鋼結構高強度螺栓抗滑移連接件滑移系數研究
2019-03-23 07:52:52李俊敏王勇周雨
安徽建筑 2019年2期
關鍵詞:承載力
李俊敏,王勇,周雨
(1.南京理工大學紫金學院,江蘇 南京 210023;2.中國礦業大學機電工程學院,江蘇 徐州 221006;3.徐州市產品質量監督檢驗中心,江蘇 徐州 221000)
0 前言
高強度螺栓因為施工簡便、迅速、耐腐蝕性能好、焊接性能好等優點,目前已成為鋼結構工程連接的重要手段。而被連接件與連接件之間的摩擦力用來抵抗鋼件滑移的,而該摩擦力將決定了高強度螺栓的承載能力,由此產生了滑移系數。
因此,該承載能力主要是由鈑金件之間的抗滑移系數決定的。同時,兩個鈑金件之間的摩擦阻力也是由抗滑移系數也決定的。根據《鋼結構工程施工及驗收規范》(GBJ50205-2001)和國家標準《鋼結構高強度螺栓連接技術規程》(JGJ 82-2011)的規定,要求鋼結構構件制造后和安裝前,必須進行抗滑移系數的試驗測定以及復驗。依據《鐵路鋼橋栓接板面抗滑移系數試驗方法》(TB/T 2137-1990)規定,高強度螺栓和抗滑移連接件的抗滑移系數在安裝前必須確認,抗滑移系數必須高于高強度螺栓和抗滑移連接件出廠時的設計要求,只有在確認滿足該條件時才能使用。
目前,在關于不銹鋼類的螺栓連接節點的承載力的研究方面,國外一些專家取得了一些的成果。KIM等人[1]通過多個試驗,并根據試驗獲得的數值,研究了關于連接薄鋼板的凈截面和該薄鋼板的承壓承載能力的設計方法,根據該設計方法將獲得關于該螺栓連接的極限承載力和相應的失效模式,并估計了螺栓失效和翹曲的失效準則。Bouchai等人[2]對奧氏體不銹鋼蓋板連接和T型銜接進行了參數分析,對蓋板連接考慮了位移限值,而T型連接具有一定的特殊性,其破壞模式的影響需考慮不斷增加的載荷。通過摩擦性螺栓連接的兩個鋼件之間發生滑移將成為該連接的破壞準則,因此摩擦型螺栓連接的承載能力主要與摩擦表面的預壓值和滑動系數有關。
本文對Q235螺栓抗滑儀連接件的抗滑移系數進行了試驗研究,參考《鋼結構高強度螺栓連接技術規程JGJ82-2011》,采用了直徑為20mm,性能等級為10.9s級,材質為40Cr高強度螺栓。試驗分兩個階段進行,對兩個階段高強度螺栓連接件抗滑移效果的影響進行了比較,得到相應的抗滑移系數,得出改善結果。
1 螺栓連接摩擦面的抗滑移系數理論分析
螺栓連接的受力形式主要分為兩種:摩擦型連接和承壓型連接,這兩種連接方式在承受外力時所采用的計算公式各不相同。
1.1 高強螺栓摩擦型連接計算
將鈑金件作為連接件和被連接件時,鈑金件之間將產生摩擦力,該摩擦力決定了摩擦型連接件的工作載荷。在抗剪設計中,外部載荷不能超過該摩擦力,因此,該摩擦力決定了連接件的承載力,而摩擦力是由連接件的預緊力、抗滑移系數和剪切面有關。故該連接件的抗剪承載力的計算方式為:

式中:0.9—抗力系數;nf—摩擦面個數;μ—摩擦面滑移系數;P—一個高強螺栓的預緊力。
一個摩擦型高強螺栓連接的抗力承載力設計值為:

式中:Nt為在承受外力的影響下,高強度螺栓的軸向拉力,且當摩擦型高強螺栓的連接件同時承受剪力和拉力時,一個螺栓受剪承載力設計值為:

式中:Nv為一個高強螺栓所承受的剪力。
根據以上計算公式,摩擦型高強螺栓連接時所采用的承載力與連接板的厚度沒有關系。
1.2 高強度螺栓承壓型連接計算
對于高強度螺栓承壓型的連接中,其正常受力狀態為連接件和被連接件之間出現相對滑移。當螺栓因自身受到剪切力而被破壞,或螺栓孔壁因承壓而被破壞時的所承受的承載力作為極限狀態,以該狀態作為設計準則。
一個承壓型高強螺栓連接的抗剪承載力設計值為:

式中:nv—剪切面個數;d—螺栓桿直徑,當剪切面在螺紋處時,按有效面積計算—螺栓的抗剪強度設計值。
一個承壓型高強螺栓連接的孔壁承壓承載力設計值為:

高強螺栓承壓型抗滑移連接件抗剪承載力為:

一個高強螺栓承壓型連接同時承受剪力和螺栓軸向拉力時,螺栓的承載力設計值為:

抗滑移系數只與材料的才材質和摩擦面的處理方法有關,符合JG82-91規范。根據以上公式,在同等條件下,若采用承壓型連接,其承載力高于摩擦型連接;采用承壓型連接時,將減少螺栓用量,減少用鋼量。但承壓型連接時產生的剪切變形將大于摩擦型連接,且動力性能不如摩擦型連接。故承壓型連接智能用于以下三種情況:僅僅承受靜力載荷、允許少量滑動位移和間接承受動載荷。
2 螺栓連接摩擦面的抗滑移系數試驗研究
2.1 試驗總體設計
本試驗研究抗滑移連接件對摩擦面質量的影響,將從板材材質、摩擦面的處理,以及存放時間等多個因素進行研究,將該試驗共分為兩個階段,總體設計方案如表1所示。

表1 總體設計方案
第一階段主要研究存放時間7天情況下摩擦面抗滑移系數的影響,通過兩種拋丸方式的實際試驗驗證兩種拋丸方式對抗滑移系數影響的程度。第二階段主要是在第一階段的基礎上對存放時間為180天的試件,進行兩種拋丸方式的對比研究,對比兩個階段給出詳細的分析。
2.2 試件選擇
根據規程JGJ82-91規定,選擇試驗選用二栓型式的試件,高強度螺栓采用材質為40Cr,性能等級為10.9s級,直徑20mm,鋼板采用材質為Q235鋼。試驗選用三種摩擦面處理方式,即鋼絲刷清除浮銹、正面拋丸和常規拋丸。試驗共計有15套試件,每種摩擦面處理方式各選用5套。構件尺寸見表2所示,經驗算,板件凈截面在拉伸過程中都處于彈性工作狀態。
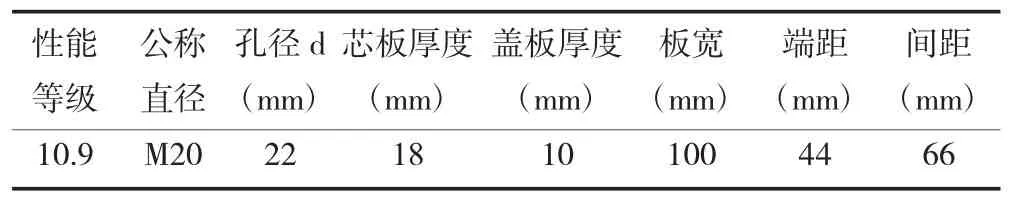
表2 試件尺寸
2.3 試驗用儀器設備
①拉力試驗機:采用YE-200液壓式壓力機(濟南試金集團有限公司)圖1所示。
②自制輔助設備采集系統:輔助設備安裝微位移傳感器,微位移傳感器采用彈簧復位直線位移傳感器,其最高精度可達0.005-0.0001mm,采集栓接板兩腹板的位移量。應變測試系統采用DH3817動靜態應變測試系統(江蘇東華測試技術有限公司),是一種高靈敏度、低漂移、全智能化多點巡回采樣的數據系統。如圖2所示。
③電阻應變片若干,采用膠基應變片,型號為BX120-2AA,規格為2×1,靈敏度為2.06%。應變片粘貼按有關規定執行。

