拼接成型對非晶定子鐵心的磁性能影響
2019-02-25 10:17:06李山紅李立軍賈春波李德仁盧志超
微特電機 2019年2期
李山紅,李立軍,賈春波,李德仁,盧志超
(1.鋼鐵研究總院,北京 100081; 2.中國鋼研科技集團有限公司安泰科技股份有限公司,北京 100081)
0 引 言
非晶態合金與硅鋼片相比,具有優異的磁性能,其磁導率高于硅鋼片,而損耗不到硅鋼片的二分之一[1-2],已經被成功應用于變壓器上,可使非晶變壓器的空載損耗降低到硅鋼變壓器的30%以下。
2016年,國內非晶帶材產量近10萬噸,銷量8.5萬噸;2017年,國內非晶帶材銷量在8.5萬噸左右。國產非晶帶材產業化的迅猛發展,為非晶電機的大規模應用提供了產業基礎。
非晶電機在近些年來也取得了很大的進步,湘電萊特和日立金屬已經開發出商品化的非晶電機,且性能優于硅鋼電機,非晶電機在未來的可行性也得到了充分的驗證。
由于非晶態合金帶材的帶寬受到了限制,目前市面上最寬的非晶帶材為213 mm,因此使得生產大功率的電機受到了局限。當非晶定子鐵心外徑尺寸大于213 mm時,需要采取多塊拼接成型的方式來制備鐵心。而采用拼接的方式來制備電機鐵心,必然會引起鐵心損耗的增加,本文主要研究拼接成型的非晶定子鐵心應用于非晶電機的可行性。
1 實 驗
名義成分為Fe80Si9B11的鐵基非晶合金帶材采用平面流鑄帶方法制備,帶材厚度為25 μm~27 μm,寬為50 mm,表面光潔。先將50 mm寬的非晶態金屬帶材沖成110 mm長的沖片,再將沖片疊片成寬50 mm,長110 mm,高20 mm的非晶棒,然后再將非晶棒在臥式爐中熱處理,熱處理工藝為390 ℃保溫90 min。將熱處理后的非晶棒放入環氧樹脂與乙酸乙酯重量百分比為1∶5的浸漆液中浸漆1 h后再170 ℃保溫2 h固化,然后將非晶棒切割成外徑40 mm,內徑20 mm和長度20 mm的非晶定子鐵心,分別為整體、兩塊拼接、三塊拼接和四塊拼接,最后將鐵心進行除銹、酸洗和防銹處理。并用同樣的熱處理和浸漆固化工藝,制備了一個外徑40 mm,內徑20 mm,疊厚20 mm的非晶沖片疊層定子鐵心。鐵心的質量為83 g,疊片系數為0.92。
制得的定子鐵心如圖1所示。

圖1 整體和不同塊數拼接成型線切割鐵心
采用IWATSU測試系統,測量沖片鐵心、不同塊數拼接線切割鐵心和加氣隙線切割鐵心50 Hz下的磁化曲線和50~800 Hz下的損耗。
2 結果與討論
圖2和圖3給出了線切割后未處理的鐵心和經過除銹、酸洗和防銹處理的鐵心與沖片浸漆固化鐵心的磁性能對比曲線。圖2為頻率從50~800 Hz時,磁感應強度為1.0 T的鐵損變化曲線,圖3為50 Hz下的B-H曲線。

圖2 切割后未處理的鐵心和經過處理的鐵心與沖片浸漆固化鐵心的損耗對比曲線

圖3 線切割后未處理的鐵心和經過處理的鐵心與沖片浸漆固化鐵心的磁化曲線
由圖2可知,沖片的鐵心損耗最低,線切割后經過處理的鐵心與未處理的鐵心相比,在800 Hz,1.0 T下的損耗由7.8 W/kg降低到7.0 W/kg,鐵心損耗降低了10.26%。由圖3可知,在同樣的激磁條件下,沖片鐵心的Bm值最高,線切割后經過處理的鐵心與未處理的鐵心相比,在激磁條件為50 Hz,Hm=1 200 A/m時,整塊鐵心Bm值由1.22 T增加到1.25 T,增加了2.40%。
圖4和圖5分別為沖片鐵心端面和線切割后經過處理的鐵心切縫表面顯微形貌。比較圖4和圖5可得,鐵心經線切割后,切割面的表面相鄰層的帶材融合在一起,看不到非晶帶材層與層之間的間隙。這是因為在線切割過程中,電火花的瞬時高溫可以使切割面帶材熔化成一體,在切割面電蝕出很多小坑,并改變了Fe80Si9B11非晶線切割鐵心切割面的物相結構。

圖4 Fe80Si9B11非晶沖片鐵心切口面顯微形貌

圖5 Fe80Si9B11非晶線切割鐵心切割面顯微形貌
圖6和圖7給出了兩塊拼接的鐵心不加氣隙與加上氣隙0.25 mm的磁性能對比曲線。圖6為在頻率從50~800 Hz時磁感應強度為1.0 T的鐵損變化曲線,圖7為50 Hz下的B-H曲線。

