一種熱擠壓半軸套管成形液壓機研發
2019-03-01 01:09:46印志鋒合肥合鍛智能制造股份有限公司
鍛造與沖壓 2019年3期
文/印志鋒·合肥合鍛智能制造股份有限公司
本文介紹了熱擠壓半軸套管成形液壓機研發的必要性,在分析現有生產工藝流程模式下成形設備不足的基礎上闡述了用于熱擠壓半軸套管成形液壓機的優勢。之后闡述了熱擠壓半軸套管液壓機設計的關鍵技術,包括主機參數特點及設計優化、液壓系統設計、電氣設計等內容,并指出該種成形液壓機的設計成功將極大提高生產效率、降低能耗,為該生產工藝的廣泛應用提供可能。
目前,半軸套管熱擠壓成形工藝流程為加熱→鐓粗→預成形→成形+整形→冷卻→熱處理。通常采用兩臺壓機實現熱擠壓成形,存在著生產效率不高、能耗較大、液壓動力站占地面積較大等問題。
本文所介紹的熱擠壓半軸套管成形液壓機,可采用人工或機器人實現各工序之間的流轉,提高了生產效率,減輕了工人勞動強度。對兩臺成形壓機的使用工況進行分析優化后,技術方案上采用兩臺設備共用一套油箱和泵組系統并輔以蓄能器,降低裝機功率在40%~50%左右,有效的降低了生產能耗。動力系統上置與液壓機的充液箱合并,減少了設備的占地面積,為實現機器人自動化生產提供了可能。
熱擠壓半軸套管成形生產工藝簡介
熱擠壓半軸套管成形生產工藝如下:原材料通過送料機進入中頻加熱爐加熱→人工或R1機器人將原料放在6300kN壓機上鐓粗→人工或R1機器人將原料放在6300kN壓機上預成形→人工或R2機器人將原料由6300kN壓機上取出放入12500kN壓機成形、去連皮→人工或R3機器人將取出的成形零件放入控溫冷卻輸送帶冷卻→成形后的零件經過均溫爐、熱處理得到成品。圖1所示為半軸套管成形工藝布局。
熱擠壓半軸套管成形液壓機的主要技術要求
成形速度快
半軸套管熱擠壓成形零件溫度在1000℃左右,成形速度的快慢直接影響模具溫升,進而會對模具的壽命及成形質量造成嚴重的影響。因此,6300kN和12500kN的液壓機在滿噸位時的成形速度均要求大于等于70mm/s。
設備臺面較小偏載大
根據成形零件及模具的尺寸要求,6300kN和12500kN的液壓機臺面(長×寬)分別為1200mm×1200mm和1400mm×1400mm。相對臺面較小模具通過T形槽固定在臺板上,其中心與壓機中心之間存在一定的差異,會導致壓機存在較大的偏載。6300kN液壓機鐓粗工位在壓機的一側,此時設備存在很大的偏載力矩,對設備的抗偏載性能要求較高。
設備精度要求高
由于液壓機的垂直度、壓制過程中的平行度、滑塊的定位精度對于零件的成形質量會產生很大影響。垂直度及平行度的偏差將導致零件的壁厚不均勻,增加后續的加工量,影響生產效率,嚴重時可能會導致零件的報廢。由于該設備需滿足配合機器人實現自動化生產要求,對工件的最終位置要求較高,特別是工件的頂出。如果工件的位置差別較大機器人無法正常抓取工件,會導致整個自動化生產線無法穩定運行,影響生產效率。
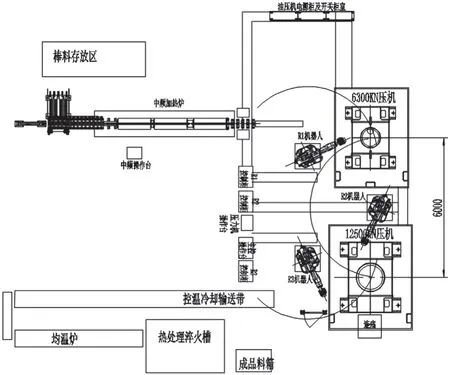
圖1 半軸套管成形工藝布局圖
熱擠壓半軸套管成形液壓機的主要結構方案
針對半軸套管熱擠壓成形對設備的特殊要求:精度高,抗偏載能力強等,我們對生產工藝過程做了詳細研究分析,從而進行優化設計,充分利用各種內外部資源,實現了設備的高精度、高效率、節能環保。
液壓機機身框架采用整體箱型焊接機身,焊后采用退火徹底消除焊接應力。保證了機身的強度和剛度。根據半軸套管成形的特點:零件較小,應力較為集中,滑塊采用單活塞缸加壓的方式與應力集中、偏載力大等工況相適應。
滑塊本體采用鋼板焊接成箱型結構,同時采用有限元進行分析和優化,使其具有足夠的剛度和強度,焊后退火消除焊接應力。針對偏載的特定工況滑塊高度增加至2000mm,滑塊的導向采用斜楔式四角八面導軌導向,該導向調整精度高、剛性好,調整后不易發生精度偏離現象,精度保持性好,抗偏載能力強,從而保證滑塊的運行精度并能承受較大的偏心載荷。機身立柱上的42CrMo導向板經滲氮處理,硬度高、耐磨性能好、使用壽命長。滑塊導板材料采用錫青銅制成,耐磨性好。
根據成形速度的要求,按照常規液壓機設計方案6300kN和12500kN液壓機的裝機功率分別約為600kW和1100kW,設備使用能耗較大。而實際生產過程中6300kN壓機與12500kN壓機不會同時動作,根據工藝布局圖兩臺壓機的間距只有6000mm(考慮機器人的臂展)。因此,采用6300kN和12500kN壓機共用一套動力系統的方式,油箱放置在兩臺壓機支架的平臺上與充液箱合并為一體,這樣兩臺設備的裝機總功率僅為1100kW。圖2所示為6300kN和12500kN壓機布置圖。
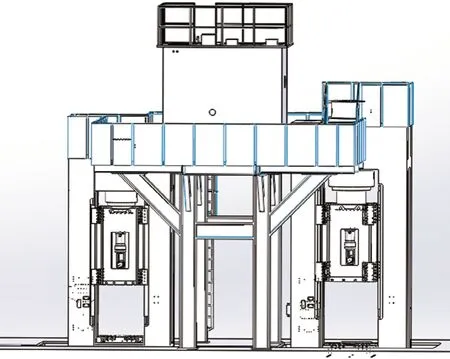
圖2 6300kN和12500kN壓機布置圖

圖3 用戶現場實際照片

圖4 成形后的零件照片
6300kN和12500kN壓機的滑塊、頂出及打料均采用比例調壓,壓力調整范圍為公稱壓力的15%~100%,壓力控制精度為±0.3MPa。滑塊、頂出、打料位置控制均采用高精度位移傳感器,閉環控制位置顯示精度可達0.01mm,控制精度在±0.5mm以內,有效的提高了零件的成形精度和位置精度,為與機器人實現自動化生產提供了必要的條件。圖3所示為用戶現場實際照片,圖4所示為成形后的零件照片。
實踐結果
該半軸套管成形液壓機的研發成功,對半軸套管熱擠壓成形的自動化生產、提高生產效率、提高擠壓成形的質量和減少后續處理工序都有著非常積極的意義。目前,此設備已經在用戶處穩定運行一年半的時間,并且已經與機器人聯機生產,實現了40~50秒/件的生產效率。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57
