烘烤型水性阻尼涂料的外觀控制及其阻尼性能
2019-02-21 03:00:46張金平高之香李建武李士學
粘接 2019年1期
張金平,高之香,李建武,李士學
(三友(天津)高分子技術有限公司,天津 300211)
市面上的阻尼材料有很多種,主要是硫化橡膠阻尼材料、瀝青阻尼材料、溶劑型阻尼涂料、水性阻尼涂料。目前汽車行業大多采用瀝青阻尼板,其成本低、使用方便,但是環保性能差[1,2]。
水基阻尼涂料以水為分散介質,其中VOC含量非常低,安全環保;而且水性阻尼涂料具有卓越的阻尼性能。隨著汽車產業政策的要求和人們環保意識的增強,水性阻尼涂料將被各大主機廠所采用[1~6]。
瀝青阻尼板的固化條件是140℃烘烤30 min,本文研究的烘烤型水性阻尼涂料的固化條件相同。由于烘烤型水性阻尼涂料的涂層較厚,達1~2 mm,在140 ℃烘烤干燥時,水分急劇揮發導致出現鼓泡問題,因此烘烤型水性阻尼涂料的外觀控制是本研究的重點,也是難點之一,本文還研究了乳液的含量、填料粒徑及微球發泡劑對烘烤外觀的影響。
1 實驗部分
1.1 主要原料
水性丙烯酸乳液,陶氏化學(中國)投資有限公司;Dispex CX4320羧酸共聚物鈉鹽分散劑,巴斯夫(中國)有限公司;Hydropalat WE 3485磺基琥珀酸酯潤濕劑,巴斯夫(中國)有限公司;FoamStar ST 2410星型聚合物消泡劑、Rheovis HS 疏水改性堿溶漲增稠劑,巴斯夫(中國)有限公司;F-36微球發泡劑,日本松本油脂制藥株式會社;云母粉,工業級,滁州市寶塔絹云母礦業有限責任公司;重質碳酸鈣,工業級,石家莊艾倫礦產品有限公司。
1.2 儀器與設備
高速分散機GFJ-04,江陰市雙葉機械有限公司;GI-ODT型阻尼測試分析系統,上海泉眾科技有限公司;一般實驗室儀器。
1.3 性能測試
阻尼性能:按照GB/T 16406—1996《聲學材料阻尼性能的彎曲共振測試方法》測試所制備烘烤型水性阻尼涂料的復合損耗因子ηc。
制備測試樣件:冷軋鋼板尺寸為200 mm×10 mm×1 mm,阻尼涂層的尺寸為200 mm×10 mm,固化后的阻尼涂層厚度至少2 mm,固化條件為140℃烘烤30 min。
2 結果與討論
2.1 乳液的選擇
本文選用玻璃化溫度為0℃和16℃的2種水性丙烯酸乳液復配,固含量為70%左右,所制備的水性阻尼涂料的阻尼性能在20℃左右達到最佳值,在-10~50℃內均具有優良的阻尼性能。
根據DMA的測試結果,2種乳液復配后的玻璃化溫度在20℃左右,不同的配比稍有差異,高分子粘彈材料的阻尼性能在玻璃化溫度左右達到最佳值,但是填料的加入使得阻尼性能的峰值向高溫方向移動。
