Ti6Al4V合金粉末高溫高壓成形過程中粉固界面及其耦合變形研究
2019-02-21 03:46:58
中南大學學報(自然科學版) 2019年1期
(北京航空航天大學 機械工程及自動化學院,北京,100083)
鈦合金具有較高的比強度,同時鈦合金的耐熱性、耐蝕性、抗彈性良好[1],廣泛應用于航空航天、軍事和船舶等領域。傳統加工方式對鈦合金的加工存在一些問題,如鑄造會產生縮孔、縮松,鍛造后續機加工周期長等。熱等靜壓作為粉末近凈成形的一種有效方法,克服了鈦合金傳統成形工藝上的不足[2]。熱等靜壓技術是一種在高溫、高壓條件下通過包套對粉末材料進行直接固結成形的技術。熱等靜壓產品致密度高、力學性能優越,極大提高了材料的利用率,成為鈦合金、鋁合金等零件成形的最有效方法之一[3]。熱等靜壓過程中,粉末顆粒在壓力與溫度的共同作用下轉變為高度致密化體,正是由于這種轉變,粉固界面的接觸狀態在熱等靜壓過程中的每一步都是不明確的,而且粉末與包套之間的摩擦阻礙了最優致密度的形成。摩擦對于粉末成形過程的理解和分析具有重要的作用。相關研究報告顯示,許多粉末制件的最終性能強烈依賴于粉末與壁面的摩擦[4],而且熱等靜壓件的一些缺陷例如裂紋、包套破裂等的產生與粉固界面的接觸狀態密切相關。粉末熱等靜壓成形過程是一個高度復雜的非線性化過程[5],難以通過數值解析方法控形,而采用反復試驗的方法不僅費時,而且極大地增加了成本。數值模擬成為研究粉末熱等靜壓成形過程的一種快速、有效的手段。而在數值模擬過程中,粉固界面的接觸處理是關鍵一步,粉固界面接觸對嚴重影響著數值模擬結果,不當的處理嚴重降低數值模擬的可靠性,失去其指導意義。目前,針對熱等靜壓過程中粉固界面的研究鮮有報道,熱等靜壓過程中包套與粉末的接觸受到多方面的影響,這種接觸的具體模型也很難從實驗中直接得出,王剛[6]認為熱等靜壓過程中2A12合金粉末與包套之間沒有相對位移,不必考慮包套與粉末的摩擦;劉國承等[7]采用庫侖摩擦模型模擬316L粉末與包套的接觸,并得到了近似尺寸;瞿宗宏等[8]采用粘滑摩擦模型處理FGH4097合金粉末與包套之間的接觸并得到了準確的成形尺寸及變形趨勢,而關于Ti6Al4V合金粉固界面的研究,還沒有相關報道。因此,有必要展開對Ti6Al4V粉末與包套之間接觸以及摩擦力的研究。本文作者針對Ti6Al4V合金成形開展數值模擬研究工作,建立熱等靜壓力學模型,分析粉固界面的接觸狀態,研究粉固界面接觸狀態對熱等靜壓成形過程的影響,對Ti6Al4V合金熱等靜壓包套設計及工藝參數優化具有重要意義。
