基于相控陣的高速鐵路鋼軌超聲探傷檢測系統
2019-02-27 01:18:42張俊嶺王子成韓志雄閔于國龍
中國機械工程 2019年3期
張俊嶺 王子成 陳 瀟 孫 驥 韓志雄閔 力 于國龍 耿 明
1.中鐵第四勘察設計院集團有限公司,武漢,4300632.武漢中科創新技術股份有限公司,武漢,4300703.武漢大型養路機械運用檢修段,武漢,430010
0 引言
目前,我國鐵路總里程約為13萬千米,其中高速鐵路營業里程2.5萬千米。《鐵路“十三五”發展規劃》中提出,到2020年,全國鐵路營業里程達到15萬千米,因此,鋼軌安全檢測的工作總量將越來越大[1-2]。
鋼軌在列車的運行過程中不斷受到碾壓和沖擊,容易產生疲勞裂紋,從而導致安全事故。國內針對鋼軌裂紋早前常采用手推小車的方式進行人工探傷,而發達國家均已采用車載的超聲探傷系統[3]。相比人工探傷,車載探傷系統具有效率高、掃查全面、操作安全、探傷記錄完整可靠等優點[4]。隨著我國高速鐵路的快速發展,人工探傷方式已完全不能滿足系統工程安全的要求,因此我國引進了美國SPERRY Rail Service公司的車載探傷系統[5]并應用于各個大型養路機械工務段,以保障軌道交通安全運營。目前國家高速和普速鐵路交通系統的大型養路機械工務段運行探傷機制已基本建立,探傷車設備可常規化實施車載探傷。但現有車載自動探傷設備尚無法滿足應用要求:檢測可靠性偏低,誤報率高,存在漏報隱患。隨著鐵路和城市軌道交通市場規模的增大,對現有鋼軌探傷車和軌道探傷超聲檢測系統進行更新換代,提高檢測效率和可靠性,成為當務之急。