涂料配方中乳液含量過低,則烘烤后的涂層容易開裂;乳液含量過高,則烘烤固化過程中容易出現鼓泡現象。因此,乳液的含量在30%~40%內時比較適宜,并在此范圍內測試乳液含量對阻尼性能的影響,結果圖1所示。
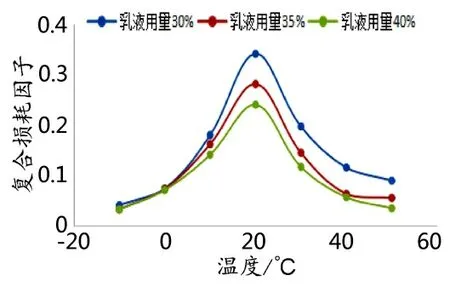
圖1 乳液用量對復合損耗因子的影響Fig.1 Effect of emulsion content on composite loss factor
由圖1可以看出,在乳液用量30%~40%內,隨著乳液用量的增大,-10~0℃的復合損耗因子沒有明顯變化;而0~50℃內,復合損耗因子明顯降低,即適當減少乳液的用量有利于提高阻尼性能。這可能是由于適當降低配方中的乳液含量,則配方中水分含量降低,烘烤后涂膜會更加致密,即涂膜的干膜比重較大,增大比重有利于提高阻尼效果。
2.2 云母粉粒徑對阻尼性能的影響
本實驗選擇重質碳酸鈣和云母粉作為填料。分別對不同粒徑的云母粉進行了實驗。實驗過程中發現,云母粒徑越小,越不利于烘烤固化過程中水分的蒸發,容易引起鼓泡問題;較粗糙的填料粒徑有利于水分的蒸發,大粒徑云母制備的阻尼涂料烘烤后不容易出現鼓泡問題;這可能是由于粗糙的調料比表面積小,表面能低,吸附性能也低。然而云母粒徑過大,烘烤后表面會過于粗糙,綜合考慮后,100~300目云母為最佳選擇。分別用100目、200目、300目云母配制樣品,測試阻尼性能,其結果如圖2所示:
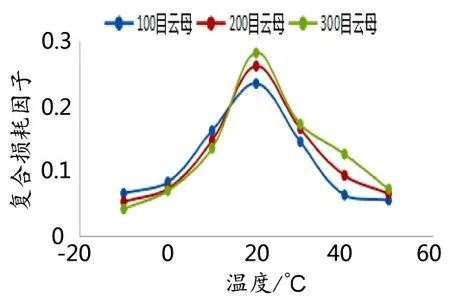
圖2 云母粒徑對復合損耗因子的影響Fig.2 Effect of mica particle size on composite loss factor
由圖2可以看出較大粒徑云母可以提高低溫段的阻尼性能,而較小粒徑云母有利于提高高溫段的阻尼性能。
2.3 微球發泡劑的選擇
微球發泡劑F-36的加入更好地控制了烘烤過程中的鼓泡問題。在加熱烘烤過程中,發泡微球體積膨脹產生微孔,從而有利于水分的蒸發,防止烘烤鼓泡。適宜的微球發泡劑應具有如下特征:起始發泡溫度在80℃左右,最佳發泡溫度在100℃左右。
微球發泡劑的加入量也是有適宜的范圍的,加入量過少對于鼓泡控制效果不理想,而加入量過多則涂料的發泡率增大,固化后的涂層強度會明顯降低,而且表面易有裂紋。經過實驗,微球發泡劑的加入量為0.2%~0.6%比較適合。微球發泡劑加入量對烘烤效果的影響如表1所示。

表1 微球發泡劑加入量對烘烤外觀的影響Tab.1 Effect of expandable microsphere content on baking appearance
2.4 阻尼性能檢測對比結果
