H型鰭片管制造過程中焊接煙塵擴散規律研究
2019-03-22 08:39:44尤奇燊徐甄真張建勛
焊管 2019年2期
關鍵詞:區域
尤奇燊,王 勇,徐甄真,張建勛
(1.西安交通大學 金屬強度國家重點實驗室,西安710049;2.青島達能環保設備股份有限公司,山東 青島266313)
1 概 述
火力發電廠為了對鍋爐尾部煙氣余熱進行回收再利用,常在鍋爐尾部煙道內加裝換熱裝置,H 型鰭片管以其優異的耐磨性能、 積灰少、 空間緊湊、 擴展率高等優點[1],成為廣泛應用的鍋爐煙氣換熱裝置之一。H 型鰭片管由光管與鰭片兩部分焊接構成,其結構如圖1 所示,管道內通冷卻循環水,鰭片作為換熱擴展界面,提高換熱效率。當前用于光管與鰭片焊接的方法主要有釬焊、 電阻焊和氬弧焊,其中電阻焊具有焊接速度快、 成本低、 易于自動化等特點。國內在20 世紀80 年代就論證了利用高頻焊焊接鰭片管的可行性,并展開了針對鰭片管焊接及自動化生產流程的研究[2-3]。李慧娟等[4]研究了H 型鰭片管電阻凸焊過程中影響焊接接頭質量的關鍵工藝參數,對鰭片管的焊接提供了可參考的最優工藝參數。李明觀等[5]研究了單管式鰭片管的焊接方法,提出采用鰭片預先開槽口的斜向對稱焊工藝能夠有效控制單管式鰭片管的焊接變形。潘孚等[6]系統研究了間斷鰭片管電阻對焊接頭質量的影響,提出通過設置輔助電極等工藝措施來提高焊透率,保證接頭質量滿足技術條件要求。陳全等[7]研究的原有單管式鰭片管焊接生產中出現的焊接變形復雜且不易控制、 操作工勞動強度大、 效率低等問題,研制的四頭鰭片管焊接自動化設備有效地解決了原生產缺點。經過多年研究發展,國內現已建立起了多條H 型鰭片管自動電阻焊生產線,H 型鰭片管三相次級整流自動化電阻焊機技術也已經相當成熟[8]。

圖1 H 型鰭片管結構示意圖
焊接過程中產生的煙塵一直是行業內較為關注的問題之一。國際上對焊接煙塵的研究開始于1920 年,主要研究氮氧化物等有害氣體的影響。國內對焊接煙塵的研究最早可以追溯到20 世紀80 年代,近年來隨著國家強化環保政策和勞動保護意識,對于焊接煙塵的減少與消除成為生產型企業的環保重點之一。張軍強等[9]利用高速攝影及背光拍攝技術研究了CO2氣體保護焊中藥芯焊絲焊接煙塵的產生機理,指出了電弧外側區、 飛濺區和熔滴區共3 個焊接煙塵的主要產生區域。肖詩祥等[10]提出利用大氣湍流擴散理論來描述焊接煙塵的擴散規律,提出了基于單點塵源、 平均煙塵濃度及定常態下的焊接煙塵擴散的數學模型。韓閏勞等[11]開發了高壓水流沖刷式焊接煙塵收集處理系統,成功解決了焊接培訓車間的焊接煙塵處理問題。
本研究針對國內H 型鰭片管制造中的焊接煙塵問題,從生產實際出發,采用實際測試與分析相結合方法,分析了光管與鰭片電阻焊接過程中的焊接煙塵來源,并對其擴散規律進行了深入研究,建立了煙塵擴散方程,研究結果對降低制造H 型鰭片管時產生的煙塵污染、 提高企業的環保意識,具有重要指導意義和應用前景。
2 研究對象與試驗方法
2.1 研究對象
研究對象為H 型鰭片管和三相次級整流自動電阻焊機 (如圖2 所示),研究內容為該自動化焊接設備在H 型鰭片管生產過程中煙塵的形成及擴散規律。由圖2 可見,自動化電阻焊機主要由焊接電極、 料斗、 中心架、 送料小車等8 個部分組成。自動化電阻焊機生產H 型鰭片管的工藝流程如圖3 所示。