目前,針對在役鋼軌的檢測多采用自動探傷列車和探傷小車組合使用的方式[6],即先通過高速探傷車粗檢,定位缺陷位置,之后通過探傷小車對缺陷進行細檢。無論是探傷小車還是自動探傷列車,均針對鋼軌的軌頭和軌腰部分進行超聲探傷。探傷小車作業多采用水膜耦合組合式探頭實施檢測[7]。檢測軌頭部分時,沿鋼軌前、后、左、右布置大角度(70°)橫波探頭,探頭沿鋼軌表面相對中心線偏斜10°左右,在軌顎反射產生二次反射波,可覆蓋到軌頭的上表面區域。對軌腰部分的檢測,通過沿鋼軌前后布置較小角度(37°)的橫波探頭,在鋼軌表面正對鋼軌中心線進行檢測,能掃查軌頭的中間部分、軌腰部分和軌底中間部分[8]。與探傷小車類似,自動探傷列車通過采用輪式組合探頭檢測鋼軌,自動探傷列車的70°橫波探頭不采用10°的偏斜角和二次波檢測上表面,只采用一次波生成檢測,并在鋼軌的左、中、右布置3個探頭覆蓋軌頭寬度范圍。典型的輪式組合探頭由1個0°晶片、1個40°晶片和3個70°晶片組成,兩個輪式探頭能前向和后向布置[9]。
現有的無縫鋼軌焊接工藝易造成垂直于鋼軌長度方向的平面缺陷,采用0°縱波和小角度(40°)橫波探頭檢測難以發現。針對高鐵鋼軌焊接接頭,常采用0°直探頭、70°橫波斜探頭、45°橫波斜探頭等單晶回波探頭檢測和45°橫波斜探頭一發一收K型掃查相結合進行檢測。前者易操作,但對垂直鋼軌方向的內部缺陷不敏感,后者理論上可檢測垂直鋼軌方向的內部缺陷,但掃查操作要求高,難以實施。有一種采用多通道陣列,通過電子切換輪流掃查的檢測設備能獲得較好的效果,但多探頭陣列相對復雜,不易攜帶和操作[10]。
本研究采用相控陣超聲成像技術,根據鋼軌特殊結構的缺陷特征,研制專用檢測儀器、探頭、楔塊和掃查裝置,對鋼軌焊接接頭的軌頭和軌腰部分實現超聲衍射信號成像,全面檢測鋼軌焊接接頭的各種缺陷和尺寸分布,提高檢測效率和準確性。所研制的高速鐵路鋼軌超聲探傷檢測系統可實現實時探傷,數據采集、記錄和智能化分析功能等。
1 鋼軌超聲探傷檢測系統
1.1 高速記錄多通道數字探傷儀
