Q370R鋼制液氨球罐全面檢驗及裂紋成因分析
2019-02-22 00:54:54劉建杰張保中艾志斌
設備管理與維修 2019年2期
劉建杰,張保中,艾志斌
(合肥通用機械研究院有限公司壓力容器與管道技術基礎研究部,安徽合肥 230031)
0 引言
液氨在工業上應用非常廣泛,主要用于生產硝酸、尿素和其他化肥,還可作為醫藥和農藥的原料、有機化工產品的氨化原料以及用作冷凍劑等[1]。球罐作為液氨的重要儲存容器,由于其介質的特殊性,必須確其安全使用。Q370R鋼制液氨球罐具有良好的綜合力學性能和工藝性能,可承受高溫和腐蝕性介質的作用[2],主要用于制造各類中低壓壓力容器。介紹貴州某化學有限公司的1臺Q370R鋼制液氨球罐的全面檢驗情況,分析檢測中發現的內壁裂紋成因。
1 全面檢驗
貴州某化學有限公司的一臺Q370R鋼制液氨球罐,于2014年2月6日投入使用。該罐板厚50 mm,容積3000 m3;設計壓力 2.16 MPa,工作壓力 2.06 MPa;設計溫度(-19~50)℃,工作溫度常溫;介質為液氨。
2016年,對該罐進行首次定期檢驗,共測厚108點,實測球殼最小壁厚50.3 mm。對接焊縫內壁進行100%磁粉檢測,共發現48處線性缺陷。上述檢驗檢測中發現的缺陷,已由相關返修單位返修合格,并進行了耐壓試驗(試驗壓力為2.7 MPa),結論為合格。最終安全狀況等級評為3級,下次檢驗日期定為2017年10月。2017年7月,對球罐進行了全面檢驗。
1.1 宏觀檢驗
實測縱、環焊縫最大對口錯邊量分別為5 mm和5mm,縱、環焊縫最大棱角度分別為6 mm和6 mm,縱、環焊縫最大余高分別為3 mm和3 mm。內壁宏觀檢驗發現1處劃痕(80 mm×10 mm×3 mm),已打磨圓滑過渡,實測附近壁厚為51.9 mm。內壁宏觀檢驗發現1處凹坑(尺寸為150 mm×70 mm×3 mm),已圓滑過渡,實測凹坑附近壁厚為50.8 mm。內壁宏觀檢驗發現1處密集小凹坑10個,最深2 mm,已圓滑過渡,實測凹坑附近壁厚為51.5 mm。
1.2 壁厚測定
壁厚測定共測264點,實測球殼最小壁厚值為50.1 mm。
1.3 無損檢測
球殼對接焊縫進行100%超聲檢測,未發現超標缺陷。磁粉檢測結果如下。
(1)外壁球殼對接焊縫、支柱與球殼連接角焊縫、下極板接管與球殼連接焊縫磁粉檢測抽查(共抽查372 m),未發現缺陷磁痕顯示。
(2)內壁下部球殼板材熒光磁粉檢測抽查2處(分別為1000 mm×1000 mm和1000 mm×1200 mm),未發現缺陷磁痕顯示。
(3)內壁下極板球殼板材熒光磁粉檢測抽查2處(分別為1200 mm×1300 mm和1000 mm×1000 mm),未發現缺陷磁痕顯示。
(4)內壁球殼對接焊縫、接管角焊縫進行100%熒光磁粉檢測,共發現378處缺陷磁痕顯示(均判為Ⅱ級),缺陷位于內壁對接焊縫及熱影響區附近,包括上次返修的部分區域。經金相檢驗確認為裂紋,已出具檢驗意見通知書交用戶處理,企業委托相關返修單位修復合格并進行了耐壓試驗。
(5)耐壓試驗后對接焊縫內壁磁粉檢測抽查(共104 m),未發現缺陷磁痕顯示。
最終安全狀況等級評為3級,下次檢驗日期為2019年7月。
2 裂紋成因分析
2.1 硬度測定結果分析
