二次冷軋過程變形區油膜厚度模型
2019-03-25 06:34:58崔亞亞白振華李小峰姜明光
中國機械工程 2019年5期
關鍵詞:變形
崔亞亞 白振華,2 李小峰 姜明光
1.燕山大學國家冷軋板帶裝備及工藝工程技術研究中心,秦皇島,0660042.燕山大學亞穩材料制備技術與科學國家重點實驗室,秦皇島,066004
0 引言
近年來,隨著包裝制罐行業市場的不斷擴大,鍍錫及鍍鉻板帶工業獲得了迅猛發展。二次冷軋是指一次冷軋帶鋼經退火處理后再次進行壓下減薄的軋制工藝。相比傳統的一次冷軋鍍錫板帶產品,二次冷軋產品能夠以更薄的厚度滿足罐身強度的要求,可以有效地減少鋼鐵材料消耗和環境污染,從而較好地適應包裝制罐行業的發展趨勢。二次冷軋產品厚度薄且對板形與表面質量要求較高,因此常采用乳化液直噴系統進行軋制潤滑。二次冷軋過程軋制變形區的油膜厚度直接決定軋制輥縫的摩擦因數,是二次冷軋機組薄規格、高強度帶鋼高速穩定生產得以實現的基礎。
國內外許多學者對帶鋼軋制過程中變形區的油膜厚度進行了理論分析與試驗研究。WILSON等[1]、DOW等[2]推導出了流體潤滑條件下變形區入口油膜厚度的計算公式;AZUSHIMA等[3-4]、FUJITA等[5]在實驗的基礎上分析了冷軋過程變形區油膜厚度計算方法;孫建林等[6]建立了帶鋼冷軋潤滑模型以預測變形區油膜厚度;白振華等[7-8]研究了冷連軋過程中的乳化液工藝潤滑優化技術;李長生等[9]采用試驗方法分析了冷連軋乳化液的潤滑性能;魏立群等[10]分析了冷連軋機組潤滑工藝與軋機振動之間的關系;陳金山等[11]研究了冷軋過程中軋輥表面粗糙度對帶鋼表面油膜厚度的影響;付括等[12]、王橋醫等[13-14]通過流體力學分析建立了非穩態軋制變形區油膜厚度分布模型。縱觀上述文獻,幾乎所有研究都是針對冷軋乳化液循環系統而進行。乳化液循環系統是將大量循環使用的低濃度乳化液噴淋在軋制輥縫位置,而二次冷軋機組直噴系統是將少量的高濃度乳化液噴淋在距輥縫前一定距離的帶鋼表面,因此,帶鋼進入輥縫前,乳化液在其表面析出的油膜量對軋制變形區油膜厚度的影響至關重要。
本文結合二次冷軋機組直噴潤滑系統的設備與工藝特點,研究了二次冷軋過程變形區油膜厚度模型,并對其影響因素進行了定量分析。
1 二次冷軋過程帶鋼與工作輥表面潤滑油膜厚度變化機理模型的建立