為適應高鐵軌道的高效運作時間要求,高速鐵路探傷機車須采用較高的檢測速度。而在60 km/h以上的檢測速度下,超聲檢測波形數據的采集和記錄是世界性難題。目前,國內外所有檢測系統的數據采集和存儲都無法實現全部波形記錄,缺陷特征識別和認定可靠性是其中的主要技術瓶頸。針對此,本項目研制了高速記錄多通道數字化探傷儀和檢測數據采集系統,在高速檢測條件下實時采集全波形的超聲回波信號,能夠直觀顯示掃查圖像,可有效提高缺陷識別能力和自動識別能力。
高速軌道探傷和識別的核心技術在于高重復頻率下超聲檢測波形的采集和記錄,當探傷車運行速度達到80 km/h,要求每隔6 mm至少進行一次超聲檢測時,超聲重復頻率應超過3.7 kHz,由于超聲波在鋼軌中的傳播速度為5.9 km/s,通過計算可知,檢測超聲縱向范圍不能超過797 mm。重復頻率越高,檢測范圍越小。實際上,40°橫波檢測軌腰和軌底部分時,檢測范圍要求達到430 mm,70°二次橫波檢測軌頭部分時檢測范圍要求達到530 mm,超聲重復頻率應不超過5 kHz。要實現全波形記錄,每個波形需有500個數據,每通道的數據量達到2.5MByte/s,龐大的數據通信量成為系統的技術瓶頸。
本項目通過采用模塊化設計、分布式系統,將多通道超聲檢測儀設計為每4個通道1個模塊,配置86系列嵌入式計算機系統,達到千兆以太網的通信能力,平衡了數據處理速度和數據通信瓶頸,并能實現系統數據采集和分析處理要求。檢測系統如圖1所示,系統能實現5 kHz重復頻率超聲檢測信號全波形實時記錄和存儲,可為高速軌道探傷記錄詳細信息,解決了目前在役高速軌道探傷車只能記錄二值化的回波信號的局限。
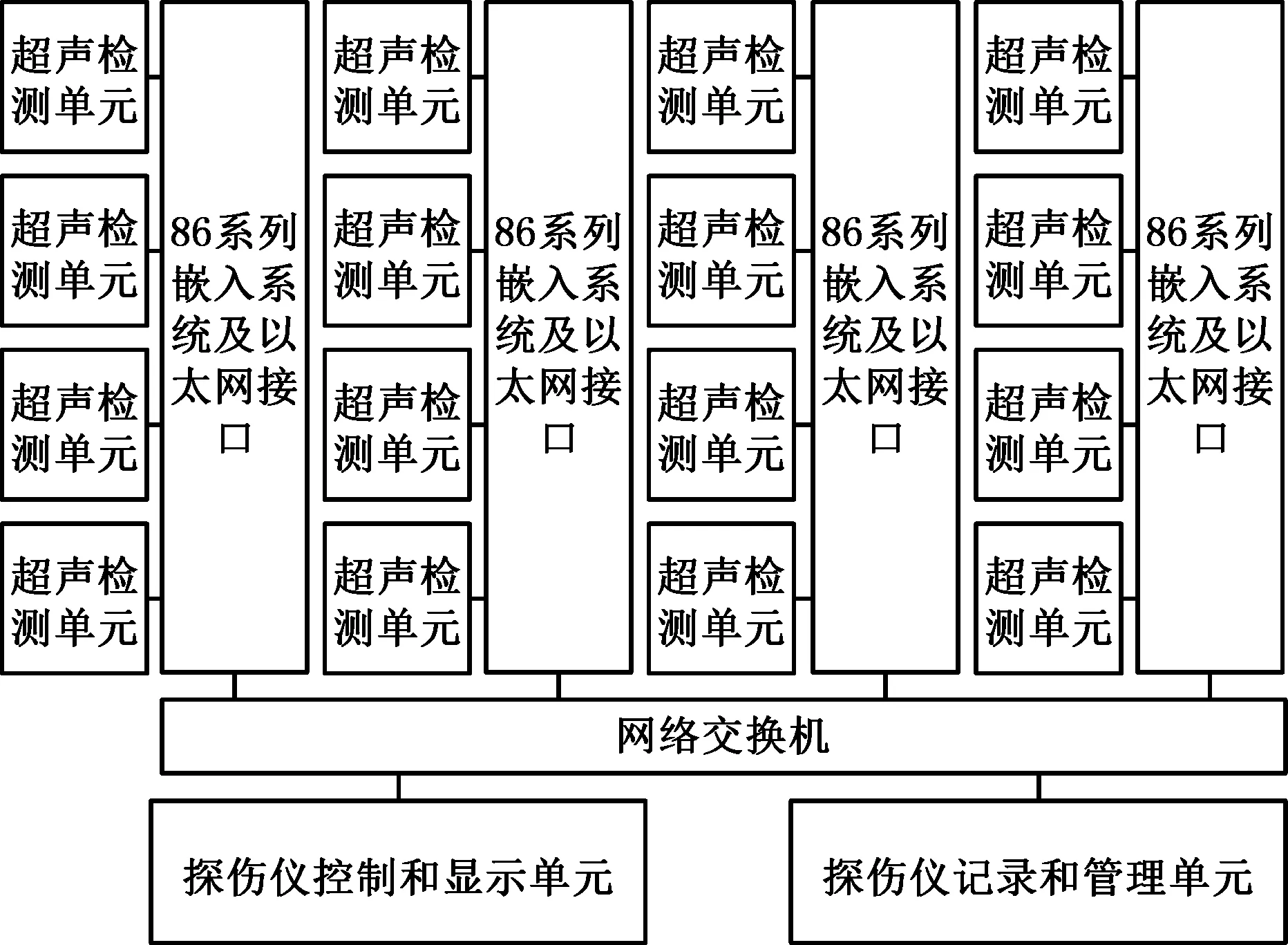
圖1 高速記錄多通道數字探傷儀系統框圖Fig.1 Block diagram of high-speed track detector
1.2 鋼軌焊接接頭相控陣超聲檢測系統