1 接觸模型及材料本構方程
1.1 接觸模型
1.1.1 Bilinear接觸模型
Bilinear模型是庫侖摩擦模型在有限元中的表現形式,庫侖摩擦模型是目前塑性成形過程中常用的模型之一[9],由 COULOMB 在 AMONTONS 和LEONARDO 的基礎上,提出“摩擦力與作用在接觸面上的正壓力成正比,且與相對滑移速度無關”,進一步發展成庫侖摩擦模型[10]。

式中:σn為接觸點法向應力;σfr為切向應力;μ為摩擦因數;t為相對滑動速度方向上的切向單位矢量。
當法向力給定后,摩擦力出現階梯函數狀變化,數值模擬計算中引入這種不連續性,往往會導致計算困難,因此,采用1個滑動面來消除這種這種不連續性,Bilinear模型圖如圖1所示。圖1中:ft為剪切力;為切向位移增量;δ為黏性極限距離。
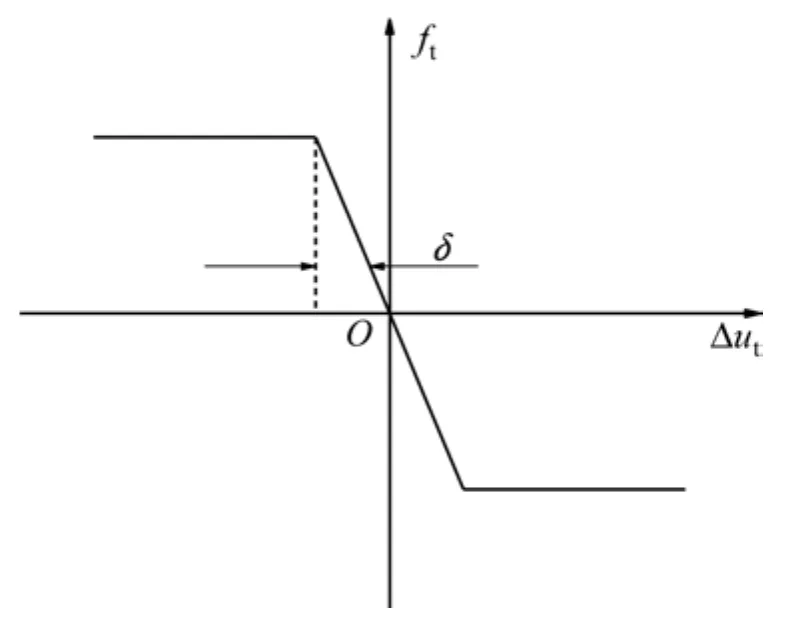
圖1 Bilinear模型示意圖Fig.1 Sketch map of Bilinear friction model
1.1.2 Stick-slip接觸模型
Stick-slip接觸模型是基于庫侖摩擦模型的針對粘滑摩擦狀態的修正模型,假設初始狀態時處于黏結狀態,經過一定切向位移轉變為滑動摩擦狀態,能夠實現黏性摩擦到滑動摩擦的突變,如圖2所示。圖2中:Ft為摩擦力;Fn為法向力;α為乘子,一般取1.05;β為滑動摩擦到黏性摩擦的相對位移過度區域,一般取10-6。
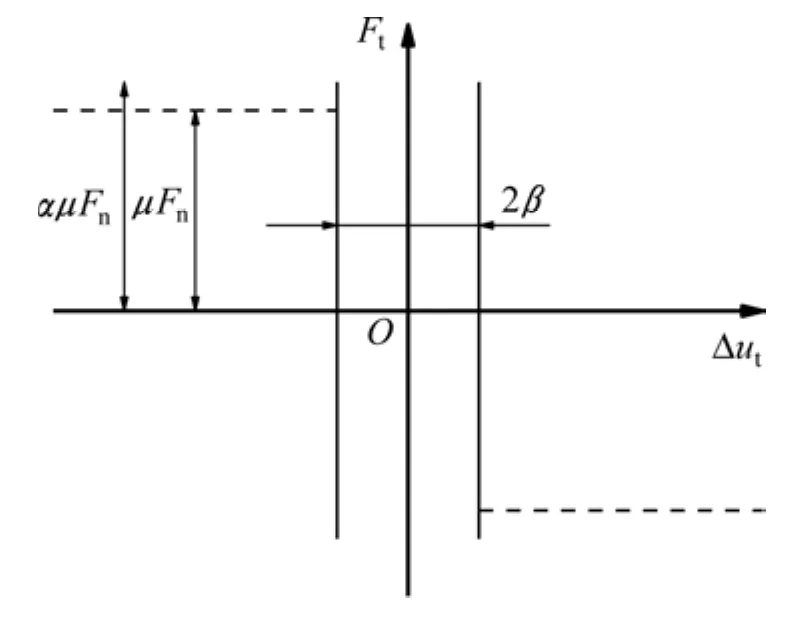
圖2 Stick-slip模型示意圖Fig.2 Sketch map of Stick-slip friction model
1.1.3 Glue模型
Glue接觸模型將接觸處理為始終黏結狀態,在數值模型中表現為接觸節點之間固連,沒有相對位移產生。
1.2 本構模型
粉末致密化過程實質上是由非連續體轉變為連續體的過程,在這個過程中體積不斷發生變化。非連續體的變形非常復雜,需要考慮所有顆粒的應力與應變[6],因此,將粉末看作“連續的多孔材料”,應用連續介質理論描述粉末體。
在經典Von Mises理論基礎上,SHIMA等[11]考慮多孔材料相對密度和靜水壓力的影響,提出Shima屈服模型。

式中:σ1,σ2和σ3為3個主應力;f為靜水壓力對屈服的影響程度;σm為靜水壓力;F為屈服應力。本文采用MSC.marc軟件對成形過程進行模擬,軟件中嵌入的是修正后的Shima模型:
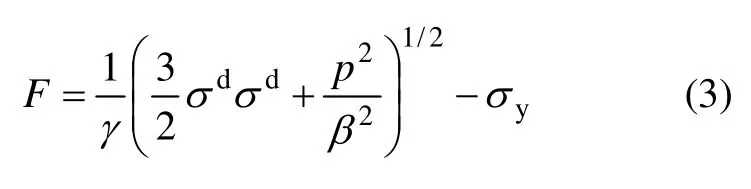
式中:σy為單軸屈服應力;σd為應力偏張量;p為靜水壓力;β和γ為相對密度的函數,
單軸壓縮試驗可獲得β和γ與ρ之前的關系數據,進而獲得q1~q4和b1~b4共8個系數的數值。
2 結果與分析
試驗采用的Ti6Al4V預合金粉末由陜西海寶特種金屬材料有限公司提供,粉末粒徑在60~300 μm之內,包套材料為不銹鋼。Ti6Al4V的化學成分如表1所示。
熱等靜壓設備為ABB公司的QIH-5熱等靜壓機,最高溫度可達2 000 ℃,最高壓力為200 MPa。包套材質為301不銹鋼,厚度為2 mm。為保證粉末充填密實,充填過程在VSR-200時效振動系統上完成,振動頻率為30 Hz,振動時間1 h,振動后粉末振實相對密度為0.65。為充分排出實驗件內空氣,在500 ℃下進行高溫脫氣8 h,使得包套內真空度達到10-5Pa,隨后,采用電子束焊密封包套。將已經脫氣的包套進行熱等靜壓壓制,熱等靜壓溫度為 920 ℃,壓力為120 MPa,升溫升壓、保溫保壓、降溫降壓時間分別為2,3和2 h。

表1 Ti6Al4V合金粉末的化學成分(質量分數)Table1 Chemical composition of Ti6Al4V aluminum alloy powders %
Ti6Al4V合金粉末試件為軸對稱圓柱試件,所以選取模型的 1/8為計算單元,利用大型有限元軟件MSC.marc進行模擬計算,并將粉末試件相對密度的模擬計算結果與試驗結果進行對比,結果如圖3所示。
試驗結果如圖3(a)所示。在熱等靜壓過程中,盡管包套外表面都處在等靜壓載荷作用下,但由于包套對壓力具有屏蔽效應[12],包套內部粉末則處在不等載荷的作用下,這也是試驗件內部產生相對密度梯度的原因。這種屏蔽效應在包套和頂部直壁所組成的“L”狀結構處尤為明顯,因此,該區域相對密度較低。其他區域粉末收縮比較明顯,致密化程度較高[13]。
由圖3可以看出:Bilinear模型與Stick-slip模型得到的坯料變形規律與HIP試驗結果高度相符,Glue模型對坯料邊角處變形的預測結果與試驗結果存在一定差距。在熱等靜壓過程中,隨著壓力與溫度上升,粉末體收縮,包套產生相應變形。采用Glue模型時,粉末與包套之間處于一種黏結狀態,在伴隨包套發生變形的同時,由于這種黏結效應,粉末產生一定程度的塑性變形;而對于Blinear模型與Stick-slip模型,粉末與包套處于摩擦接觸狀態,粉末與包套產生一定程度的相對滑動。