如圖1所示,二次冷軋機組生產過程中,噴嘴將乳化液噴淋在距軋機輥縫一定距離的入口帶鋼上下表面,在帶鋼進入輥縫之前,乳化液在其表面析出一定厚度ξ2S的潤滑油膜,并與軋制前區工作輥表面附著的油膜厚度ξ2R匯合疊加,共同進入軋制前區。在軋制前區,潤滑油膜在工作輥與帶鋼之間的楔形區域逐漸增大壓力,以達到金屬塑性變形所需的壓力,此時帶鋼開始發生塑性變形,油膜隨帶鋼和工作輥進入軋制變形區。在軋制變形區,隨著帶鋼厚度減薄、表面積增大,油膜厚度由變形區入口的ξ0逐漸減薄至變形區出口的ξ1。在軋制后區,軋制變形區出口油膜厚度ξ1分為兩部分:一部分為附著在帶鋼表面的ξ1S,另一部分為附著在工作輥表面的ξ1R。其中,附著在工作輥表面的油膜,在工作輥旋轉過程中經由切水橡皮刮擦、冷卻水沖刷及中間輥擠壓,部分油膜出現破壞損失,剩余部分則附著在工作輥表面,并與帶鋼表面析出的油膜再次匯合后進入軋制前區。

圖1 二次冷軋過程油膜形成及其變化機理示意圖Fig.1 Diagram of oil film formation and variationmechanism during double cold reduction rolling
1.1 軋制前區油膜厚度
軋制前區入口油膜厚度是軋制前區帶鋼表面析出油膜厚度ξ2S與軋制前區工作輥表面附著油膜厚度ξ2R的疊加,因此,軋制前區入口油膜厚度ξ2可以表示為
ξ2=ξ2S+ξ2R
(1)
在式(1)中,帶鋼表面析出的油膜厚度由噴淋在帶鋼表面的乳化液流量密度、乳化液濃度、乳化液濃度析出率、乳化液流量剩余率、軋機入口軋制速度決定。其中,乳化液流量密度是指單位寬度帶鋼表面的乳化液流量,乳化液濃度析出率是指乳化液中軋制油滴吸附在帶鋼表面的比例,乳化液流量剩余率是指乳化液中實際參與帶鋼表面油膜析出的乳化液流量的比例。這樣,結合乳化液在帶鋼表面的油膜析出機理,軋制前區帶鋼表面析出的油膜厚度ξ2S可以表示為[15]
(2)
式中,ηC為乳化液濃度析出率;ηQ為乳化液流量剩余率;q為乳化液流量密度,L/(min·m);Q為乳化液流量,L/min;B為帶鋼寬度,m;C為乳化液濃度;v0為軋機入口軋制速度,m/min。
軋制前區工作輥表面附著的油膜厚度由軋制變形區出口工作輥表面附著的油膜厚度與工作輥表面附著油膜剩余率共同決定。其中,工作輥表面附著油膜剩余率是指在工作輥從軋制后區旋轉到軋制前區過程中,其表面附著的油膜經過切水橡皮刮擦、冷卻水沖刷及中間輥擠壓后剩余的比例。由此可知,軋制前區工作輥表面附著油膜厚度ξ2R可以表示為
ξ2R=ηRξ1R
(3)
式中,ξ1R為軋制變形區出口工作輥表面附著油膜厚度,μm;ηR為工作輥表面附著油膜剩余率。
