高速吹瓶機變螺距絲桿力學及潤滑分析*
2019-03-22 02:49:30
潤滑與密封 2019年3期
(廣州鐵路職業技術學院 廣東廣州 510430)
隨著吹塑瓶的廣泛應用,吹塑機的生產效率及穩定性備受關注,其中二步法直線式電動高速PET吹瓶機的生產速度和模腔數量是衡量設備性能的關鍵參數。目前國外先進的二步法吹塑機生產商有法國的Sidel公司,加拿大的Husky公司等[1],其中Sidel公司最新研發的無縫結合一體機Combi34xs,通過改良輸送機構,使0.2~0.7 L的小型瓶的生產效率達到17瓶/s。其工藝流程為:理瓶胚-插瓶胚-預熱-調整瓶胚間距-吹塑-冷卻[2]。在預熱時,為了節約設備空間,需要將瓶胚在緊湊的環境下傳動。但是預熱完成后,在吹塑前,由于瓶子的大小會變大,需要在第中間螺距上開始變螺距。完成變螺距后,又開始等螺距工作,這樣就可以調整瓶胚的間距。但這樣的絲桿加工困難[3-4],在調節螺距時,與絲桿螺紋接觸的滑動件會產生高的速度和加速度,對絲桿表面產生沖突力,破壞絲桿螺紋表面的油膜,致使螺紋磨損加劇。滑動塊與絲桿螺紋之間的潤滑油膜厚度對絲桿傳動速度和耐用度有密切的關系,而絲桿傳動速度決定了瓶坯吹塑成型的速度。
研究表明,速度越高,越難形成油膜。1997年,陳國定等[5]通過建立彈性動力潤滑方程,獲得了軸承滾子外圈形成油膜厚度的數學方程,通過改善潤滑提高了軸承的旋轉速度。2018年,韓傳軍等[6]通過螺桿泵的實驗分析,研究了摩擦因數的變化規律,發現相同轉速和載荷下,隨著法向載荷的增大,定子橡膠的摩擦因數先減小后增大。史冬巖等[7]結合滑動軸承,分析了油膜壓力作用下軸瓦合金層的應力分布情況,通過建立擾動壓力方程,獲得滑動軸承的特性系數,發現油膜壓力呈三維拋物面分布的規律。油膜厚度的計算與摩擦因數密切相關,較為成熟的有CPE4R的網格單元[8]對模塊進行網格化,同時利用Mooney-Rivlin模型[9]建立受力關系。
