新一代高速動車組項目鋁合金車體側墻撓度的研究
2019-03-05 21:24:32張念祎劉俊鋒
科學與技術 2019年3期
張念祎 劉俊鋒
摘要:本文針對新一代高速動車組項目新型自動化液壓工裝對鋁合金車體側墻撓度的影響入手,根據(jù)實際生產(chǎn)中測得的數(shù)據(jù),總結出了側墻撓度變化對車體整體撓度的關系,并給出了最佳側墻撓度范圍值。
關鍵詞:CRH380項目;鋁合金車體;側墻;撓度
1 ?前言
新一代高速動車組(CRH380)是我國目前最先進的分散動力型高速動車組,其持續(xù)運營時速350公里,試驗時速超過400公里,是世界上商業(yè)運營速度最快、科技含量最高、系統(tǒng)匹配最優(yōu)的動車組,我公司目前承擔了CRH380BL、CRH380B(高寒車)、CRH380CL(日立系統(tǒng))這三個平臺的高速動車組的生產(chǎn)。目前,出于輕量化的考慮,高速動車組基本全部采用鋁合金車體,生產(chǎn)時需各類大型設備、工裝、工具配合,其生產(chǎn)技術復雜、生產(chǎn)周期長,是技術含量很高的產(chǎn)品,在各大高速動車組制造商的生產(chǎn)份額中都占有重要地位。
2 ?新一代高速動車組鋁合金車體的側墻制造技術概述
2.1 ?側墻制造基本工藝流程
2.1.1 側墻結構
新一代高速動車組的鋁合金車體的側墻由5塊型材組成,其結構是典型的閉式型材側墻。
2.2.2 側墻制造工藝流程
由于側墻是閉式型材組焊而成,因此工藝方法基本為正、反裝組焊及機械加工端頭及窗口
2.2 側墻撓度
2.2.1 側墻預制撓度
在側墻正裝組對的過程中,首先將側墻定位點在縱向調成一撓度曲線,撓度曲線以側墻中心為零點,向兩側遞減,以形成一定的撓度,該撓度被稱為預制撓度。預制撓度主要是為了保證在車體總組成過程中,側墻與底架之間的焊縫能夠保持零間隙,保證自動焊順利進行。
2.2.2 側墻撓度
側墻撓度就是在組焊完成后的撓度。由于型材存在彈性及焊接后的一定變形,因此預制撓度并不一定等于側墻撓度,為了保證其后車體總組成工序的順利進行,需要通過精密儀器(如Leica測量儀等)對側墻撓度進行測量及記錄,方便車體總組成工序參考。
3 新一代高速動車組側墻撓度研究的意義
新一代高速動車組(CRH380)的側墻撓度是首次利用全自動化工裝進行生產(chǎn)的,因此摸索出一系列準確有效的側墻撓度范圍值是非常有效且有意義的,因為這不僅可以為今后的全自動化工裝生產(chǎn)的后續(xù)側墻、車體等產(chǎn)品提供有效的技術支撐,而且還可以對其后其它項目提供一套研究方法和參考數(shù)據(jù)。
4 新一代高速動車組側墻撓度研究的試驗方案