在式(3)中,工作輥表面附著油膜剩余率ηR是由軋制過程中切水橡皮與工作輥的貼合壓力、冷卻水噴射工藝、工作輥與中間輥的接觸壓力共同決定的,針對特定的機組需要采用油滴法確定[16],即在工作輥表面的特定區域預涂一定量的軋制油,旋轉工作輥使該區域從軋制變形區出口經過切水橡皮刮擦、冷卻水沖刷及中間輥擠壓到達軋制前區,測定該區域剩余的軋制油量,從而得到工作輥表面附著油膜剩余率。
1.2 軋制變形區油膜厚度
在軋制前區,隨著油膜在帶鋼與工作輥之間向變形區方向導入,油膜壓力增大、厚度減薄,依據流體動力學理論,軋制前區雷諾方程可以表示為[3]
(4)
式中,p為軋制前區任意位置的油膜壓應力,MPa;ξ為軋制前區任意位置的油膜厚度,μm;ξ0為軋制變形區入口油膜厚度,μm;η0為軋制油初始動力黏度,Pa·s;θ為軋制油壓力黏度系數,MPa-1;α為軋制咬入角,rad;vR為軋輥線速度,m/min。
其中,在軋制前區入口,油膜厚度ξ=ξ2,油膜壓應力p=0;在軋制前區出口(即軋制變形區入口),油膜厚度ξ=ξ0,油膜壓力達到帶鋼發生塑性變形所需的軋制壓力p=K0-σ0;按照以上邊界條件對軋制前區雷諾方程進行定積分,可以得到軋制變形區入口油膜厚度ξ0的表達式為
(5)
式中,K0為帶鋼入口變形抗力,MPa;σ0為后張力,MPa。
與初中語文、英語、政治等課程教學不同,數學教學邏輯性更強,概念知識也更加抽象。為此,在具體的數學教學中,教師為了更好地培養學生的邏輯思維能力,就可以引入相關的問題情境,借助問題情境來進行數學抽象知識的表達。在具體問題情境的設計上,教師要結合數學學科特點及學生的思維特點,讓學生積極主動思考,同時依照問題情境探討數學知識間的內在聯系,這樣對學生邏輯思維能力的培養有重要意義。
在軋制變形區內,油膜厚度隨著帶鋼的延伸而逐漸變薄,假設潤滑油是不可壓縮介質,根據潤滑油膜秒流量不變條件,軋制變形區出口油膜厚度ξ1可以表示為[17]
(6)
式中,v1為軋機出口軋制速度,m/min。
1.3 軋制后區油膜厚度
在軋制后區,軋制變形區出口油膜以一定比例分別附著在工作輥與帶鋼表面,這樣,在軋制變形區出口,工作輥與帶鋼表面附著的油膜厚度分別可以表示為
(7)
式中,ξ1R為軋制變形區出口工作輥表面附著油膜厚度,μm;ξ1S為軋制變形區出口帶鋼表面附著油膜厚度,μm;kR為軋制變形區出口工作輥表面附著油膜比例。
在式(7)中,軋制變形區出口工作輥表面附著油膜比例kR是由工作輥與帶鋼表面的親油性、表面粗糙度、軋制工藝共同決定的,針對特定的機組需要采用油滴法確定[16],即在樣板表面預涂一定量的軋制油,按照設定的軋制工藝通過軋機輥縫后,測定軋制變形區出口帶鋼表面附著的軋制油量,從而得到油膜在帶鋼與工作輥表面的分配比例。