Glue模型的這種粉末塑性變形對于外部等靜壓的阻礙作用遠遠大于摩擦力的阻礙作用,因此,這種阻礙作用是與包套變形程度直接相關的。在“L”狀結構處,包套的變形程度較大,這種阻礙作用尤為明顯。在其他區域,包套變形程度較低,阻礙作用較小。這也是 3種模型在“L”狀區域變形程度差異較大,而軸向與徑向尺寸差異較小的主要原因。表2所示為采用3種不同接觸模型的熱等靜壓數值模擬結果與試驗結果的對比。
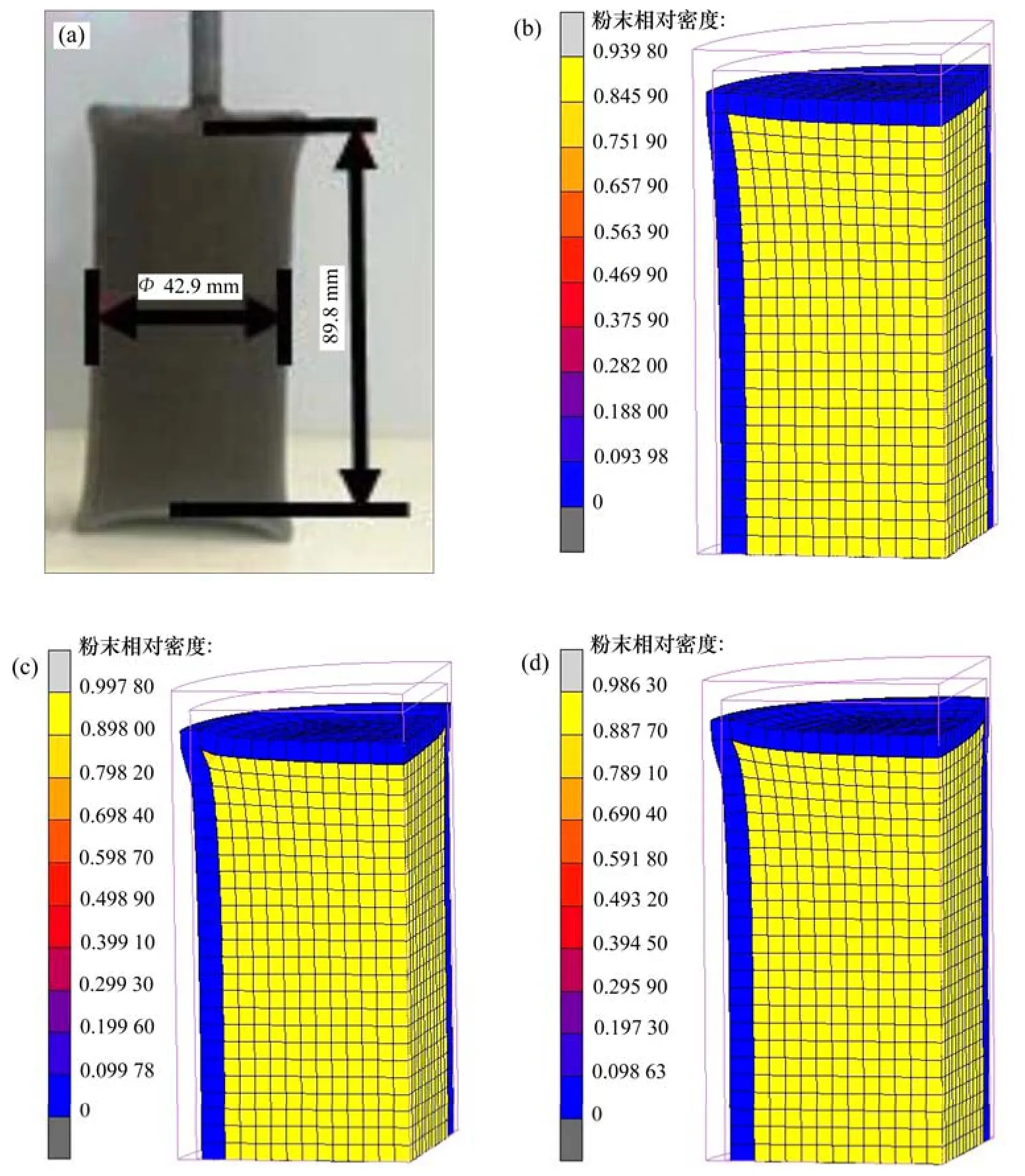
圖3 相對密度試驗及模擬結果圖Fig.3 Test and simulation results of relative density
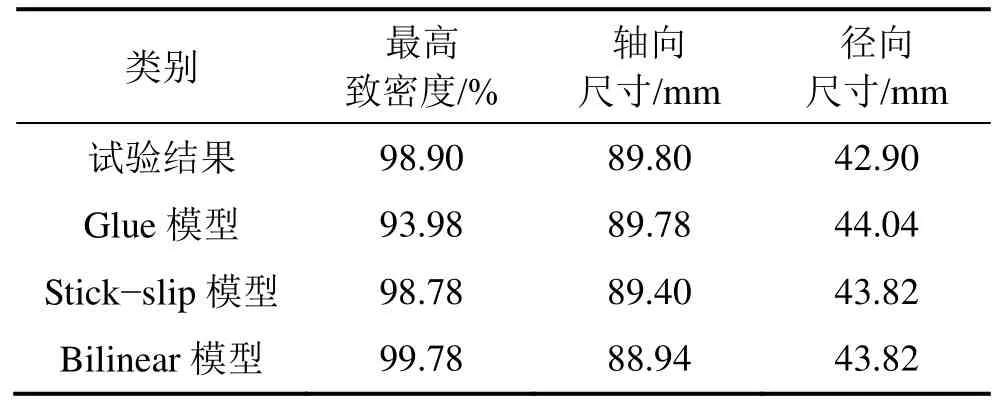
表2 參數模擬結果與試驗結果的對比Table 2 Comparison between simulation results and test result of parameters
由表2可知:參數數值模擬結果和試驗數據高度一致,最大相對誤差不超過 5%,在工程允許得誤差范圍之內,說明數值模擬在預測Ti6Al4V合金粉末熱等靜壓致密化過程方面具有一定的指導意義。
2.1 粉固界面的接觸理論分析
目前,還沒有針對熱等靜壓過程中粉固界面的接觸理論研究,而針對粉末壓實過程中粉固界面的接觸研究較多,可采用壓制過程的理論分析模型計算摩擦力[14],而對于圓柱粉末熱等靜壓件,由于包套外部受到等靜壓作用,而且在熱等靜壓后,包套徑向尺寸收縮僅為10%,因此,在粉末壓制圓柱模型側曲面施加等同于頂部平面的壓力,這種修改后的力學狀態等同于熱等靜壓圓柱模型1/2結構的力學狀態。由于熱等靜壓圓柱件側曲面整體上收縮程度基本保持一致,而平面將會出現中心凹陷等不均勻收縮,因此,這種理論應用僅局限于簡單圓柱模型。可將圓柱粉末單向壓實理論引入熱等靜壓并針對熱等靜壓受力、變形的特點進行修正補充。
圓柱粉末件的簡化模型及受力狀態如圖4所示。圖4中:Q為粉末體橫截面積;h為1/2粉末體高度;p為熱等靜壓的壓強。從距離上表面z處取一厚度為dz薄層進行受力分析。由于圓柱體表面受到相等壓力,圓柱體粉末與包套的接觸狀態關于中心面對稱,因此,取1/2圓柱體進行研究。
圖4 粉末體受力示意圖Fig.4 Force diagram of powder body