1.2.1軌頭部位的檢測
針對鋼軌軌頭部位,常采用大角度(70°)橫波檢測進行核傷。其中,一次波檢測采用3個大角度探頭沿寬度方向并排,沿軌長方向檢測軌頭的左、中、右部,但聲束寬度及軌面邊緣部位的曲面結構限制了探頭的聲耦合效果。二次波檢測在軌頂中部用2個大角度探頭,分別以-10°和10°左右的偏斜角布置,利用聲束在軌顎產生的反射波檢測軌頭的兩側部分,利用聲束的擴散角,能夠覆蓋大部分軌頭部位。但是在掃查時,探頭偏斜角的調整產生的波動將會引起漏檢。在鋼軌焊縫檢測時,也利用大角度橫波檢測軌頭部位的焊縫截面,單晶聲束的覆蓋不完整局限了檢測可靠性。為了更有效地檢測焊縫中垂直鋼軌的平面狀缺陷,有學者研發了串列式和K型布置的雙探頭或多探頭陣列檢測技術。這種方法的局限性在于掃查機構較單探頭復雜,在應用中難以保證聲束對準和耦合穩定。
本文提出采用橫裝楔塊的相控陣超聲成像技術,如圖2所示,大角度折射橫波在軌頂中部入射,并且橫向連續偏轉,一次聲波連續覆蓋軌頭中部,連續的偏轉角分布使軌顎的二次反射波能覆蓋軌頭截面的絕大部分區域。探頭對鋼軌長度方向進行掃查時,能較全面檢測軌頭部位,同樣也能檢測全部鋼軌焊縫的軌頭截面。采用超聲相控陣成像技術,能圖像化記錄和顯示檢測數據,有利于檢出不垂直于聲束方向的焊縫缺陷。本研究通過試驗證實了橫裝楔塊的相控陣超聲扇掃成像對軌頭部位的聲束覆蓋和檢測能力。
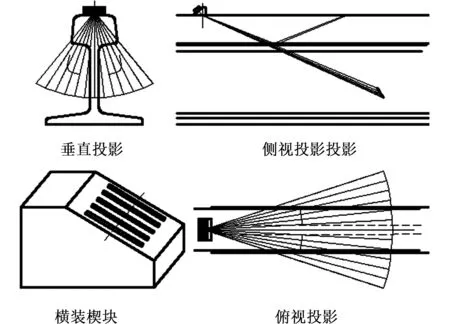
圖2 橫裝楔塊相控陣檢測焊縫軌頭部位示意圖Fig.2 Detection of weld rail head position by phased array with transverse wedge block
1.2.2軌腰部位檢測
