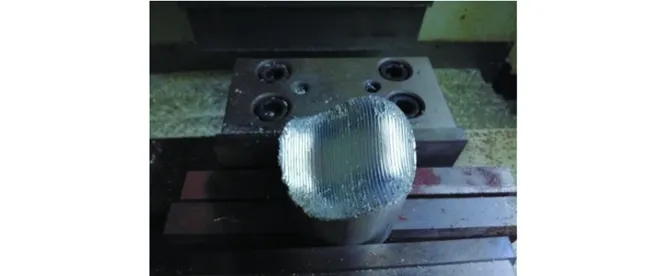
(c)流線銑削圖16 曲面整體銑削加工的半精加工曲面圖Fig.16 The semi-finishing surface map of milling globally
5 結論
針對復雜曲面類零件數控加工過程存在的能耗高、加工效率低等問題,從復雜曲面分區加工的角度出發,提出了面向高效節能的復雜曲面分區加工銑削優化方法。基于復雜曲面的曲率特性,運用FCM算法實現了復雜曲面分區。對于每一個曲面分區,采用正交試驗設計求解最優的切削參數和刀具路徑,實現能耗和加工時間的綜合最優。通過將復雜曲面分區銑削方法與復雜曲面整體銑削方法進行能耗和加工時間對比,驗證了所提方法的有效性。所提出的復雜曲面分區銑削優化方法為復雜曲面類零件高效節能數控加工提供了一種新思路,對于降低復雜曲面類零件制造過程的能量消耗、提高加工效率具有重要意義。
本文主要采用試驗分析方法確定復雜曲面分區對能耗和加工效率的影響情況,并求解出能耗和加工時間最優的切削參數與刀具路徑。下一步將深入研究復雜曲面分區與數控加工能耗、加工效率之間的關聯模型,為復雜曲面高效、節能數控加工優化方法提供支持。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