在熱等靜壓過程中,粉體受力平衡。上表面所受到的壓應力pu=p,壓力fu=Qp,因此,薄層上表面的軸向實際致密化力為

式中:fμ為包套與粉末之間的摩擦力。
軸向實際致密化力的增量為

摩擦力正比于徑向壓力,

式中:M為圓柱體的包絡面面積。
考慮徑向應力與軸向應力的比值,令pr/pa=k,代入式(8)得

式中:C為圓柱體在z處的周長,由f(0)=fu,對式(9)進行積分得:
k為徑向壓力與軸向壓力的比值,它是材料和幾何的相關參數。對于純彈性圓柱體,進行軸向加載時,徑向會產生膨脹,根據胡克定律有

但是,彈性變形不是熱等靜壓過程中粉末致密化的主要機制,因此,由式(12)得到的固定值k不適用于熱等靜壓。
粉末致密化過程是一個高度非線性化的過程,由于塑形變形是粉末致密化的主要機制,因此,可將塑形數學理論應用于粉末致密化。粉末壓制已經采用該理論取得較好的結果[4]。針對粉末壓制過程中所得k進行修正,可應用于熱等靜壓過程中。
在粉末壓制過程中,粉末在軸向進行壓縮時,徑向會產生膨脹的趨勢,因此,粉末壓制過程中的徑向力就是抑制這種趨勢而產生的力。而對于圓柱體熱等靜壓,其徑向尺寸在熱等靜壓前后變化僅為10%,可近似采用粉末壓制理論。包套軸向與徑向受到相同的壓力,粉末徑向就受到膨脹產生的力和外部壓力的雙重作用,因此,可得熱等靜壓過程中的k。
熱等靜壓過程中的k為
式中:σro為外部壓應力;σre為徑向膨脹而產生的壓應力。
由于σro≈σa,因此,

式中:kc為粉末壓制過程中的徑向力與軸向力的比值。
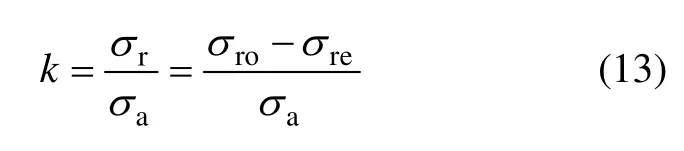
根據式(14)及粉末壓制過程中相關理論[4],可獲得熱等靜壓過程中徑向力與軸向力比值隨相對密度的變化曲線,如圖5所示。
在數值模擬中所給定的摩擦因數往往是一個固定值,為了探究粉固界面的實際摩擦因數,針對Stick-slip與Bilinear模型(Glue模型假設為固聯狀態,不存在摩擦)的數值模擬結果進行分析,將相關數據代入式(11),得到摩擦因數隨時間變化關系。由于降溫降壓階段粉末已達到高度致密化狀態,此時的接觸為固體金屬之間的接觸,故只取升溫升壓階段及保溫保壓階段進行分析,如圖6所示。
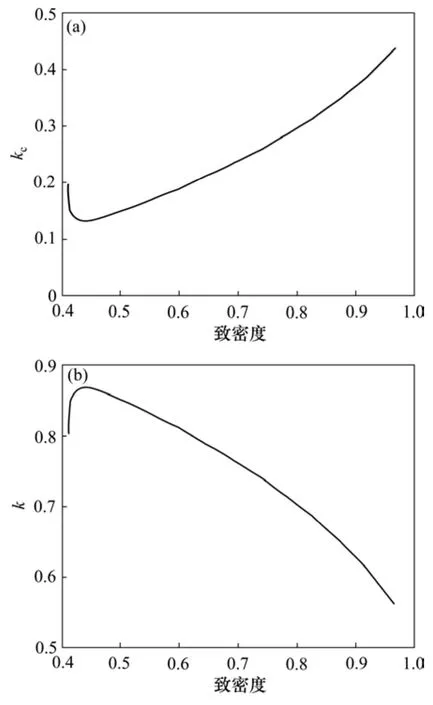
圖5 徑向力與軸向力比值Fig.5 Ratio of radial force to axial force