側墻撓度主要與預制撓度有關,而預制撓度取決于工裝定位及頂進距離有關,所以針對側墻撓度我們只選取預制撓度、側墻撓度兩個值進行測量和記錄。另外,側墻撓度主要為配合后續(xù)車體總組成的進行,而且最終車體撓度也與側墻撓度有很大關系,所以我們也測量和記錄與試驗用側墻配套的車體撓度來考察撓度值對車體最終撓度的影響,從而確認一個最佳的側墻撓度范圍值。
4.1 工裝定位和頂進距離
由于工裝定位及頂進距離每次變化都與預制撓度有關,所以該值不測量,只用預制撓度來同步表示。
4.2 預制撓度
預制撓度需要進行記錄,以作參考,該值量綱為1mm,同樣記錄32個側墻的值。
4.3 側墻撓度
側墻撓度是焊后的最終值,該值我們選取焊后的測量值來作為數(shù)據(jù)參考,該值量綱為0.1mm,同樣記錄32個側墻的值。
4.4 車體撓度
車體撓度與以上值對應,該值量綱為0.1mm,記錄16臺車(對應以上試驗的32個側墻)的值。
5 試驗結果及分析
5.1 試驗記錄匯總
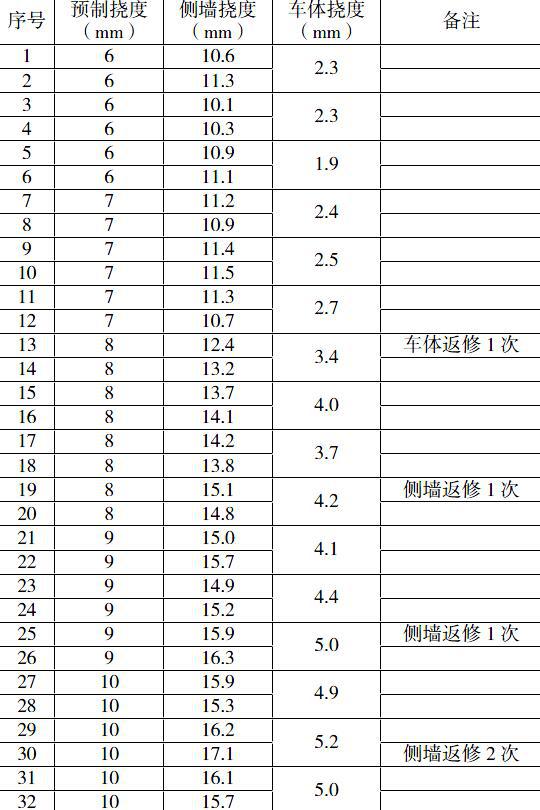
在經(jīng)過一列車(16輛車體,32個側墻)的試驗后,基本試驗數(shù)據(jù)及結果關聯(lián)表如表1所示。
5.2 試驗結果分析
從實驗數(shù)據(jù)可以發(fā)現(xiàn),隨著預制撓度值由6mm到10mm的逐漸提高,側墻的撓度也基本呈上升提高趨勢,同時車體撓度也隨之提高。由于最終車體撓度為檢測尺寸,其要求的范圍值為(+8,0)mm,因此目前的所有的預置撓度值并沒有造成后續(xù)的車體撓度超差。但是,對于實際生產(chǎn)而言,我們需要的最終車體撓度值范圍應該是在(+3,+5)mm區(qū)間內是比較合理的。因為在其他位置的附件焊接或調修的條件下,在這個范圍值內的車體撓度變化不容易超差,比較適合鋁合金車體現(xiàn)場實際施工的情況。通過比較以上預制撓度值,可以得出8或9mm是比較合適的預制撓度值。
另外,通過觀察數(shù)據(jù)第13、19、25、30項的側墻或車體撓度值可以發(fā)現(xiàn),存在尺寸問題并經(jīng)過火焰調修的側墻或車體,其撓度值都會發(fā)生變化,而且其變化規(guī)律不可尋,說明不同的調修位置對撓度變化的影響是不一致的,這方面的問題需要后續(xù)的研究來再次的探索規(guī)律和經(jīng)驗。
6 試驗結論
(1)預制撓度與側墻撓度、車體撓度的變化是正比關系;
(2)側墻最佳預制撓度值為8或9mm。
參考文獻
[1]王炎金.鋁合金車體焊接工藝.北京:機械工業(yè)出版社,2010
[2]陳祝年.焊接工程師手冊.北京:機械工業(yè)出版社,2010
[3]周萬盛、姚君山. 鋁及鋁合金的焊接. 北京:機械工業(yè)出版社,2009
(作者單位:中車長春軌道客車股份有限公司)
