碳纖維復合材料的磨削熱分配比仿真研究*
2019-03-08 03:11:08范寶朋陳斌斌梁宇紅
金剛石與磨料磨具工程 2019年1期
范寶朋, 陳 燕, 陳斌斌, 梁宇紅, 孫 亮
(南京航空航天大學, 江蘇省精密與微細制造技術重點實驗室, 南京 210016)
碳纖維增強樹脂基復合材料(carbon fiber reinforced plastics,CFRP)具有輕質高強的特性,廣泛應用于各個領域。在其應用過程中,為達到精度要求,需要進行精密加工[1-3]。磨削加工是一種常用的加工CFRP的方法[4-7],但加工過程中磨削速度高、材料導熱率低,會在磨削弧區產生高溫,對加工表面產生不利的影響[5-8],甚至會引起樹脂基體降解[9]。另一方面,磨削液雖然有降溫效果,但其中的油液、水分等會進入碳纖維復合材料中,造成碳纖維復合材料的膨脹與松弛,降低其模量與強度[10-11],所以不能用于CFRP的磨削加工中。
為獲得高質量的產品,應確保加工過程中產生的溫度低于樹脂基體材料的玻璃化轉變溫度。因此,磨削過程中的熱量分配成為研究的熱點。
在磨削加工中,磨削區內的磨粒與工件相互作用,所消耗的能量幾乎全部轉化為熱量,并分配給工件、磨屑和磨具。對熱量分配的相關研究在金屬平面磨削中較多[12-13],而對CFRP磨削過程中的熱量分配研究卻較少。經相關研究表明:磨削過程中熱量傳入工件的比例與磨削工藝有關[14],且非金屬與金屬材料的熱分配比存在差異[15];由磨削過程中已知的工件表面溫度反求傳入工件的熱量比例是一種可行的方法[16-17],即通過試驗方法得到總功率,計算出工件上消耗的功率,工件上消耗的功率與總功率之比即為傳入工件的熱分配比。但該方法計算量較大、計算較為煩瑣,一般用有限元仿真技術來取代,文獻[18]證明有限元仿真是一種有效的研究方法。
采用有限元仿真方法研究傳入工件的熱分配比,首先需要得到磨削過程中工件表面的溫度。馬海龍[19]使用K型熱電偶埋在距工件表面1~2 mm處測量工件表面的磨削溫度;YASHIRO等[20]銑削CFRP時將工件與刀具組成一組自然熱電偶,將試驗中獲取的熱電勢值與標定好的電勢-溫度曲線相結合得到銑削過程中的溫度值,實現了切邊銑削中的溫度精準測量。
CFRP磨削加工中,其溫度的測量點距離磨削弧區有一定距離[19],且磨削加工時砂輪與工件無法組成一組自然熱電偶,不能準確測量磨削弧區的溫度。在本研究中,用康銅絲與CFRP組成一組半人工熱電偶,以其測量磨削弧區內的溫度;通過調整仿真參數使工件表面溫度與試驗值一致,確定施加在工件表面的熱流密度,從而得到消耗在工件上的功率,最終獲得磨削過程中傳入工件的熱分配比。