圖6 實際摩擦因數Fig.6 Actual friction coefficient
由圖6可以看出:采用2種接觸模型數值模擬結果所得實際摩擦因數差異較大;在升溫升壓階段,采用Stick-slip模型所得實際摩擦因數具有較大初始值,并且隨時間而降低,在4 000 s左右達到最小值,此時,粉末相對密度達0.9,粉末致密化過程基本完成;而采用 Bilinear模型所得實際摩擦因數,其初始值較小,隨著壓力與溫度升高而增加并在2 000 s達到最大值,然后出現下降趨勢,并在5 000 s后趨于穩定;在保溫保壓階段,這2種模型所得的實際摩擦因數基本穩定,采用 Stick-slip模型的實際摩擦因數為 0.15,采用Bilinear模型的實際摩擦因數為0.10。
粉固界面的摩擦狀態是由兩者之間的相互作用決定的,這種相互作用主要表現為粉末顆粒變形與滑移,在熱等靜壓過程中是不斷發生變化的。在熱等靜壓前,粉末顆粒與包套的實際接觸接近于點接觸,因此,粉固界面總的真實接觸面積非常小,當施加壓力后,這些微小的接觸區域便承受巨大的應力而發生黏附現象,使得熱等靜壓起始時具有較高的摩擦因數[15];隨著壓力的不斷增加,粉末顆粒的接觸面積不斷增大,材料的硬化會產生一個更穩定的接觸面[8],進而粉末與模具之間的接觸面上的孔隙逐漸被填平,使得接觸面逐漸平滑,從而摩擦因數降低[16]。伴隨著相對密度不斷提高,粉末由松散顆粒轉變為致密體,與包套的接觸狀態更接近于金屬實體的接觸,因而,在保溫保壓階段摩擦因數趨于1個定值。2個模型在升溫升壓階段的結果差異較大,升溫升壓階段粉末相對密度較低。而當粉末相對密度較低時,粉末滑移可被看作粉末在靠近包套的邊界層中的剪切作用以及在粉固界面上的滑動,這個過程有助于粉末在熱等靜壓早期階段的顆粒重排,并且對于復雜結構的成形起著重要的作用。因此,綜合根據以上分析,Stick-slip接觸模型能更好地反映出摩擦因數的變化過程。
2.2 接觸模型對相對密度的影響
由表2可以看出3種模型均能實現對整體幾何尺寸的預測。對于粉末制品來說,其最終整體成形密度與硬度、疲勞強度、韌性等性能密切相關,而密度分布的均勻性與缺陷、裂紋等因素密切相關,這些因素的存在甚至會導致熱等靜壓件因性能低劣而廢棄[16]。因此,在可靠預測幾何尺寸的前提下,預測最終密度的準確度顯得尤為重要。在預測最高相對密度方面,Stick-slip模型與Bilinear模型均能實現精準預測,而Glue模型預測效果較差。下面選取幾個典型位置的相對密度預測進行分析,各節點位置如圖7所示。