圖2 三相次級整流自動電阻焊機結構示意圖

圖3 自動化電阻焊機生產H 型鰭片管的工藝流程
2.2 面光拍攝試驗方法
背光和面光煙塵拍攝方法如圖4 所示。張軍強等[9]基于郎伯-比爾定律提出背光拍攝成像方法來研究焊接煙塵。
郎伯-比爾定律指出光透過煙塵后形成的圖像灰度與其煙塵量關系見公式(1),即

式中:It——光透射過煙塵的光強,正比于背光拍攝到的煙塵灰度值;
I0——原始光強;
α——顆粒吸收率;
L——光在煙塵中傳播的距離;
C——煙塵濃度。
由灰度值的物理意義可知,公式(1)中It/I0=Ht/H0(Ht為利用透射光強成像的背光拍攝圖片灰度值,H0為標定無煙塵下的圖像光強),由此建立起背光拍攝圖片灰度值與煙塵濃度關系式,但背光拍攝方法要求光源和相機分置于煙塵兩側(如圖4 (a)所示),并且兩者之間僅有煙塵而不存在其他的阻礙物,否則上述關系便不成立,這對試驗環境提出了較高要求。為了能使試驗在更為復雜的生產現場環境中進行,本研究提出用面光拍攝方法來進行煙塵形貌的獲取,面光拍攝過程如圖4 (b)所示。

圖4 背光和面光煙塵拍攝方法示意圖
根據面光成像原理建立了面光拍攝圖片灰度與煙塵濃度的關系,推導過程如下:
由于光從一種介質向另一種介質傳播時會產生透射、 反射以及散射現象,原始光強I0分成了透射光強It、 反射光強Ir以及散射損失掉的光強Is,由于散射效應相對而言要小得多,此處忽略掉Is,則其余三者之間存在下列關系,即