1 工件表面磨削溫度測量
磨削試驗用機床及刀具如圖1所示。機床型號為DMG HSC 20 linear超聲輔助五軸精密加工中心,其最高轉速42 000 r/min,功率5.5 kW,最大進給速度5 m/min,在X、Y、Z方向的最大行程分別為200、200、280 mm。磨削用釬焊金剛石刀具基體材料為304,釬料為Ag-Cu-Ti,釬焊金剛石磨粒粒徑在140~150 μm之間,刀具直徑6 mm,長度48 mm,螺旋角45°,齒數16。
磨削方式為干磨,工件材料為T700碳纖維增強復合材料(CFRP),CFRP纖維方向角為90°,其纖維方向角φ定義為砂輪進給方向與纖維方向之間的夾角,如圖2所示。試驗材料及熱電偶裝夾方式如圖3所示,工件材料及金剛石磨粒熱特性參數如表1[15, 21]所示,磨削參數如表2所示。
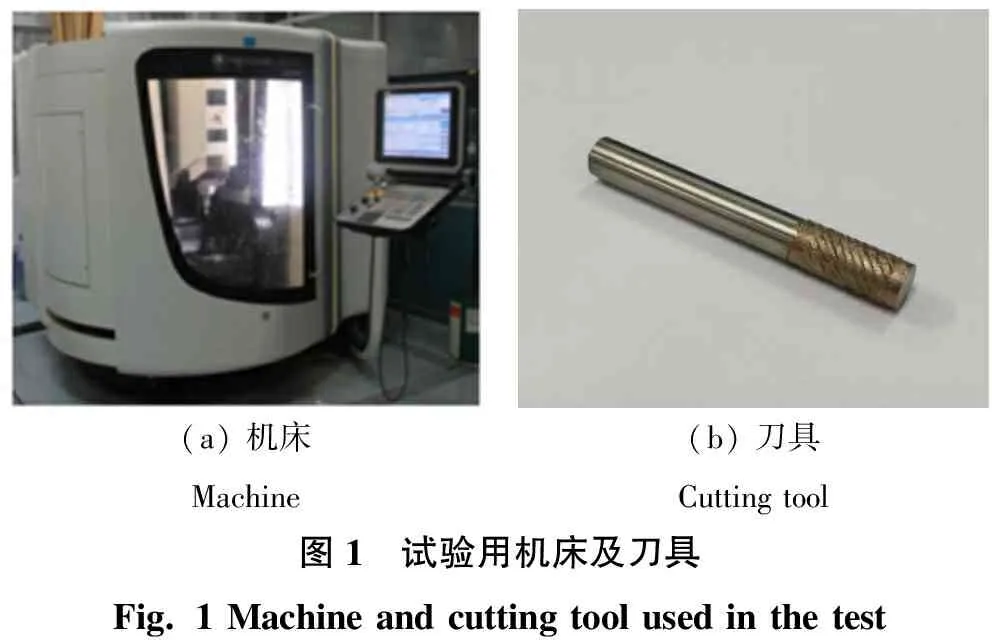
(a) 機床Machine(b) 刀具Cutting tool圖1 試驗用機床及刀具Fig. 1 Machine and cutting tool used in the test
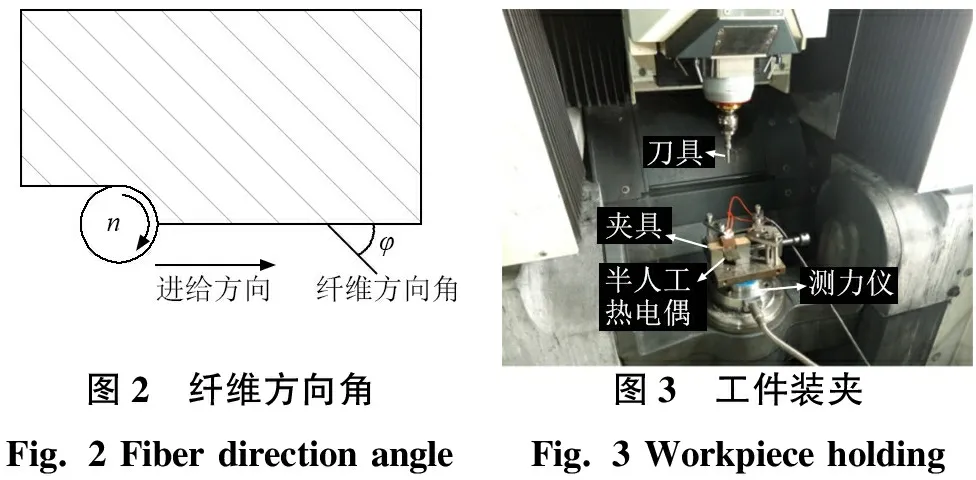
圖2 纖維方向角Fig. 2 Fiber direction angle圖3 工件裝夾Fig. 3 Workpiece holding

表1 工件材料及金剛石磨粒熱特性參數
表2 試驗磨削參數
1.1 磨削溫度測量方法
使用半人工熱電偶測量磨削過程中的溫度,半人工熱電偶組成方式如圖4所示。半人工熱電偶由CFRP板(13 mm×40 mm×2.5 mm)、康銅絲及云母片組成。康銅絲直徑0.1 mm,壓成薄片狀;康銅絲與CFRP板間用厚度小于10 μm的云母片絕緣。由于材料自身的延展性,當康銅絲在磨削中被磨斷時會與CFRP板搭接在一起,從而形成熱接點,此熱接點形成熱電偶的熱端,回路中便會產生熱電勢。實時記錄熱電勢的大小就可間接獲得磨削時磨削區域的溫度。
在進行溫度測量之前,需要對半人工熱電偶進行標定。將標準K型熱電偶與需標定的半人工熱電偶在同一時刻置于同一溫度中,使用NI USB 6211數據采集卡同時采集2種熱電偶的電勢。由于標準熱電偶的電勢與溫度之間的關系已知,因此通過比較所標定的熱電偶與標準熱電偶相應的電勢,便可以得到所標定熱電偶電勢與溫度之間的關系。圖5為熱電偶標定曲線,圖6為熱電偶擬合曲線。