熱等靜壓一般用于制造輪廓復雜的零件,節點A位于粉末體外沿,位于粉末體外廓急劇變化的部位,能夠代表復雜結構部位粉末相對密度的變化趨勢;節點B位于粉末體中心位置,能夠代表內部粉末相對密度的變化趨勢。
節點A和B處相對密度隨時間變化的曲線如圖8所示。從圖8可知:2個位置的相對密度都是呈現上升趨勢,但在熱等靜壓初期,相對密度有下降趨勢,這是由于隨著溫度上升,粉末體膨脹而產生的膨脹量大于壓力產生的壓縮量;隨著壓力的升高,壓縮量越來越大,相對密度逐漸上升。
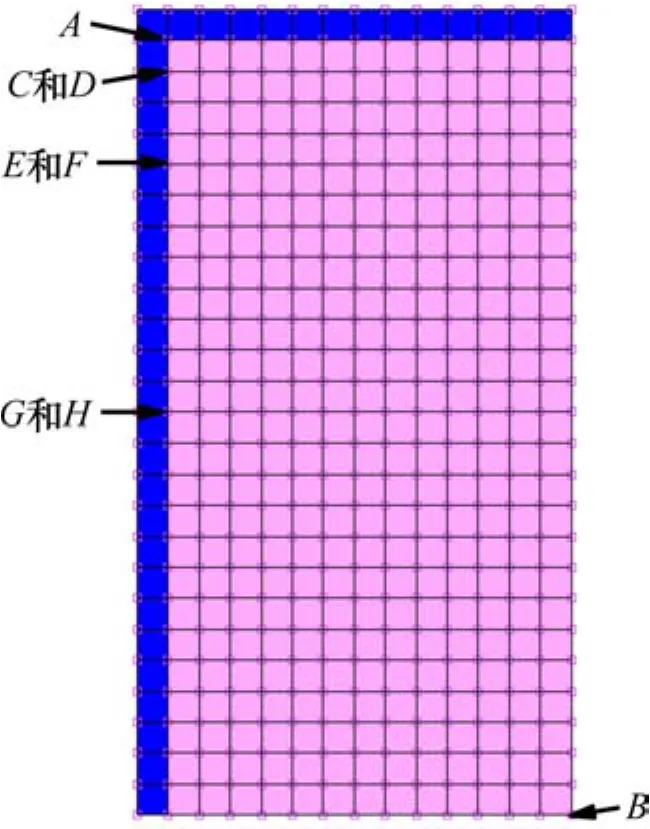
圖7 FEM模型的節點位置Fig.7 Nodes positions in FEM model
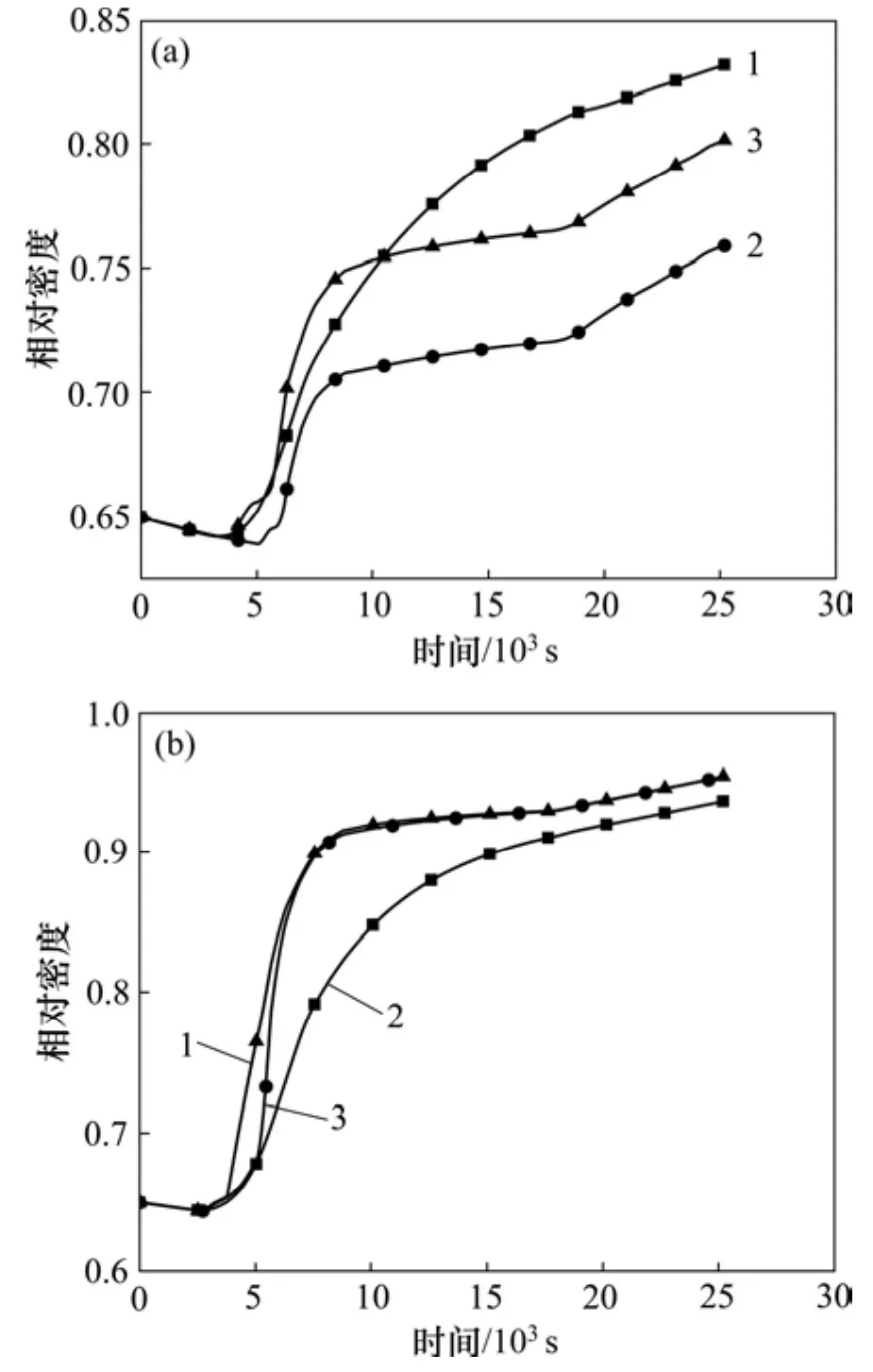
圖8 熱等靜壓過程中相對密度變化Fig.8 Relative density changes in HIP
熱等靜壓完成后,這3種模型均能準確預測節點B處的相對密度變化趨勢以及最終相對密度。而對于節點A處最終相對密度的預測結果,Glue模型僅為0.75,Stick-slip模型為0.80,Bilinear模型為0.83。在節點A區域進行取樣,并采用阿基米德排水法[17]測得相對密度為0.88,因為由節點A附近區域的相對密度均比節點A的高,因此,測得值稍高于實際值。材料相對密度決定著材料的靜態強度、塑性、動態強度、硬度等各項性能,而在相對密度為0.75時,對照相應實驗曲線[18],平面應力、抗拉強度、伸長率等參數均顯著低于正常值,此時,Ti6Al4V合金粉末未完全致密化,這與實際情況是不相符的。熱等靜壓多用于制備輪廓復雜零件,數值模擬對于以節點A為代表的結構急劇變化位置的預測準確性顯得尤為重要。由此可見,Glue模型所預測的最終相對密度與實際情況存在較大誤差。
2.3 接觸模型對粉末體、包套之間相對位移的影響
包套與粉末體的相對位移對于外輪廓的形狀變化具有一定影響作用,在熱等靜壓中,存在著包套與坯料的相對位移過大而導致包套破裂的問題,通過對相對位移的預測能在一定程度上避免出現上述情況。包套與粉末體相對位移受到壓力、溫度、熱膨脹系數差異等多方面的影響,由節點C和D,E和F,G和H之間的徑向位移差得到相對位移,如圖9所示。從圖9可知:粉末體外沿的相對位移較大。因此,取節點C和D在3種模型下的數值模擬結果進行分析,如圖10所示。
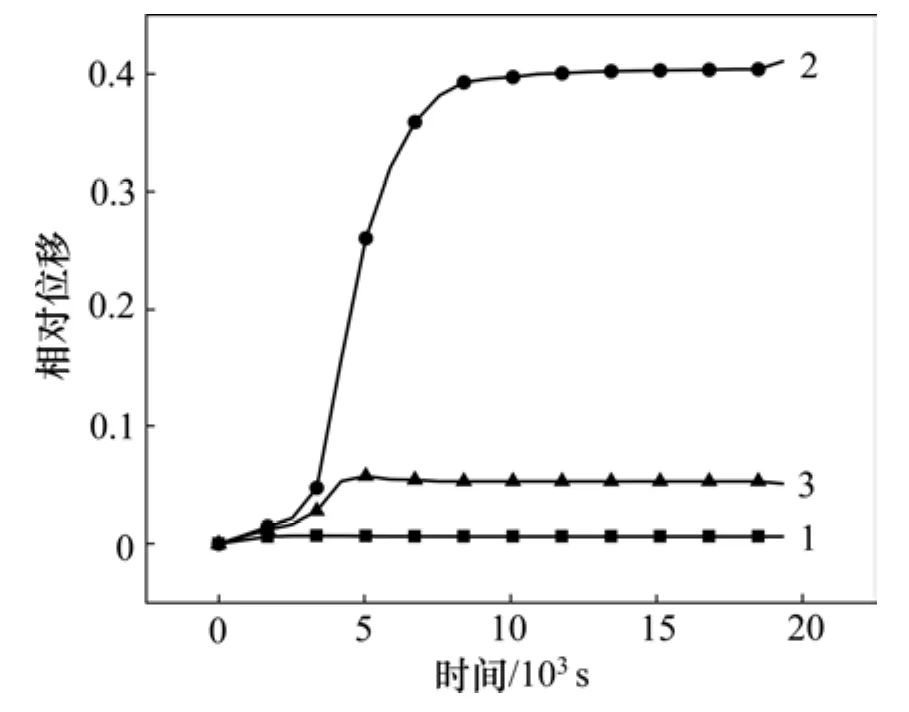