2 二次冷軋過程軋制變形區帶鋼上下表面油膜厚度模型的建立
二次冷軋機組生產過程中,帶鋼表面乳化液的濃度析出率與乳化液中軋制油的潤濕性、帶鋼表面乳化液的析出時間密切相關,其中,軋制油潤濕性影響其在帶鋼表面的析出速度,與乳化液析出時間共同決定了乳化液的濃度析出率。而帶鋼表面乳化液流量剩余率主要與帶鋼表面單位面積上乳化液的體積以及帶鋼表面乳化液析出時間密切相關,其中,單位面積上乳化液的體積影響帶鋼表面乳化液溢流或滴落損失的速度,與析出時間共同決定了乳化液流量剩余率。由于噴射在帶鋼上下表面乳化液的受力狀態不同,帶鋼下表面乳化液滴落損失較多、流量剩余率低,這就導致進入軋制前區時帶鋼上下表面析出的油膜厚度也存在差異,因此應分別研究帶鋼上下表面的油膜厚度。在式(2)的基礎上,軋制前區帶鋼上下表面析出的油膜厚度可以進一步表示為
(8)
式中,ξ2Ss、ξ2Sx分別為軋制前區帶鋼上表面和下表面析出的油膜厚度,μm;ηQs、ηQx分別為帶鋼上表面和下表面的乳化液流量剩余率;ηC0為乳化液與帶鋼撞擊濃度析出率;λw為析出率潤濕性影響系數;λt為析出率時間影響系數;δQs、δQx分別為帶鋼上表面和下表面的剩余率流量影響系數;δts、δtx分別為帶鋼上表面和下表面的剩余率時間影響系數;t為乳化液的析出時間,min;L為乳化液的析出距離,m。
在式(8)中,乳化液與帶鋼撞擊濃度析出率ηC0、析出率潤濕性影響系數λw、析出率時間影響系數λt、帶鋼上表面剩余率流量影響系數δQs、帶鋼下表面剩余率流量影響系數δQx、帶鋼上表面剩余率時間影響系數δts、帶鋼下表面剩余率時間影響系數δtx是由機組乳化液噴射工藝、軋制油特性和帶鋼表面特性決定。針對特定的二次冷軋機組,需要取多塊現場生產來料樣板,采用現場生產使用的噴嘴與軋制油,在實驗室模擬現場乳化液噴射過程。在樣板表面噴射不同體積、濃度的乳化液,設定不同的析出時間,再將樣板表面未析出的乳化液吹掃干凈,采用稱重法測定對應的帶鋼上下表面油膜厚度,并對式(8)中的各系數進行優化確定。
對于一個特定的二次冷軋過程而言,在乳化液工藝參數(乳化液流量密度、乳化液濃度、乳化液析出距離)、軋制工藝參數(入口軋制速度、出口軋制速度、軋輥線速度、咬入角、入口變形抗力、后張力)、軋制油理化性能參數(初始動力黏度、壓力黏度系數)均確定的前提下,通過聯立求解式(1)、式(3)、式(5)~式(8),可以得到二次冷軋過程軋制變形區帶鋼上下表面的油膜厚度,具體油膜厚度計算流程見圖2。