圖1 液壓式拉伸試驗機圖

圖2 DH3817數據采集系統
3 試驗測試過程
第一階段將鋼板試件在干燥的環境下存放一周后進行試驗,嚴禁生赤銹,編號S1-S15。第二階段存放時間180d的正面拋丸5套、常規拋丸5套,以此來驗證正面拋丸是否具有優越性。剩余5套常規拋丸試件用于檢驗軸力計和粘貼應變片控制預緊力的對比,編號為D1-D15。在高強度螺栓上增加了螺桿粘貼面的個數,選用4個粘貼面,并且在施加預緊力方面采用軸力計和應變片兩種方法進行控制,并進行對比,即在一側兩個螺栓孔上安裝軸力計及其配套的高強度螺栓,另一側兩個螺栓孔采用安裝粘貼有4個應變片的高強度螺栓,加工成四面的高強度螺栓試件。并用數顯扭力扳手施加預緊力。
3.1 試驗準備
①試驗前所有儀器必須進行系統標定。
②選取足夠數量的高輕度螺栓,在螺栓無螺紋處進行處理(砂紙打磨、用丙酮清洗),然后把加工好的高強度螺栓按照要求粘貼應變傳感器(圖3所示),防止應變片在試驗過程中被破壞,在測試過程中,引出測試導線,做好防護。或者是在其他外力傳遞到應變片上造成測量誤差,同時做好相應的原始數據記錄,并進行編號工作(圖4所示)。
③清理加工好的板件,清除掉鋼板構件上的毛刺、飛邊以、污垢、未處理方式構件上的浮銹以及螺栓螺紋內的污垢,將已加工的摩擦面鋼板依次疊好,最后進行構件的組裝,并按照不同的處理方式進行測試構件的編號工作。
3.2 測試步驟
①進行標定試驗,在拉力機上,對試件軸向進行拉力標定試驗。

圖3 高強度螺栓實物圖

圖4 試件組裝及螺栓編號
②組裝完試件,然后將試件放在壓力試驗機上,嚴格對齊試件的軸線和夾具的中心。開始調試相應的試驗設備。根據《鋼結構高強度螺栓連接技術規程JGJ82-2011》,緊固高強度螺栓分兩步完成,首先初擰,然后終擰。初擰時,螺栓預緊力為規定值的50%。終擰時,預緊力在0.95P~1.05P之間,并使用電阻應變儀測量該螺栓預緊力,預緊的同時由PLC采集該預緊力。
③將該試件放置于輔助裝置和試驗機的夾具中,試件的中心必須與夾具的中心對齊,為抗滑移試驗準備,試驗機和檢測儀器同時調零。
④對試件進行加載試驗。首先,將加載的載荷為抗滑移設計值的10%左右,等待1min后,觀察試驗機的狀況,再平穩增加符合,加載的速度為3~5kN/s,直到滑動破壞,輔助裝置測得此時滑移載荷,PLC采集數據傳送到上位機,并保存實驗數據。
在試驗過程中,若發生下列情況,則增加的載荷值將作為試件的滑移載荷:
a.試驗機發生回針現象;
b.試件側面劃線發生錯動;
c.記錄儀上變形曲線的突變;
d.試件突然發出“嘣”的響聲。
4 試驗數據結果分析
4.1 試驗數據統計
抗滑移系數計算公式8所示:

式中:Nv—測量的實際滑移載荷值(kN);
nf—力傳遞摩擦面系數,nf=2;
m—試件一側螺栓數量,雙栓試件,m取2。
高強度螺栓實際的預緊力的計算按照公式9計算,