所標定的碳纖維復合材料-康銅絲半人工熱電偶溫度與電勢曲線關系擬合結果為:
T=1.508+3.413e+3.023e2-0.218e3+6.955×10-3e4-83.629×10-6e5
(1)
其中:T為熱接點溫度,℃;e為相對應的熱電勢,mV。
1.2 磨削溫度測量結果
在主軸轉速為12 000 r/min,進給速度為100 mm/min,磨削深度為0.1 mm的條件下,通過磨削試驗測得工件表面的溫度,其結果如圖7所示。從圖7中可以看出:隨磨削時間延長,磨削弧區逐漸接近康銅絲所在區域,測量的溫度先緩慢升高后快速升高至最高點;當磨削弧區逐漸遠離康銅絲所在區域時,半人工熱電偶測得的溫度逐漸降低。
在此磨削參數下模擬時,磨削弧區所有參與磨削的磨粒對溫度貢獻的統計平均值就是工件的表面溫度[22],其值為54.47 ℃。同樣,在不同的主軸轉速、進給速度及磨削深度下測量的磨削試驗溫度如表3所示。

編號進給速度vw / (mm/min)磨削深度ap / mm切向磨削力Ft / N試驗溫度θtest / ℃11000.10 3.4054.4721500.10 4.3661.4332000.10 6.1365.4741000.30 9.20101.1451500.30 11.51104.0362000.30 11.99115.76 71000.50 14.92122.0781500.50 17.31133.4192000.50 19.88153.51
2 溫度場的有限元仿真
2.1 熱分配比計算公式
使用有限元仿真溫度場的方法來計算傳入工件的熱分配比R。設磨削產生的總熱流密度為Qt,傳入CFRP工件的熱流密度為Qw,則磨削CFRP時傳入工件的熱分配比R可下式計算:
R=Qw/Qt
(2)
總的熱流密度Qt由公式(3)計算:
(3)
式中:b為刀具與工件接觸寬度;lg為磨削區磨削弧長,Ft為切向磨削力,vs為刀具線速度。
磨削區接觸弧長lg通過公式(4)計算:
(4)
式中:ap為磨削深度,de為刀具直徑。
用磨削溫度場仿真來計算熱分配比時,先根據試驗確定的切向磨削力計算出總熱流密度Qt,再估算作用在工件表面的熱流密度Qw,估算的方法是將仿真的溫度與試驗時所獲得的溫度值相對應,直至二者一致,從而得到各磨削參數下傳入工件的熱流密度,進而由式(2)得到傳入工件的熱分配比R。