為了提高吹瓶機的生產效率,節約吹瓶機的空間尺寸,本文作者將變螺距絲桿應用到吹瓶設備中,通過設計吹瓶機機械手組的結構,探索變螺距絲桿工藝要求,分析瓶坯抓取部分的滑動塊與絲桿間的受力及潤滑情況,為減少由于加速度而導致的絲桿的磨損,從而獲得質量穩定且使用壽命長的高速變螺距吹瓶機提供核心部件。
1 變螺距結構設計
如圖1所示,變螺距絲桿吹塑機由伺服電機、減速機配合帶動絲桿實現旋轉運動,使機械手組沿燕尾槽滑軌運動。由于伺服電機的正反旋轉,使絲桿驅動機械手組往復運動,由傳感器判斷機械手達到設計距離的要求,傳遞信號到控制器,并控制氣缸推動手臂,使得機械手開合。變螺距機械手的工作原理就是通過電機的往復運動,使上述的運動連續進行,達到在加溫鏈中的加溫節距和吹瓶節距兩者相互轉換的要求。
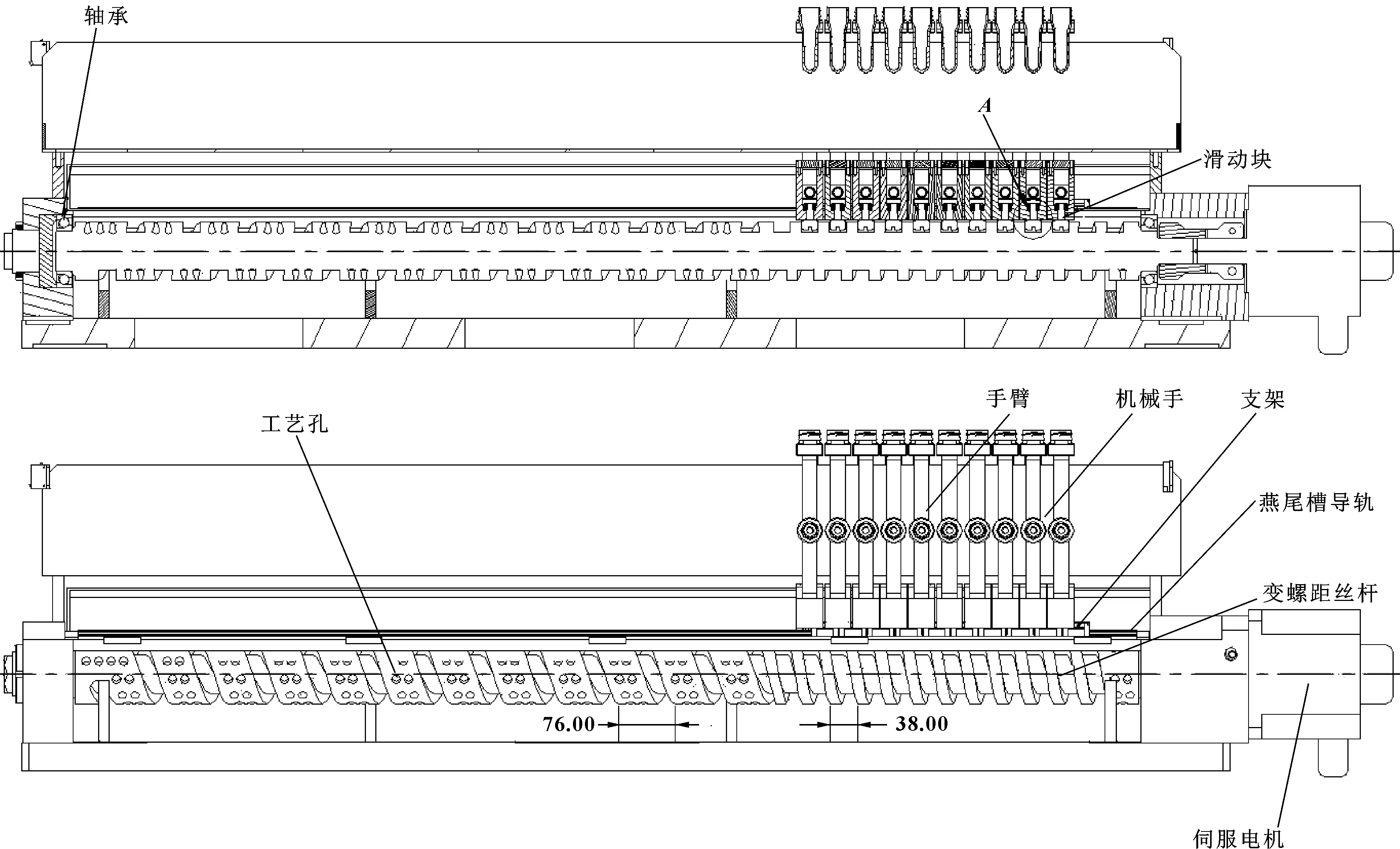
圖1 變螺距絲桿的吹塑機
1.1 變螺距絲桿的運動原理
變螺距螺旋線是一個動點在一圓柱表面上繞軸線做勻速旋轉運動,同時沿直線做勻加速運動所形成的軌跡,此時的軌跡為拋物線。根據變螺矩螺旋線切制形成的螺紋桿稱為變螺矩絲桿。將變螺距的絲桿運用在吹瓶機械時,從結構上可以將其分為3部分:第一部分為小螺距部分,實現瓶胚在緊湊環境下傳動,此時的運動為勻速運動;第二部分為過渡部分,實現小螺距變為大螺距的過渡,此時的運動為加速運動;第三部分為大螺距部分,實現瓶胚間大距離傳動,此時的運動為勻速運動。
1.2 機械手組
機械手組由機械手、手臂、支架組成,機械手主要用于抓緊瓶坯,帶動瓶坯向前運動。機械手通過手臂與支架相連接,支架與燕尾槽相配合,使機械手沿水平方向起到導向作用。滑動塊安裝在機械支架下面,與絲桿的槽相連,驅動瓶坯向前運動。機械手抓緊瓶胚,通過滑動桿與絲桿接觸。絲桿的牙型為矩型螺紋,在絲桿上均勻分布滾動體,絲桿是變螺距,滑動塊嵌入絲桿的牙槽中,絲桿的兩端用軸承支承。