式中:P—規范規定的螺栓預拉力P=155kN;
A0—剖面處有效應力面積;
E—彈性模量E=2.1×105N/mm2。

第一階段統計數據記錄如表2所示,第二階段統計數據記錄如表3所示。

表3 第一階段試驗結果
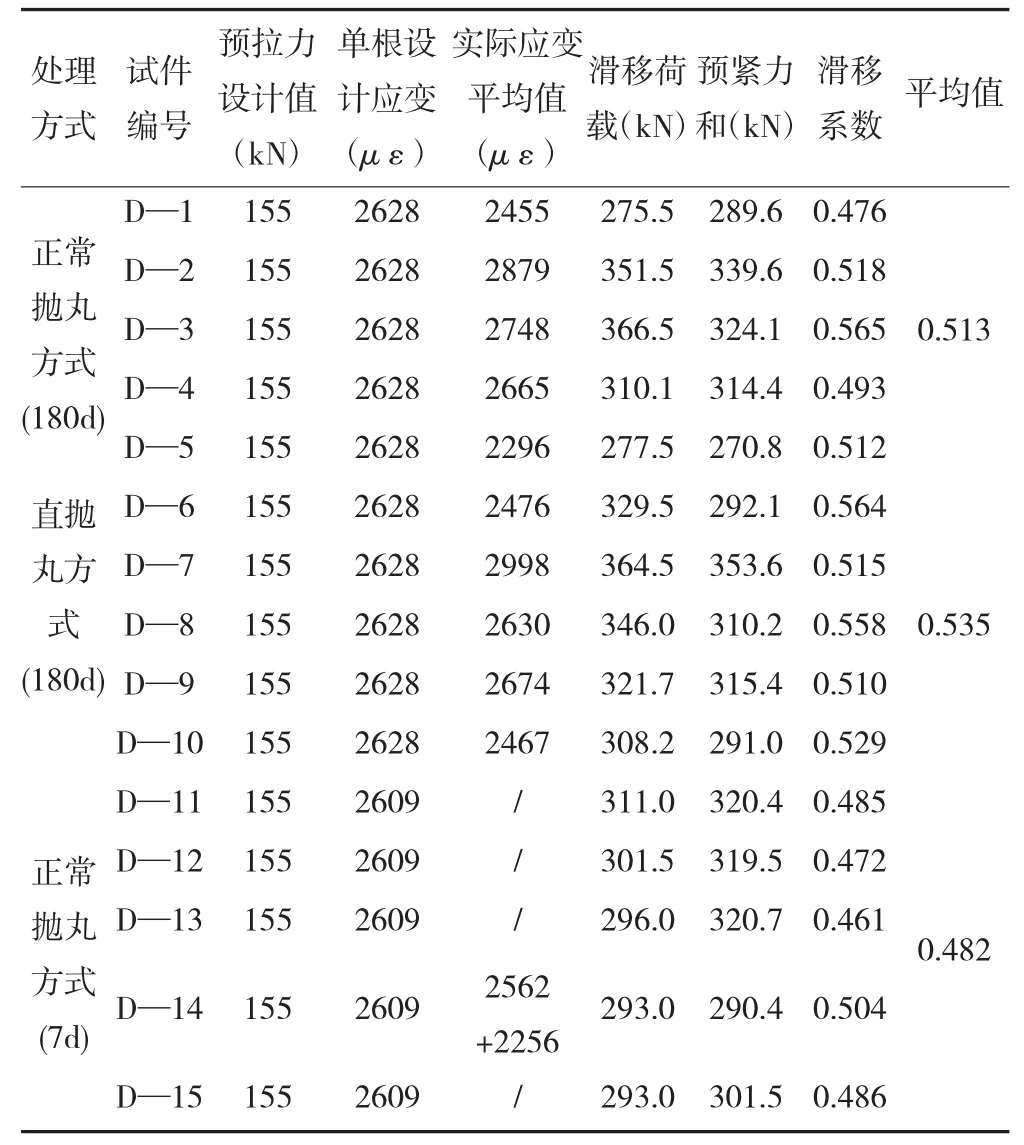
表4 第二階段試驗結果
4.2 數據結果分析
通過上位機采集的數據及根據表2和表3工程試驗數據可以看出:
①在存儲時間達到80d后,通過正面噴丸的試件的抗滑移系數的平均值比采用常規噴丸的試件高出5%。采用正面噴丸后,板件收到的沖擊力較大,粗糙度較高,能夠產生更大的摩擦力和更高的抗滑移系數。
②通過比較試驗的兩個不同的階段,采用相同的噴丸方式后,正面噴丸和常規噴丸的抗滑移系數均隨著存儲時間的增加而提高,且采用正面噴丸的抗滑移系數高于常規噴丸6%。
③根據在第二階段試驗中栓桿上粘貼應變片所得到的應變,測試中一個螺桿上不管粘貼兩個還是四個應變片的應變結果均是不等的。這充分說明螺栓上的軸力是不均勻的,因此在使用應變片測試控制預緊力時,必須保證在螺栓上至少對稱布置一對應變傳感器,并取其平均值來計算螺栓的預緊力。
④根據抗滑移系數結果統計,在每個螺桿上粘貼4個應變片的試件得到的抗滑移系數均符合規范0.45的要求,并且有四套試件的滑移發生在安裝軸力計一側。
⑤根據整個試驗的操作過程以及試驗的結果得到,安裝軸力計的試件操作比較簡單,而且容易控制其軸力的大小,但在螺栓施加扭力的過程中螺栓的預緊力是不均勻的,在軸力計上是無法反應出來,它并不能完全反應螺栓實際的軸力,違背了50205-2001中的明確規定:抗滑移試驗中要采用同批同一性能等級的高強度螺栓連接副。因為安裝軸力計要占用一定的螺栓長度,而實際工程中沒有相匹配的螺栓,因此軸力計必須有與其相配套的特殊加長的高強度螺栓,實際操作中還要重復使用,這不能保證高強度螺栓同批、同一性能等級的要求。從這些層面上來說選擇粘貼應變片的方式測試抗滑移系數準確定較高。