將公式(2)帶入公式(1),變形得到

公式(3)中I0為常數,在煙塵穩定時α和L固定,Is也可認為變化不大,故上式中C唯一決定于反射光強Ir,反射光強與面光拍攝得到的煙塵圖像灰度值Hr成正比,因此可以用煙塵圖像灰度值表征煙塵量。由公式 (3)可得,面光拍攝方法得到的圖片灰度值Hr與C相關,即某像素點的灰度值越大,該點的煙塵濃度越大,所有像素點的灰度值的和越大,該畫面內拍到的煙塵量越大,反之越小。
3 試驗結果與分析
3.1 鰭片管焊接煙塵的變化規律
對鰭片管焊接過程各階段煙塵變化灰度值進行分析。連續兩排鰭片焊接過程中的灰度值變化如圖5 所示,橫坐標為時間,縱坐標為每一時刻高速相機拍攝到煙塵圖片所有像素點灰度值的平均值。圖5 中,A(A′)-B(B′)、B(B′)-C(C′)、C(C′ )-D(D′ )、D(D′ )-E(E′ )、E(E′ )-F(F′)、F(F′)-A′′(A′)分別對應著圖3 中鰭片管焊接過程中的六個階段。從圖5 可以看出,鰭片管焊接煙塵量隨焊接過程的變化而變化,并在焊接過程的各個階段呈現周期性變化規律。另外,在B(B′)-C(C′)、E(E′)-F(F′)兩個階段內灰度值出現了兩個峰值,研究表明B(B′)-C(C′)階段(即鰭片管焊接階段)灰度值峰值出現的原因為焊接飛濺,飛濺的產生顯著的增大了畫面內的光強,造成圖片灰度值的增大,其與焊接煙塵的濃度沒有關系,因而不具有濃度分析意義;E(E′)-F(F′)階段 (即下一片鰭片下料階段)灰度值峰值出現的原因是畫面內煙塵量的增大。
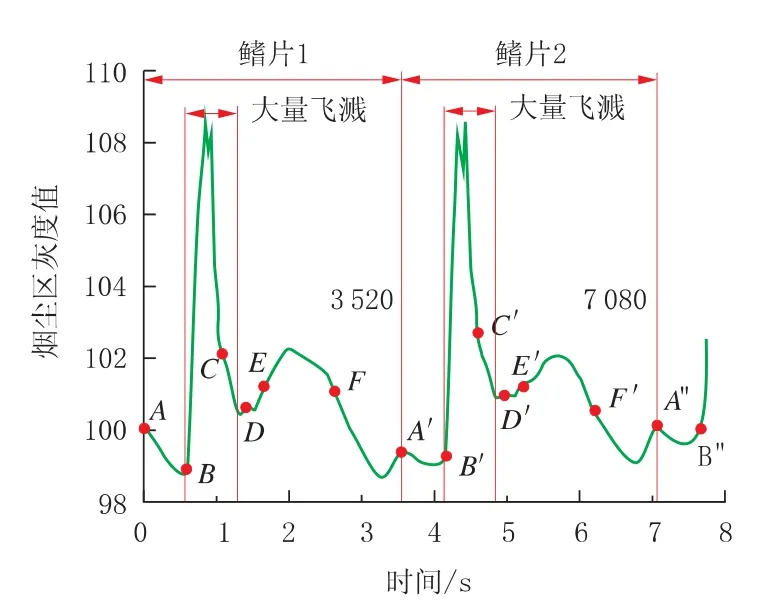
圖5 焊接過程中煙塵量的變化
由圖5 可得,鰭片管焊接煙塵的產生隨焊接過程的進行而不斷變化,在各階段呈現出周期性變化規律,焊接煙塵的峰值出現在下一片鰭片下料階段,即在一片鰭片開始焊接后1.7~2.3 s 之間。
對生產過程中所用的鰭片進行清洗,清除表面油污,并將清洗后的潔凈鰭片與正常生產所用的鰭片進行一組對比試驗,試驗結果如圖6 所示。圖6 中橫坐標為時間,縱坐標為各個時刻煙塵灰度值與標定時刻 (t=0 的起始時刻)的灰度值差。由圖6 可知,在清除鰭片表面油污后,潔凈鰭片的焊接過程中的圖片灰度基本維持穩定,而正常生產所用的鰭片灰度值出現極大地變化,這說明潔凈鰭片的焊接過程基本不產生焊接煙塵,鰭片管焊接煙塵最主要的產生機理為鰭片表面油污的氣化。

圖6 潔凈鰭片與正常生產用鰭片焊接時的灰度值對比
3.2 鰭片管焊接煙塵的分布規律

圖7 焊接煙塵分區灰度值分析
鰭片管焊接煙塵從焊接位置產生,擴散和分布規律受焊接過程及焊機結構的影響分布在部分區域。將焊機焊接區域沿焊機的中軸線及鰭片管擺放位置人為分成圖7 (a)所示A、 B、 C、 D、 E五個區域,并對高速相機記錄的焊接過程中以上五個區域分別進行灰度值分析,結果如圖7 (b)所示。由圖7 (b)可看出,灰度值變化主要集中在B、 C 區域,D、 E 區域內變化較小,A 區域內基本不變。由此得出,鰭片管焊接煙塵的空間分布主要集中在中軸線兩側的B、 C 區域內,整個區域的范圍約810 mm,其擴散受到焊接位置及焊機結構的影響,擴散規律如圖7 (a)所示,鰭片管焊接煙塵在焊接位置產生后隨熱氣流迅速上升,上升過程中開始向周圍散開,但由于焊機機架擋板的存在,向兩邊擴散的煙塵又被再次聚攏到B、 C 區域內; 當大量煙塵繼續向上擴散至機架擋板處時,因繼續向上擴散的通道較小,未能及時擴散的部分煙塵開始沿著擋板2 向兩邊擴散至D、 E 區域,引起該區域煙塵的小范圍變化。整體來看,鰭片管焊接煙塵在空間的分布仍主要集中分布在B、 C 區域內,小部分因焊機結構的影響擴散至D、 E 區域,A 區域內基本沒有分布。
3.3 焊接煙塵四維擴散模型
肖詩祥等[10]提出利用大氣湍流擴散理論來描述焊接煙塵的擴散規律,提出了基于單點塵源、平均煙塵濃度以及定常態下焊接煙塵擴散的數學模型,即