內壁裂紋均位于現場組焊焊縫,而下人孔—極板對接焊縫則須在制造廠完成焊接并在爐內進行整體焊后熱處理[3],同時在檢測中也未發現裂紋,故選取此處進行對比。對內壁裂紋區域及非裂紋區域、下人孔—極板對接焊縫進行硬度測定(表1)。結果顯示,裂紋區域的焊縫及熱影響區部位硬度值較高。非裂紋區域焊縫的硬度值與前者相比未有明顯變化,而熱影響硬度值雖然也偏高,但與裂紋區域的熱影響區相比有明顯下降。無論裂紋區域或是非裂紋區域,與下人孔—極板對接焊縫相比,其焊縫和熱影響區的硬度值都較高。三者母材硬度值基本一致。通過以上對比發現,現場組焊的焊縫與制造廠完成的焊縫相比,焊接工藝或焊后熱處理的控制存在問題,導致硬度值較高,從而引發較高的焊接殘余應力。
2.2 金相檢驗結果分析
選取2處典型裂紋進行金相分析,標記為1#裂紋與2#裂紋。用4%硝酸酒精對2處裂紋進行浸蝕后(圖1),發現裂紋主要位于焊縫及熱影響區,其中焊縫上的裂紋主要為橫向裂紋,位于焊縫與熔合線之間,未擴展至母材。縱向裂紋主要位于熔合線上,基本上與熔合線走向一致。
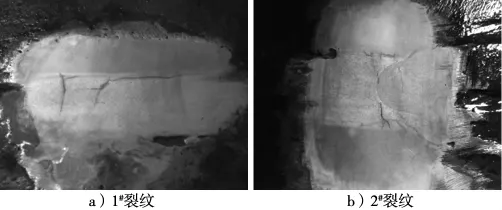
圖1 裂紋宏觀形貌
圖2 和圖3分別為1#裂紋和2#裂紋的微觀形貌。其中,焊縫組織為鐵素體+貝氏體,熱影響區組織為鐵素體+貝氏體+針狀馬氏體。結果表明,裂紋主要位于焊縫和熱影響區,裂紋末端較細、有分叉,均有沿晶、穿晶擴展趨勢,具有明顯的應力腐蝕裂紋特征。圖4為下人孔—極板對接焊縫的焊縫組織與熱影響區組織,均為鐵素體+貝氏體。1#和2#裂紋處的熱影響區組織與其對比有明顯區別,后者無馬氏體組織。
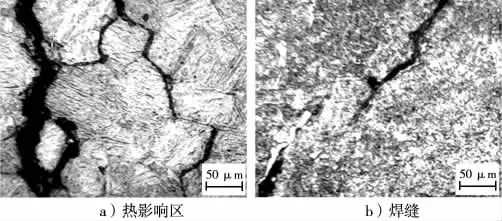
圖2 1#裂紋微觀形貌
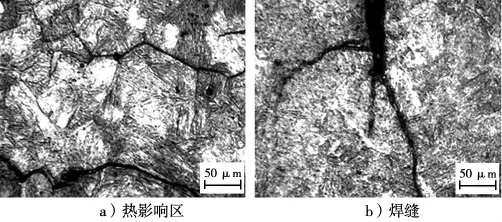
圖3 2#裂紋微觀形貌
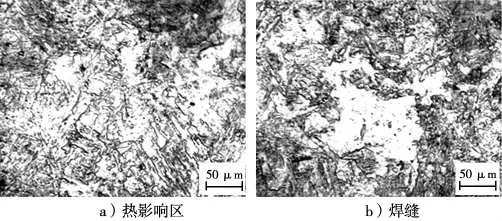
圖4 下人孔—極板焊縫微觀形貌
2.3 綜合分析
無水液氨(NH3)對碳鋼或低合金鋼只產生很輕微的均勻腐蝕,但液氨儲罐在充裝、排料及檢修過程中,容易受到空氣污染,混入氧氣(O2)及二氧化碳(CO2),其反應如下:
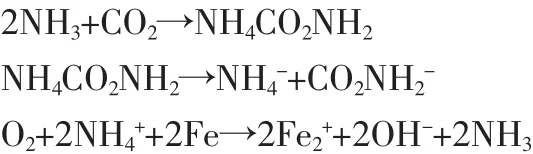
上述反應使金屬表面形成鈍化膜,在拉應力的作用下,鈍化膜產生破裂,造成應力腐蝕開裂。如果此時液氨中的含水量在0.005%~0.200%(質量分數),會增加金屬的應力腐蝕敏感性[4]。
宏觀檢驗中縱、環焊縫錯邊量較大,高于標準要求的3 mm[3],形成幾何不連續造成局部應力水平較高,同時焊縫及熱影響區的硬度值較高表明殘余應力水平較高。液氨儲罐在充裝、排料、檢修過程中易受到空氣污染,混入氧氣及二氧化碳。查閱2017年前5個月的取樣分析表,發現液氨內含有少量的水(0.04%~0.07%)。在這種敏感環境下,殘余應力較高的焊縫發生了應力腐蝕開裂。
3 結論與建議
(1)裂紋主要位于焊縫和熱影響區,裂紋末端較細、有分叉,均有沿晶、穿晶擴展趨勢,具有較明顯的應力腐蝕裂紋特征。
(2)宏觀檢驗中縱、環焊縫錯邊量較大,形成幾何不連續,造成局部應力水平較高,同時焊縫及熱影響區的硬度值較高表明殘余應力水平較高。液氨儲罐在充裝、排料、檢修過程中可能受到空氣污染,混入氧氣及二氧化碳,實際操作中液氨含水量在0.005%~0.2%(質量分數)。在這種敏感環境下,殘余應力較高的焊縫發生了應力腐蝕開裂。
(3)在液氨中加入少量的水且水含量>0.2%(質量分數),控制焊接接頭硬度≤225 HB,防止空氣或氧氣混入液氨[4]。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
海峽科技與產業(2016年3期)2016-05-17 04:32:12
設備管理與維修(2015年12期)2015-04-09 06:57:24