針對軌腰部位的檢測,常將37°或40°橫波探頭置于軌頂中心位置,沿鋼軌長度方向檢測軌腰和軌底部位缺陷;同時將0°縱波探頭置于軌頂中心位置,利用垂直入射聲束檢測軌腰和軌底部位缺陷。對于鋼軌焊縫中垂直鋼軌的平面狀缺陷,采用串列式雙探頭或多探頭陣列檢測技術進行檢測。
如圖3所示,本文采用縱波扇掃成像和機械線掃組合技術檢測鋼軌軌體或焊縫的軌腰和軌底中間部位。該技術采用一個相控陣探頭代替兩斜一直三個探頭,通過連續角度分布的縱波電子掃查,檢測±40°范圍內所有取向的缺陷,并以圖像方式顯示。亦可采用35°到75°范圍電子扇掃橫波檢測軌腰和軌底中間部位。

圖3 相控陣組合成像技術檢測焊縫軌腰和軌底Fig.3 Phased array combination imaging technology to detect the weld rail waist and the bottom of the rail
2 試驗研究
2.1 超聲檢測高速數據采集系統試驗
鋼軌試塊如圖4所示。試驗采用輪式探頭,包括3個70°橫波檢測探頭,1個40°橫波探頭和1個0°縱波探頭,對加工了人工反射體的高速旋轉的試樣軌道進行檢測,以相對速度22 m/s進行采集和記錄。其中,運轉時間2 h,記錄里程超過200 km。采集的局部數據結果如圖5所示。根據圖5持續動態檢測記錄中截取的數據可知,0°縱波探頭能檢出并記錄軌頭橫孔和軌腰橫孔、螺栓孔信號和螺栓孔周邊刻槽反射體信號以及軌底平底孔的反射體信號;40°橫波探頭能檢出并記錄軌頭橫孔、螺栓孔和周邊刻槽反射體的信號;70°橫波探頭能檢出并記錄軌頭橫孔信號。通過調節探傷閘門的位置,統計各通道對各個人工缺陷的記錄數據,結果如表1所示。試驗結果表明,對試塊42 000余周次的檢測數據高度重復。
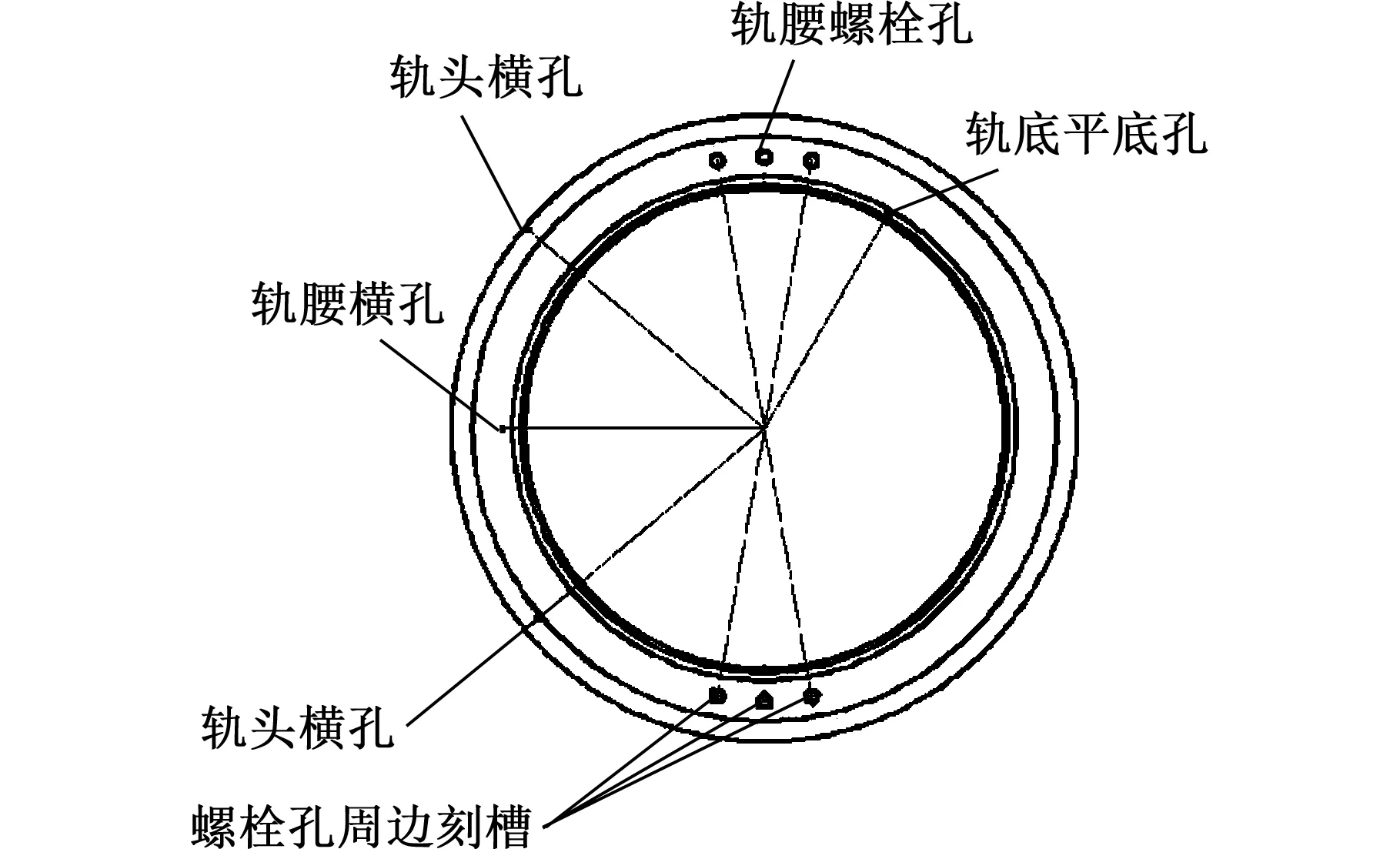
圖4 動態試驗鋼軌試塊圖Fig.4 Dynamic test rail test block diagram