1.3 絲桿結構工藝
矩形螺紋的傳動效率較高,主要用于傳力機構中。文中絲桿主要是傳遞水平動力,故將絲桿螺紋設計為矩形螺紋。螺距分為3部分,一部分由38 mm螺距構成,一部分由76 mm螺距構成,中間部分為過渡部分。實現方法是絲桿所有螺紋的槽寬都一致,只是改變不同螺紋的厚度,即通過加大絲桿的厚度,使絲桿螺距增加一倍,以提高絲桿的傳動效率,增加吹塑機的吹塑速度。但加大絲桿厚度會增加絲桿自身的質量。為了減少絲桿的質量,可在不影響絲桿剛度和強度的前提下,在絲桿表面鉆工藝孔。
1.4 加工工藝及潤滑
由于絲桿處于高速運動,而且要求噪聲小,故其加工質量要求相當高,其直線度、同軸度、圓度都要求較高,且要求有合適的潤滑方法。在加工完成后,要對絲桿進行直線度的校正,并在滑動塊與螺紋之間增加潤滑油,從而改善運動效果。
2 運動過程分析
2.1 效率分析
螺紋的效率按以下公式[9]計算:
(1)
ρ=arctanf
式中:ρ為螺旋當量摩擦角(矩形螺紋);f為螺紋副的靜摩擦因數;λ為螺紋升角。

伺服電機、減速機配合帶動絲桿實現旋轉運動,在絲桿的帶動下,機械手組的速度由小變大。機械手組在絲桿的作用下,先是勻速運動,然后是加速運動,最后再變為勻速運動。加速過程是由小螺距變為大螺距的過渡過程,螺紋升角在減少,會產生瞬間阻力,使傳動效率變低。
2.2 力學分析
機械手組通過滑動塊與絲桿的螺紋槽相連接,實現力的傳輸,從而帶動瓶坯運動。當絲桿旋轉一圈時,絲桿槽驅動滑動塊向前運動一個螺距,但在小節距變為大節距時,由一個螺距增加到一培的螺距,其生產效率提高一倍。