2.2 溫度場有限元仿真模型
利用Ansys軟件對磨削時的溫度進行仿真,可得到磨削弧區的溫度值、各個位置的溫度梯度及溫度影響區域。磨削溫度場有限元分析采用有8個單元節點數的三維熱實體單元Solid70[18],來實現瞬態溫度場的仿真。碳纖維與樹脂的材料參數見表1。
為了較準確地反映磨削溫度在工件中的分布及影響區域,采用纖維與樹脂材料分開的方法建立工件的兩相模型。建立的模型基于以下假設:纖維與樹脂緊密接觸,忽略接觸阻抗,纖維是正交各向異性均勻排列,樹脂是各向同性均勻分布。
考慮到CFRP單根纖維直徑只有7 μm,為避免劃分的網格數量較多而無法計算,模型中工件厚度為一根纖維及包裹在其外圍樹脂的長度,即8 μm;根據前期的試驗研究,模型大小設定為長4 mm、寬3 mm。
工件建模流程如圖8所示:先建立碳纖維與其周圍樹脂的面模型(圖8a),并使用面映射網格對其進行網格劃分(圖8b);然后,使用vext命令對劃分過網格的工件表面進行拉伸,得到靠近工件表面的密集體網格和遠離工件表面的稀疏體網格(圖8c),這樣處理可在保證計算結果的精確性的同時縮短計算時間;最終完成的模型如圖8d所示。圖9、圖10分別為樹脂、纖維局部放大圖。
模型熱載荷以三角形熱源的形式將熱流密度施加在磨削弧區,熱源大小為Qw,忽略空氣對流換熱。采用多次建立局部坐標系的方法模擬磨削過程中熱源在工件表面的移動。
2.3 熱分配比仿真結果

(a)碳纖維與樹脂面模型Model of carbon fiber and resin surface (b)網格劃分Mesh division(c)拉伸成體Stretched to form a body(d)工件模型Model of the workpiece圖8 工件建模與網格劃分Fig. 8 Workpiece modelling and mesh dividing
圖9 樹脂局部放大圖Fig. 9 Enlarged drawing of resin圖10 纖維局部放大圖Fig. 10 Enlarged drawing of fiber
在主軸轉速12 000 r/min,進給速度100 mm/min,磨削深度為0.1 mm的試驗條件下,預估傳入工件的熱流密度值,對磨削弧區穩定后的溫度值進行仿真,使溫度仿真值與此參數下表3的實測磨削溫度值54.47 ℃相一致,得到如圖11所示的磨削仿真溫度場。