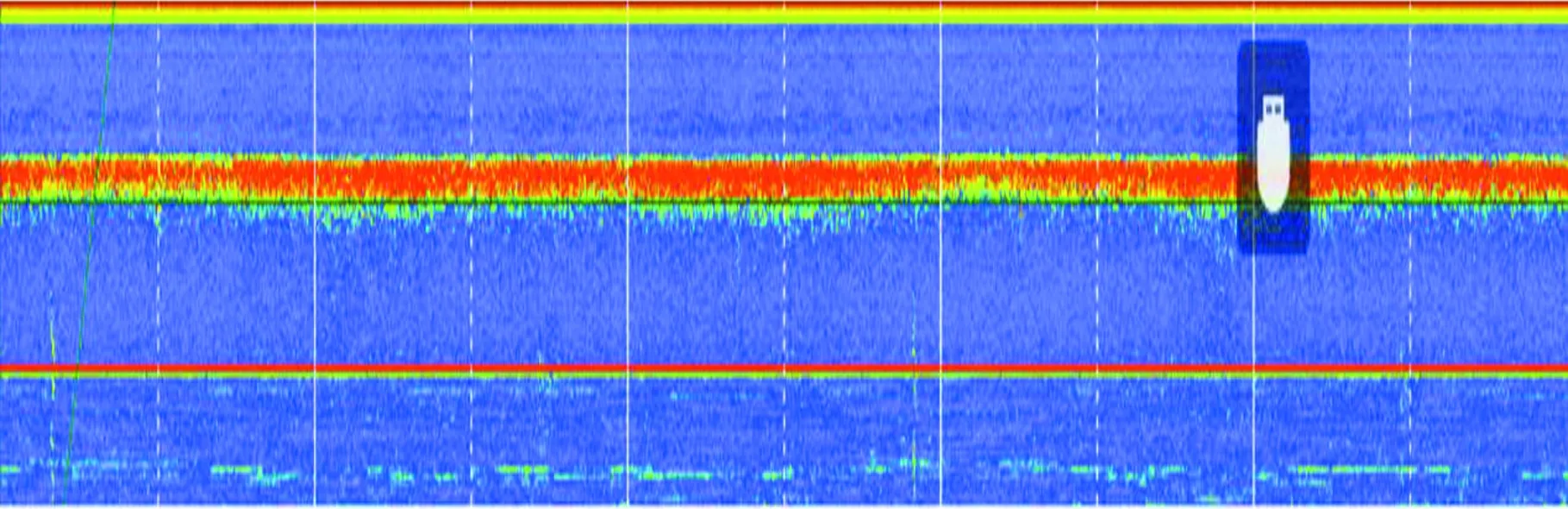
(a)70°橫波探頭軌頭檢測記錄
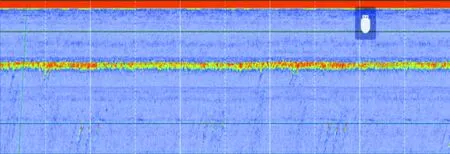
(b)40°橫波探頭軌腰檢測記錄
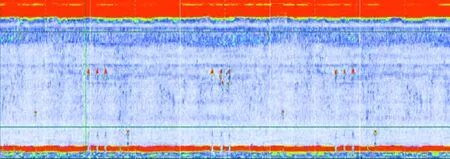
(c)0°縱波探頭軌腰和軌底檢測記錄圖5 多通道鋼軌高速探傷試驗記錄數據Fig.5 Multi-channel high-speed inspection test record data
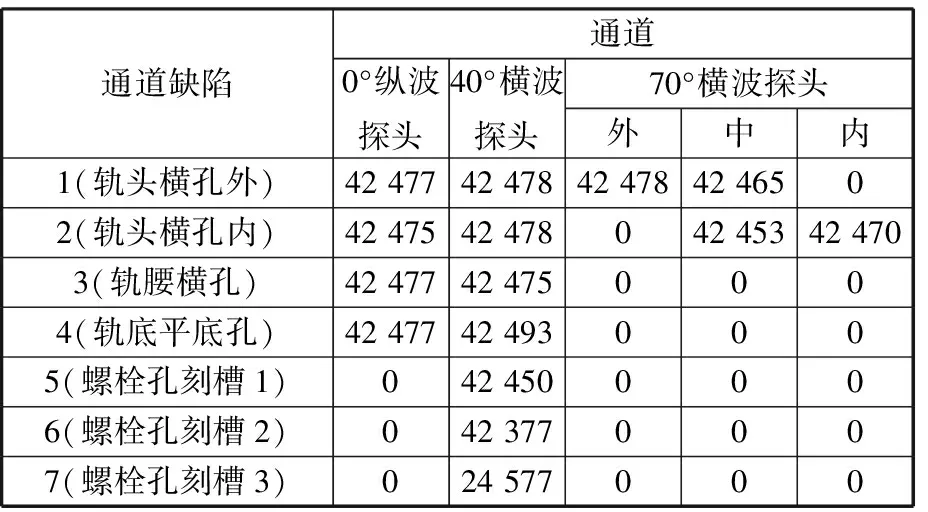
通道缺陷通道0°縱波探頭40°橫波探頭70°橫波探頭外中內1(軌頭橫孔外)42 47742 47842 47842 46502(軌頭橫孔內)42 47542 478042 45342 4703(軌腰橫孔)42 47742 4750004(軌底平底孔)42 47742 4930005(螺栓孔刻槽1)042 4500006(螺栓孔刻槽2)042 3770007(螺栓孔刻槽3)024 577000
2.2 焊縫軌頭部位的檢測
試驗采用2.5 MHz的16陣元線陣探頭,陣元間距1.5 mm,陣元尺寸1 mm×10 mm,楔塊角度41°,楔塊聲速2 330 m/s,開發了專用的垂直和水平投影扇掃相控陣成像軟件。在鋼軌探傷試塊和焊縫試塊上掃查得到參考人工缺陷的缺陷記錄圖像。在檢測所有部位的人工缺陷時,探頭處于軌頂的位置變化,只需沿長度方向進行掃查,無需偏轉和擺動。

圖6 焊縫試塊人工反射體分布Fig.6 Artificial reflector distribution of weld test block

(a)焊縫軌頭中部和右側缺陷一次波

(b)焊縫軌頭右側缺陷二次波