滑動塊在絲桿槽上運動,螺距由L1變化L2,螺距變大一倍,使機械手之間間距增加一倍,便于抓取吹塑成型。機械手在螺距為L1的位置時,其沿水平方向是勻速運動,速度為v1;當機械手運動到螺距為L2的位置時,其速度為v2。由于節距增加,在螺距由L1變化到L2的過渡區域,其產生一定的加速度,則機械手由于加速度而引起對絲桿的水平壓力Fx。
根據牛頓第二定律:
FJ=ma
(2)
(3)
式中:FJ為機械手組所受加速度合外力(N);m為機械手組的質量(kg);a為機械手組的加速度(m/s2);t為絲桿旋轉一圈的時間(s)。
由于機械手組所受加速度合外力全部由滑動塊傳遞到絲桿的螺紋上,如圖2所示。
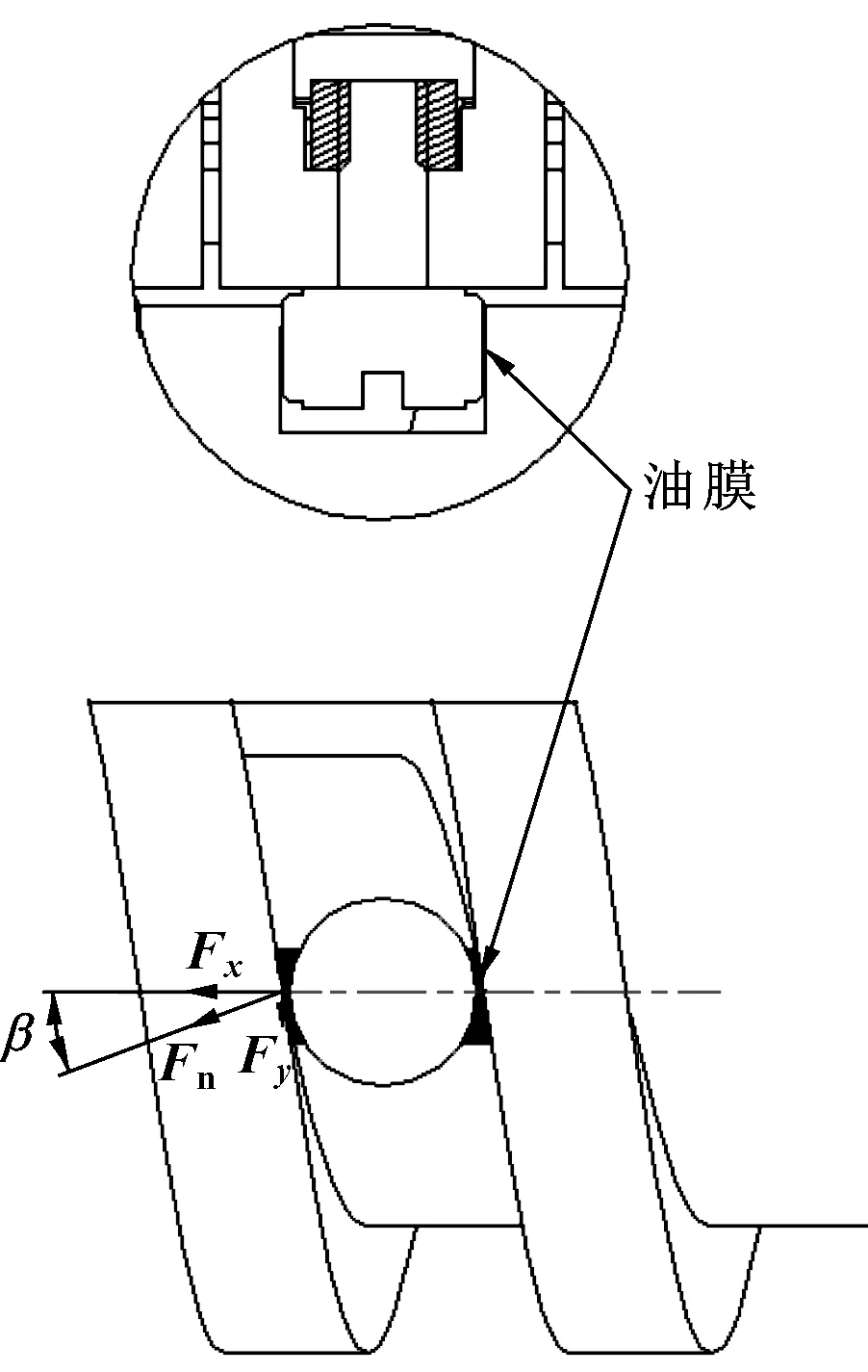
圖2 滑動塊與螺紋的受力圖
故:
FJ=Fx
(4)
滑動塊對絲桿的法向總合力
(5)
式中:β為水平分力Fx與合力Fn的夾角。
當滑動塊與絲桿的接觸長度為s時,則:
(6)
式中:W為單位接觸長度上最大載荷。
3 潤滑分析
將吹塑瓶模具腔設定為18腔,瓶胚吹塑預算速度為1.8瓶/s時,即絲桿旋轉一圈的時間t=0.1 s。絲桿第一部分螺距為38 mm,第二部分螺距為76 mm,此時β=10°,故v1=0.38 m/s,v2=0.76 m/s。
由式(3)可得,過渡部分的最大加速度為3.8 m/s2。機械手組的總質量為m=65.4 kg,由式(2)、(4)可得過渡絲桿牙型部分所受沖擊壓力為248.52 N。此時機械手與絲桿之間產生較大的沖擊力,摩擦力較大,機械手與絲桿間需要良好的潤滑。
基于道森-希金森公式[10],楊沛然和溫詩鑄[11]對Roelands黏度公式進行修正,獲得最小油膜厚度為
hmin=2.65[(α0.54·(η0·u)0.7·R0.43)/(E0.03·W0.33)]
(7)
式中:hmin為接觸表面間最小油膜厚度(m);η0為潤滑油動力黏度(Pa·s);R為當量柱體半徑(m);E為綜合彈性模量(Pa);W為單位接觸長度上最大載荷(N/m);u為平均攪油速度(m/s);α為潤滑油黏壓系數(m2/N)。