圖6 兩塊拼接的鐵心不加氣隙與加0.25 mm氣隙的鐵心損耗對比曲線
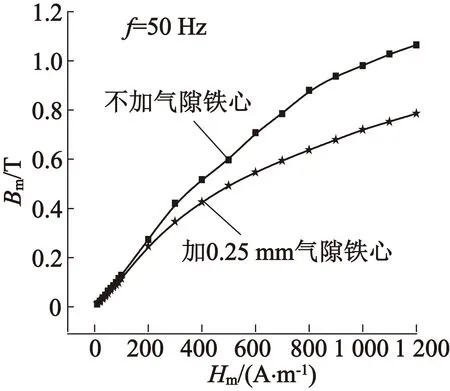
圖7 兩塊拼接的鐵心不加氣隙與加0.25 mm氣隙鐵心的磁化曲線
由圖6可知,加0.25 mm氣隙后鐵心的損耗增加,與未加氣隙的鐵心相比,在800 Hz,1.0 T下的損耗由9.9 W/kg增加到11.5 W/kg,增加了16.16%。由圖7可知,加0.25 mm氣隙后,在同樣的激磁條件下鐵心的Bm值大幅度降低,在激磁條件為50 Hz,Hm=1 200 A/m時,加0.25 mm氣隙的鐵心與未加氣隙的鐵心相比,Bm值由1.07 T降低到0.79 T,降低了26.17%。這說明氣隙的增加會使得定子鐵心的磁性能惡化。
圖8和圖9為整體和不同塊數拼接成型線切割鐵心與0.3 mm無取向硅鋼的磁性能對比曲線。圖8為在頻率從50~800 Hz時磁感應強度為1.0 T的鐵損變化曲線,圖9為50 Hz下的B-H曲線。

圖8 整體和不同塊數拼接成型線切割鐵心與0.3 mm無取向硅鋼損耗對比曲線

圖9 整體和不同塊數拼接成型線切割鐵心與0.3 mm無取向硅鋼的磁化曲線
由圖8可知,鐵心隨著拼接塊數的增加,損耗依次增加,在800 Hz,1.0 T下整塊鐵心損耗最低,為9.2 W/kg;由兩塊拼接成型時,損耗為9.9 W/kg,鐵心損耗增加了7.61%;由塊拼接成型時,損耗為11.9 W/kg,鐵心損耗增加了29.35%;而當拼接塊數增加到四塊時,損耗為15.3 W/kg,與整塊鐵心相比,鐵心損耗增加了67.39%。厚0.3 mm的無取向硅鋼在800 Hz,1.0 T下的損耗為39.4 W/kg,四塊拼接的鐵心與之相比,損耗降低了61.16%。由此可知,雖然拼接的塊數增加,會導致鐵心損耗增加,但是與硅鋼相比,損耗還是有很大的優勢,拼接鐵心如僅考慮鐵心損耗仍可以替代硅鋼用在電機上。
由圖9可知,經分塊拼接后Fe80Si9B11非晶鐵心的磁導率低于整塊鐵心,且分的塊數越多,磁導率越低。在激磁條件為50 Hz,Hm=1 200 A/m時,整塊鐵心Bm值最高,為1.30 T;而當拼接塊數增加到四塊時,Bm值為0.91 T,與整塊相比,降低了30%。這是因為鐵心拼接后,塊與塊之間引入了空氣氣隙,而空氣的磁導率遠小于Fe80Si9B11非晶鐵心的磁導率,鐵心的磁路不均勻,與整塊鐵心相比,磁阻增大,很難達到飽和。且拼接的塊數越多,引入的空氣氣隙越大,鐵心磁化越困難。因此,當非晶定子鐵心在用拼接方式成型時,拼接的塊數越少越好。
3 結 語
本文研究了拼接成型對非晶合金定子鐵心的磁性能影響,得到如下結論。
1)非晶定子鐵心的損耗值隨著拼接塊數的增加依次增加,當拼接塊數增加到四塊時,在800 Hz,1.0 T下的損耗與整塊相比增加了67.39%;但是四塊拼接鐵心的損耗與硅鋼相比仍降低了61.16%。因此,非晶拼接成型定子鐵心應用于電機中與硅鋼相比,仍有損耗低的優勢,具備應用的可行性。
2)在同樣的激磁條件下,非晶定子鐵心的Bm值隨著拼接塊數的增加依次減小,而當拼接塊數增加到四塊時,與整塊相比,50 Hz,Hm=1 200 A/m的Bm值降低了30%。
3)由于受非晶態合金帶材的帶寬原因,必須采取拼接成型的方式制備非晶定子鐵心時,拼接塊數越少越好。