(c)焊縫軌頭左側缺陷一次波圖7 鋼軌焊縫試塊軌頭檢測數據記錄Fig.7 Rail head test block rail head inspection data record
圖6所示為焊縫試塊人工反射體(人工缺陷)分布,包括軌頭部分平底孔,軌腰部分3個平底孔和軌底1個平底孔。圖7所示為鋼軌軌頭部分各個平底孔人工缺陷的檢出情況。
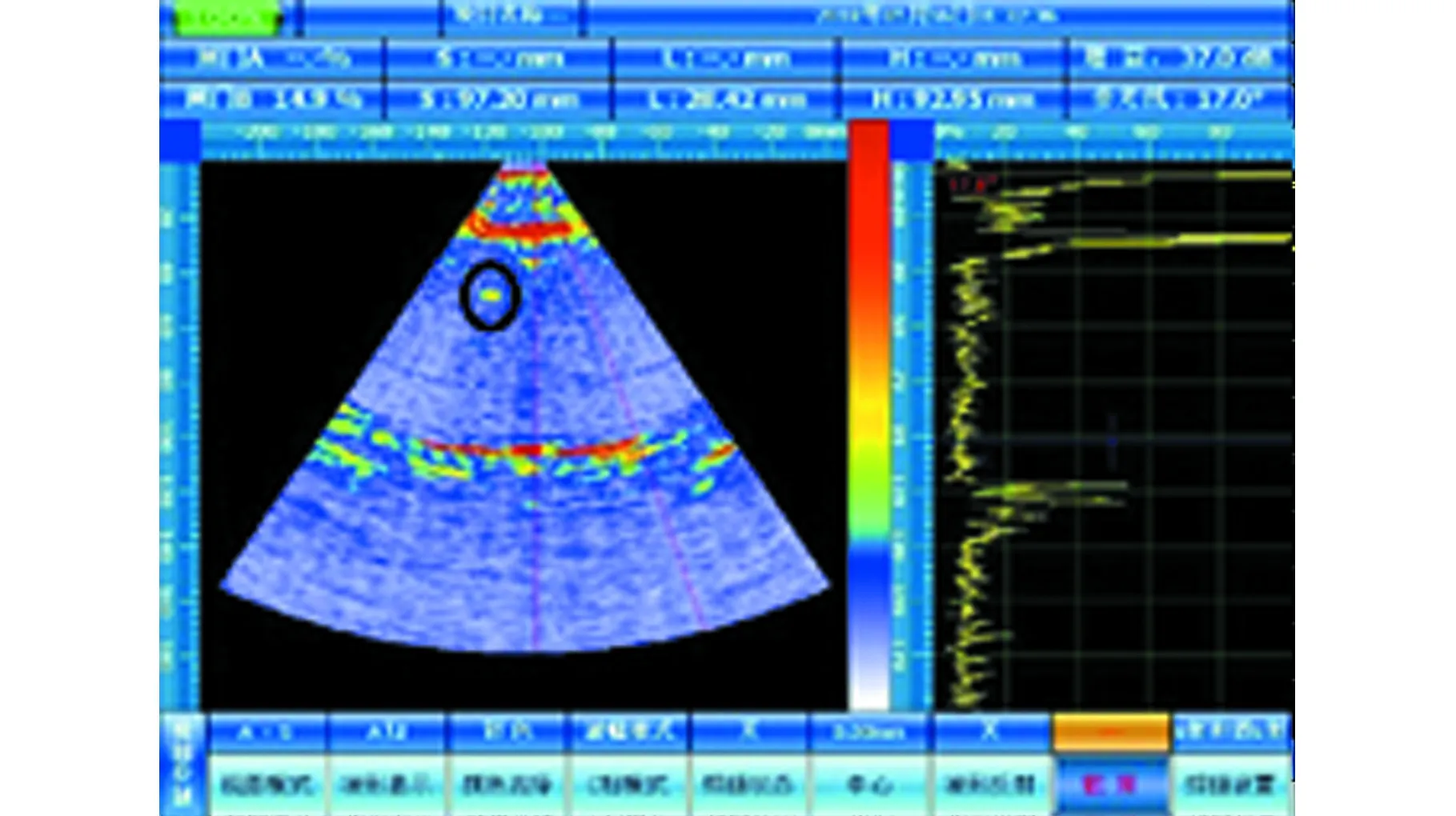
圖8顯示了鋼軌探傷試塊軌頭部位23°斜向平底孔人工缺陷檢測照片和缺陷檢出信號的圖像。圖9顯示了鋼軌探傷試塊軌頭側孔人工缺陷的檢測照片和缺陷檢測信號的圖像。由圖8、圖9結果可知,橫裝楔塊的相控陣投影扇掃技術對鋼軌探傷試塊軌頭人工反射體全部檢出,信號明顯,信噪比均超過12dB;對鋼軌焊縫試塊軌頭部位人工反射體全部檢出,信號明顯,信噪比均超過10dB。
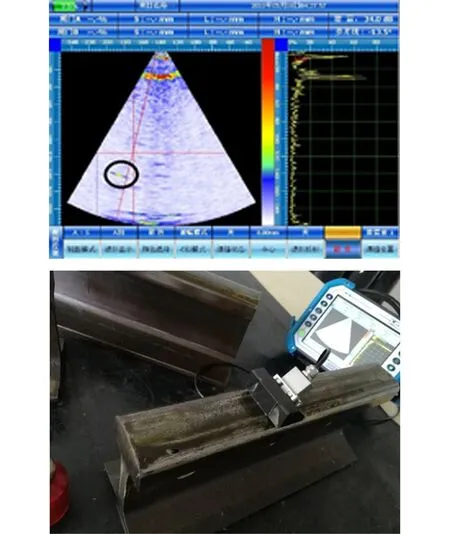
圖8 軌頭內側70°斜向/20 m深/φ3 mm平底孔人工反射體信號Fig.8 70° diagonally inside the rail head 20 m deep φ3 mm flat bottom hole artificial reflector signal
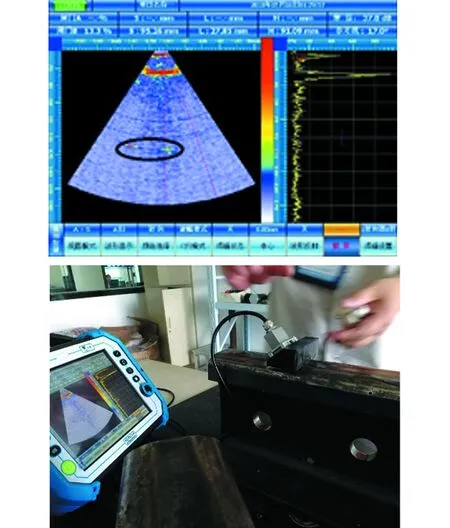
圖9 軌頭內側10 mm埋深/20 mm長/φ3 mm橫孔人工反射體信號Fig.9 Inside the rail head 10 mm depth 20 mm longφ3 mm horizontal hole artificial reflector signal
2.3 軌腰和軌底部位的檢測
采用橫波扇掃組合成像技術在軌頂中心部位對鋼軌焊縫試塊進行掃查,檢測記錄如圖10所示,圖10能清晰顯示軌腰和軌底部位的垂直人工反射體。