5 結論
高強度螺栓的連接件的抗滑儀系數的試驗對工程質量和安全性具有極為重要的作用。根據兩個階段試驗結果可以得到:
①現有規范中規定的未處理方式或者鋼絲球清除浮銹的方式試件滑移系數不低于0.3的規定是可以保證的;
②將常規噴丸和正面噴丸的除銹方式做比較,正面噴丸具有更大的優越性。但正面噴丸在除銹過程中,對鈑金件具有較大的沖擊力,經過正面噴丸的樣件的表面具有更大的粗糙度。故采用正面噴丸的除銹方式,不但可以提高樣件的抗滑移系數,而且久而久之,該樣件的抗滑移系數的增長幅度明顯比采用常規噴丸的方式高。
③當鋼材在干燥的環境中存放時,存放時間將影響抗滑移系數,存放的時間越長,經過處理的樣件的抗滑系數就越大。
④對于高強度螺栓的預拉力的控制方式中,使用軸力計的方式操作簡單,便于控制;使用粘貼應變片的方式操作復雜,要求高,但獲得的數據真實,可信度高;使用扭力扳手的方式獲得的數據較離散,可靠性不高。經比較,并根據相關文獻不得重復使用螺栓副的要求,通過將應變片粘貼在螺桿上控制預拉力的方式更可靠。
猜你喜歡
結構工程師(2022年2期)2022-07-15 02:22:56
工程與建設(2019年2期)2019-09-02 01:33:52
廣西科技大學學報(2016年1期)2016-06-22 13:10:41
統計科學與實踐(2016年4期)2016-03-01 02:56:04
鐵道科學與工程學報(2015年5期)2015-12-24 12:11:58
浙江大學學報(工學版)(2015年2期)2015-05-30 07:04:46
太陽能(2015年6期)2015-02-28 17:09:30
廣西科技大學學報(2015年4期)2015-02-27 12:22:29
西安建筑科技大學學報(自然科學版)(2014年6期)2014-11-10 02:35:24
中國艦船研究(2014年6期)2014-05-14 06:45:22