將圖7與圖11進行對比,得到磨削溫度試驗與仿真信號對比圖12。從圖12可以看出:溫度的試驗與仿真信號具有較高的一致性。說明預估的熱流密度可作為施加在工件表面的熱流密度,將其代入公式(2),計算出傳入工件的熱分配比R為2.2%。
利用相同方法,仿真確定各個磨削參數下傳入工件的熱流密度,代入公式(4)得到傳入工件的熱分配比結果,如表4所示。
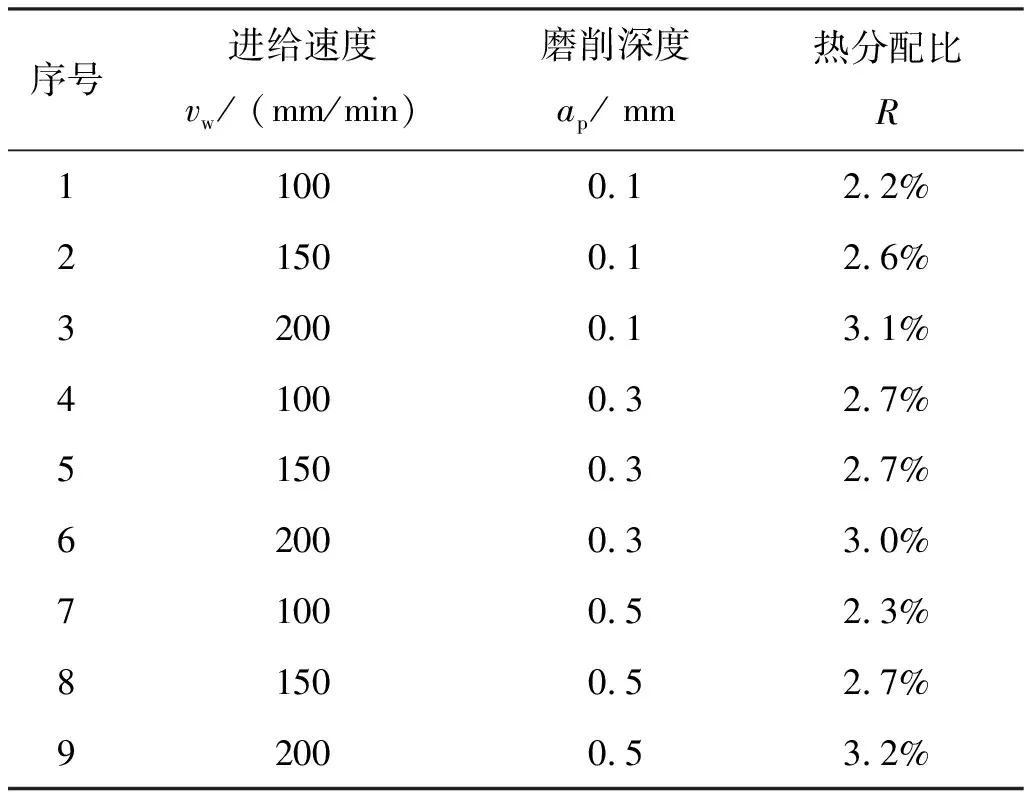
表4 熱量分配比仿真結果
由表4可知:在此磨削參數下熱分配比為2.2%~3.2%,說明磨削過程中產生的大部分熱量都被磨削工具及切屑帶走。出現此現象的原因之一是表1中金剛石磨粒的導熱系數遠大于碳纖維復合材料的導熱系數,使大部分熱量都傳輸給了金剛石磨粒。
將圖11的磨削仿真溫度場分開,分別得到如圖13所示的樹脂與纖維的溫度場分布。由于表1中給出的纖維導熱系數比樹脂的導熱系數大,導致磨削過程中所產生的熱量沿纖維傳導的深度大于樹脂傳導的深度,并且由于樹脂較低的導熱系數造成溫度聚集,導致其最高溫度要比纖維的大,圖13a中的溫度場深度與圖13b中的溫度場深度有差異就證明了這一點。另外,從圖13還可以看到:溫度場的形狀是沿纖維方向延伸的,這也說明熱量在樹脂之間傳導的難度要大于在纖維之間傳導的難度。
3 結論
使用碳纖維復合材料-康銅半人工熱電偶實現了磨削過程中磨削弧區溫度的在線測量,并建立了磨削熱分配比的仿真模型,得出以下結論:
(1)通過磨削溫度場的仿真發現,由于纖維導熱系數明顯大于樹脂導熱系數,磨削熱沿著纖維優先傳導,且由于樹脂導熱系數較低,樹脂表面的溫度更高。
(2)通過將碳纖維與樹脂基體分開建模的方法建立了磨削CFRP溫度場仿真模型,得到了磨削試驗中碳纖維復合材料的熱分配比,其值在2.0%~3.5%。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:30:02
鐵道通信信號(2020年9期)2020-02-06 09:15:22
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
上海建材(2019年4期)2019-05-21 03:13:02
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年4期)2018-02-18 19:02:51
纖維復合材料(2018年4期)2018-02-18 19:02:51