圖10 橫波扇掃組合成像檢測焊縫軌腰和軌底垂直缺陷Fig.10 Scalar-wave fan-scanning combined imaging for detecting vertical defects at the waist and bottom of the weld seam
采用縱波扇掃組合和成像技術在軌頂中心部位對鋼軌試塊進行掃查,檢測記錄如圖11所示,能清晰顯示軌腰通孔、螺栓孔及螺栓孔周邊刻槽人工反射體。
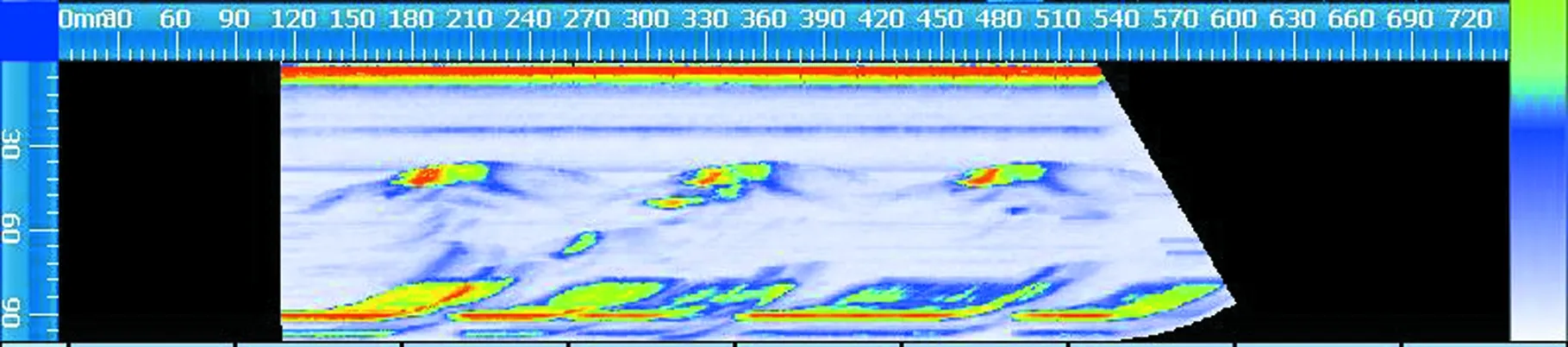
圖11 縱波扇掃組合成像檢測軌腰和軌底部位Fig.11 P-wave fan sweep combined imaging to detect rail waist and rail bottom position
3 結語
本文針對高速記錄多通道數字探傷儀和相控陣超聲檢測鋼軌焊接接頭展開了研究,研制出新型鋼軌超聲探傷檢測系統,該系統可高速進行探傷數據的采集,實現實時探傷、記錄和智能化數據分析。其中,橫裝楔塊的相控陣投影扇掃技術既能用于鋼軌軌體的軌頭部位檢測,也可用于鋼軌焊縫的軌頭部位檢測;采用電子偏轉聲束實施掃查,覆蓋全面,信噪比高;通過投影圖像方式顯示和記錄,結果直觀可靠。
本研究通過采用縱波相控陣扇掃和機械線掃組合成像技術檢測軌腰和軌底部位,增大了聲束分布角度,提高了缺陷的檢出率,圖像化的顯示方式能更準確地描述缺陷形態。
高速鐵路、重載鐵路、地鐵、輕軌等軌道交通的快速發展,使得軌道安全檢測的技術要求越來越高,超聲檢測技術需在檢測能力、檢測效率和可靠性等方面不斷創新,以滿足不斷提升的實際應用的需求。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13