絲桿用調質45鋼,選用黏壓系數較高的潤滑油,根據滑動塊的直徑,可計算出當量圓柱直徑,從而獲得最小油膜厚度hmin的值。
4 實驗分析
分別選擇46號壓縮機油、鈣基潤滑脂、極壓復合鋰基潤滑脂,對變螺距絲桿進行潤滑分析。根據各潤滑油的動力黏度和黏壓系數,利用公式(7)計算得到46號壓縮機油、鈣基潤滑脂、極壓復合鋰基潤滑脂的最小油膜厚度分別為:2.71×10-8、3.08×10-8、4.24×10-8m。
在完成連續10萬次疲勞實驗后,觀察了形成的油模厚度及絲桿磨損程度。通過實驗分析發現,潤滑油動力黏度越小,其流動性越好,但容易造成邊界潤滑,絲桿螺紋的表面磨損明顯,噪聲明顯加大;動力黏度越大,對滑動塊的阻力將增加,絲桿溫度明顯上升,絲桿螺紋的表面積碳明顯,無法達到最高運動速度。黏壓系數的大小與磨損關系比動力黏度的影響力下降,絲桿速度越高,加速度越大,機械手組對絲桿的沖擊越大。
根據上述實驗結果,在某企業在選用高精密支承絲桿軸承的前提下,選擇極壓復合鋰基潤滑脂對絲桿螺紋與滑動塊進行潤滑,其動力黏度和黏壓系數較高,且機械安定性、耐熱性,防銹性較好,容易形成一定厚度的油膜。通過實驗發現,采用該變螺距絲桿的吹塑機速度可達1.8瓶/s,速度處于國內領先水平,與國外的1.6瓶/s僅差0.2瓶/s。同時,該機型的工作速度快,過程穩定,工作壽命長。
5 結論
(1)設計了實現瓶胚間距變化的機械手組結構,優化了變螺距絲桿的工藝結構,分析了其運動過程的效率和受力情況,獲得了絲桿單位接觸長度上最大載荷的計算方法。
(2)通過分析滑動塊與絲桿的潤滑情況,借助道森-希金森公式,獲得了計算絲桿最小油膜的計算方法。
(3)通過確定絲桿的結構數據,對比分析不同潤滑油對絲桿表面磨損影響程度,選取了較優的潤滑方案,使吹瓶機的吹塑速度達1.8瓶/s,接近國際先進水平。