圖9 相對位移隨時間變化Fig.9 Variation of relative displacement with time
總體來看,Glue模型不能預測相對位移;Stickslip模型與 Bilinear模型的預測結果均呈現上升趨勢并最終趨于穩定;在HIP升溫升壓階段,Bilinear模型與 Stick-slip模型預測的相對位移出現明顯上升趨勢,粉末的致密化主要發生在這個階段,相對位移的這種變化趨勢主要是粉末致密化的作用結果。在保溫保壓階段,相對位移趨于穩定,主要是由于這個階段發生蠕變,粉末體相對密度變化較小[19]。在降溫降壓階段,Stick-slip模型預測的相對位移出現了上升趨勢,在降溫降壓階段,由于粉末材料與包套材料熱膨脹系數不同,當溫度下降相同時產生的收縮量不同,從而導致一定相對位移的產生。因此,Glue模型不能預測相對位移,Stick-slip與Bilinear模型預測的最終相對位移基本一致,Stick-slip模型能更好地反映相對位移的具體變化趨勢。
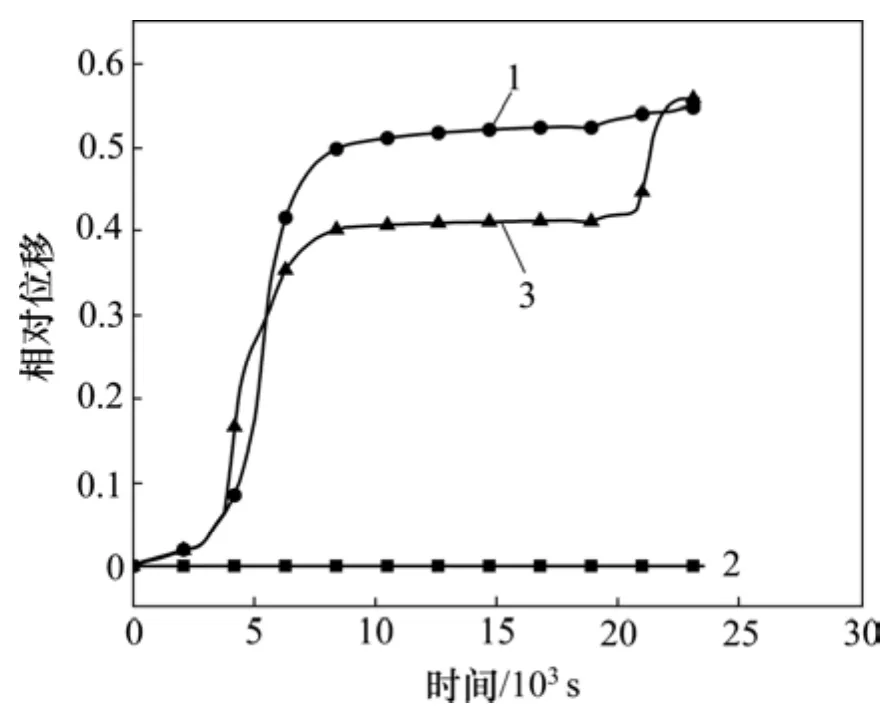
圖10 節點C和D相對位移Fig.10 Relative displacement between nodeCandD
3 結論
1) 基于Shima模型的有限元技術在預測Ti6Al4V合金熱等靜壓零件變形以及相對密度方面具有較高的精度,徑向尺寸、軸向尺寸、相對密度的相對誤差均在 5%以內。因此,數值模擬可以為熱等靜壓零件成形提供參考依據,實現精確控形。
2) 粉固界面之間的摩擦因數處于一個復雜變化的過程。初始階段摩擦因數最大,隨著粉末的致密化而逐漸減小,最終趨于1個穩定值。Stick-slip模型能反映出這個變化趨勢,初始摩擦因數為0.27,穩定摩擦因數為0.15。
3) Bilinear模型與Stick-slip模型能夠準確預測相對密度變化趨勢及數值;Glue模型不能預測相對位移,Stick-slip模型能夠預測降溫降壓階段相對位移的具體變化趨勢。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
當代陜西(2020年13期)2020-08-24 08:22:02
數學物理學報(2020年2期)2020-06-02 11:29:24
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03