在該簡化模型中U為發塵速率,可由氣溶膠采樣器測得;u為熱氣流上升速度,通過高速相機進行估算;K為湍流氣體擴散系數。用DMPS 法測得空間某一點 (x,y,z)的煙塵濃度,即可由公式 (4)反求得到。因此,公式(4)表示的某點煙塵的濃度僅為空間坐標函數。實際試驗表明,鰭片管焊接過程發塵速率是在不斷變化的,因而公式 (4)所示的簡化模型只能用來描述固定時刻下A 區域中焊接煙塵的濃度分布,因此將其稱為鰭片管焊接煙塵三維空間擴散靜態模型。
假設某一鰭片焊接起始時刻A點的煙塵濃度為c1,煙塵反射的光強為I1,高速相機拍得煙塵圖片的灰度值為h1,隨著焊接過程的進行,該點的煙塵濃度發生變化; 經過一段時間t后,該點的煙塵濃度變為ct,對應的反射光強和灰度值分別為It、ht,則根據圖片灰度值的物理意義為

將A點起始時刻灰度值與t時刻灰度值之比定義為一個函數f(t),并且用其表示A點灰度值的變化,該函數為時間的函數,即

將公式(3)、 公式(5)、 公式(6)聯立得

由此可得出

A點灰度值變化規律如圖8 所示。由圖8 可知,取值主要在0.8~1.1,因此f(t)-1< 公式(6)和公式(9)聯立可得到任意時刻煙塵區域中某一點的濃度值為 公式(10)即為引入時間維度后,建立起的鰭片管焊接煙塵四維擴散模型的數學表達式。本研究僅對該公式進行定性驗證,為方便起見取U=u=K=α=L=1,f(t)根據圖8 所示選取,則可以根據方程畫出不同時刻煙塵在空間里的分布情況 (如圖9 所示)。由圖9 可以看到煙塵在xoz平面的分布規律,隨時間變化而變化,可以看到其變化規律與圖5 所示的灰度值分析結果基本一致,煙塵分布的峰值出現在t=2 s 位置,處于鰭片管焊接過程中的第五階段,即“下一片鰭片下料階段”。 圖8 A 點處自定義函數值變化 圖9 xoz 平面內焊接煙塵的分布變化 (1)鰭片管焊接煙塵產生于鰭片的防銹油氣化,煙塵量隨焊接過程而變化,呈現出周期性的變化規律,焊接煙塵的峰值出現在下一片鰭片下料階段,即在一片鰭片開始焊接后1.7~2.3 s之間。 (2)鰭片管焊接煙塵的擴散主要集中在焊接鰭片的上方靠近中軸線的區域內,而在鰭片下方區域沒有煙塵傳播。 (3)建立了含時間維度的煙塵擴散四維數學模型,可以較好地描述H 型鰭片管焊接過程中煙塵的分布與變化規律。



4 結 論
猜你喜歡
發明與創新·小學生(2021年3期)2021-03-25 11:48:49
科學(2020年5期)2020-11-26 08:19:22
軟件(2020年3期)2020-04-20 01:45:18
商周刊(2018年15期)2018-07-27 01:41:20
敦煌學輯刊(2018年1期)2018-07-09 05:46:42
北京教育·普教版(2017年1期)2017-02-05 13:26:23
新疆農墾科技(2016年2期)2016-08-21 13:50:16
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新疆財經大學學報(2015年3期)2015-12-10 03:49:15