根據GB/T 16406—1996《聲學材料阻尼性能的彎曲共振測試方法》測試了所制備樣件的復合損耗因子,該測量結果用于評價復合結構試樣的振動阻尼性能[7]。
對比樣件:自制烘烤型水性阻尼涂料與瀝青阻尼板。
制備3個平行樣件測試常溫20 ℃下的復合損耗因子,并計算平均值,結果如表2所示。
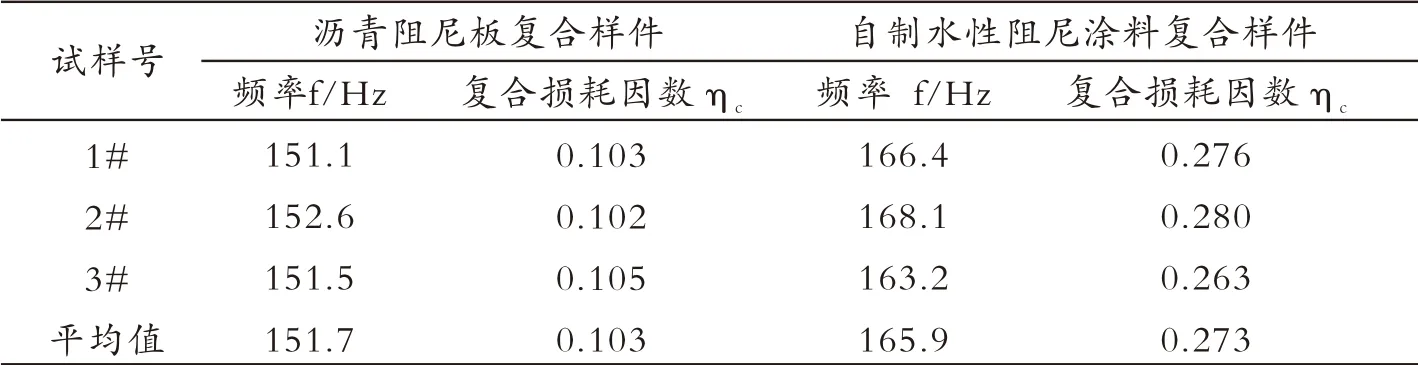
表2 20℃下復合損耗因子的檢測對比結果Tab.2 Comparative result of composite loss factors at 20℃
由表2可以看出,自制烘烤型水性阻尼涂 料的復合損耗因子最高值達到0.28,而在該溫度下瀝青阻尼板的復合損耗因子只有0.1,烘烤型水性阻尼涂料的阻尼性能遠高于瀝青阻尼板的阻尼性能。
然后各選取其中一條樣件測試-10℃、0℃、10℃、20℃、30℃、40℃、50℃7個溫度下的復合損耗因子數值,繪制復合損耗因子隨溫度變化的曲線,結果如圖3所示。

圖3 復合損耗因子變溫測試對比結果Fig.3 Comparison of composite loss factors at different temperatures
由圖3可以看出,在各個溫度點烘烤型水性阻尼涂料的阻尼性能均高于瀝青阻尼板。這是由于水性阻尼涂料用乳液屬于高分子材料,高分子材料特有的黏彈性使其形變滯后于應力的變化,部分機械能以熱或其它形式消耗掉,通過產生力學損耗起到阻尼作用,一般在Tg區域內表現出最佳的阻尼性能。當溫度在Tg區域內時,高分子鏈段處于黏彈態,體系黏度高,鏈段運動受到的摩擦阻力大,形變滯后于應力變化,導致體系內耗較大,阻尼性能較高;當溫度低于Tg時,高分子鏈段處于堅硬的玻璃態,分子間鏈段的滑移現象極少,外力作用于高分子材料時只能引起鏈長和鍵角的改變,而這種形變很小,故體系的內耗較小,阻尼性能也較低;當溫度高于Tg時,高分子鏈段處于高彈態,鏈段運動較自由,鏈段間的滑動能夠很快恢復,故體系內耗也較小,相應的阻尼性能也低[7]。
3 結論
(1)選用水性丙烯酸乳液的玻璃化溫度為0 ℃和16 ℃2種復配,所制備的水性阻尼涂料的阻尼性能在20 ℃左右達到最佳值。配方中乳液的最佳含量為30%~40%。
(2)填料的粒徑對烘烤外觀影響很大,選擇100~300目云母作為阻尼填料,烘烤后涂層外觀較好。
(3)微球發泡劑的加入可有效控制烘烤鼓泡的問題,所選發泡微球起始發泡溫度在80 ℃左右,最佳發泡溫度在100 ℃左右。微球發泡劑的最佳用量為0.2%~0.6%。
(4)制備的烘烤型水性阻尼涂料20 ℃的復合損耗因子最大值可達0.28,該值遠高于瀝青阻尼板的檢測結果。