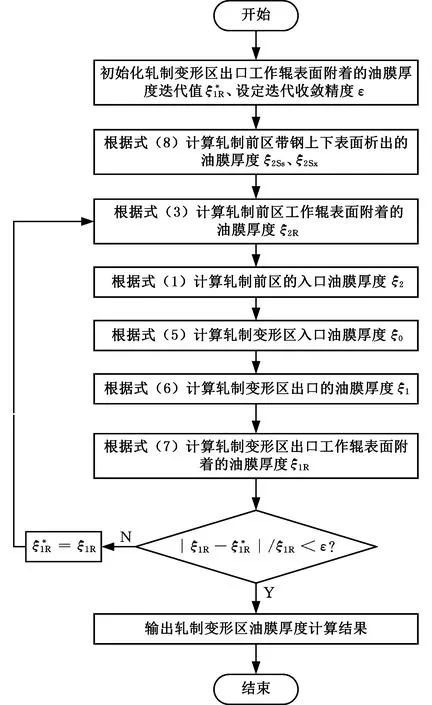
圖2 油膜厚度計算流程圖Fig.2 Calculation flow chart of oil film thickness
3 二次冷軋過程軋制變形區帶鋼上下表面油膜厚度的影響因素
為了定量地分析二次冷軋過程中各影響因素對軋制變形區帶鋼上下表面油膜厚度的影響,特以某1220二次冷軋機組為例,主要設備技術參數見表1,油膜厚度相關影響系數見表2。選擇典型規格的產品,結合二次冷軋過程變形區油膜厚度模型,分別模擬出軋制變形區帶鋼上下表面油膜厚度隨乳化液流量密度、乳化液濃度、乳化液析出距離,軋機入口軋制速度、軋制咬入角、帶鋼入口變形抗力、后張力、軋制油初始動力黏度、軋制油壓力黏度系數的變化趨勢情況。有關帶鋼、乳化液、軋制油的基本特性參數見表3。
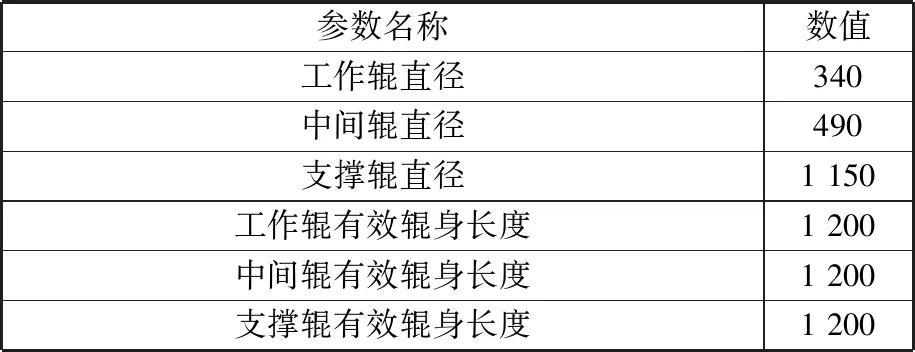
表1 1220二次冷軋機組主要設備技術參數
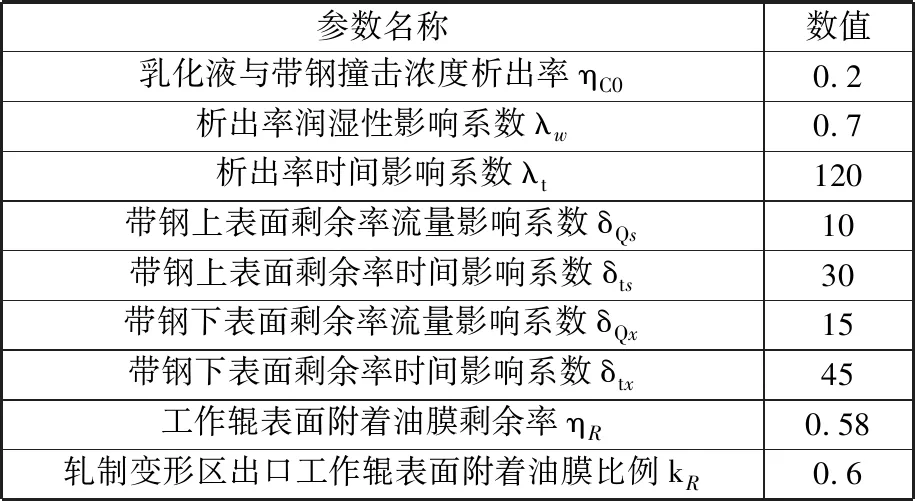
表2 油膜厚度相關影響系數
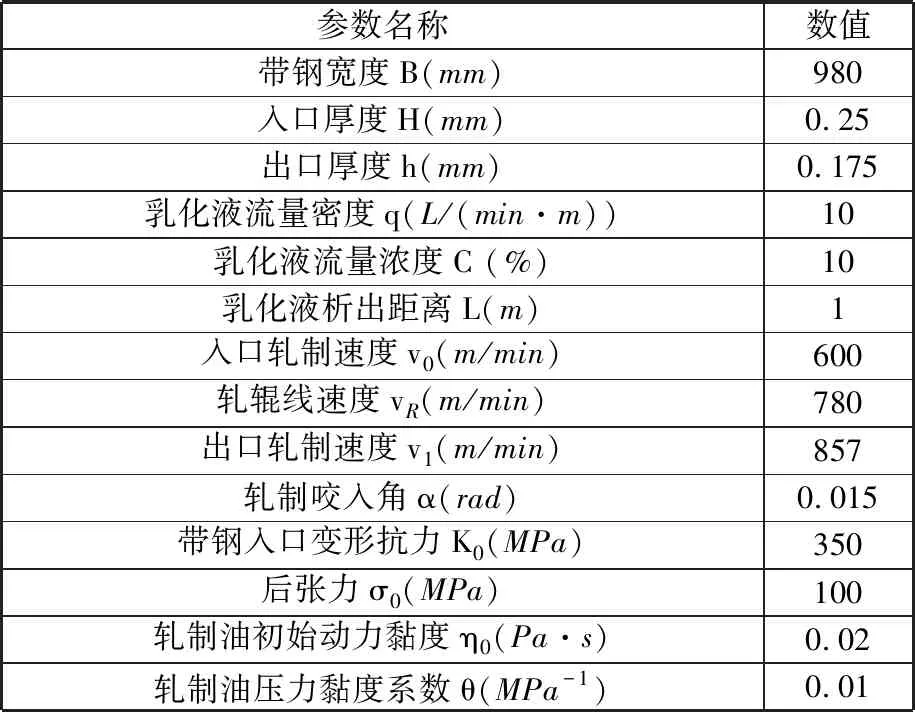
表3 帶鋼、乳化液、軋制油的基本特性參數
圖3所示為軋制變形區入口油膜厚度與乳化液流量密度的關系,可以看出,隨著乳化液流量密度的增大,軋制變形區上下表面油膜厚度增大,且油膜厚度的增大速率逐漸放緩,在乳化液流量密度較大時趨于飽和狀態。這是因為隨著乳化液流量密度的增大,帶鋼表面單位面積上的乳化液量增加,帶鋼表面析出油膜厚度增大,導致軋制變形區入口油膜厚度增大。但當乳化液流量密度較大時,帶鋼表面單位面積乳化液量較多,隨著乳化液流量密度的增大,乳化液流量剩余率下降較多,從而導致帶鋼表面析出油膜厚度增大緩慢。
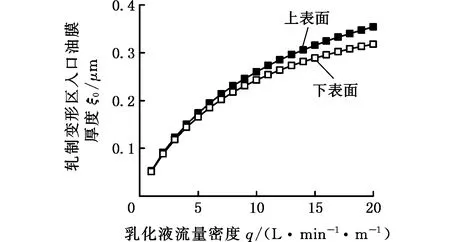
圖3 軋制變形區入口油膜厚度與乳化液流量密度關系Fig.3 Relationship between inlet oil film thickness ofdeformation zone and emulsion flow density
圖4所示為軋制變形區入口油膜厚度與乳化液濃度的關系,可以看出,隨著乳化液濃度的增大,軋制變形區上下表面油膜厚度增大,且油膜厚度的增大速率逐漸放緩。這是因為隨著乳化液濃度的增大,帶鋼表面單位體積的乳化液含油量增加,帶鋼表面析出油膜厚度增大,從而使得軋制變形區入口油膜厚度增大。
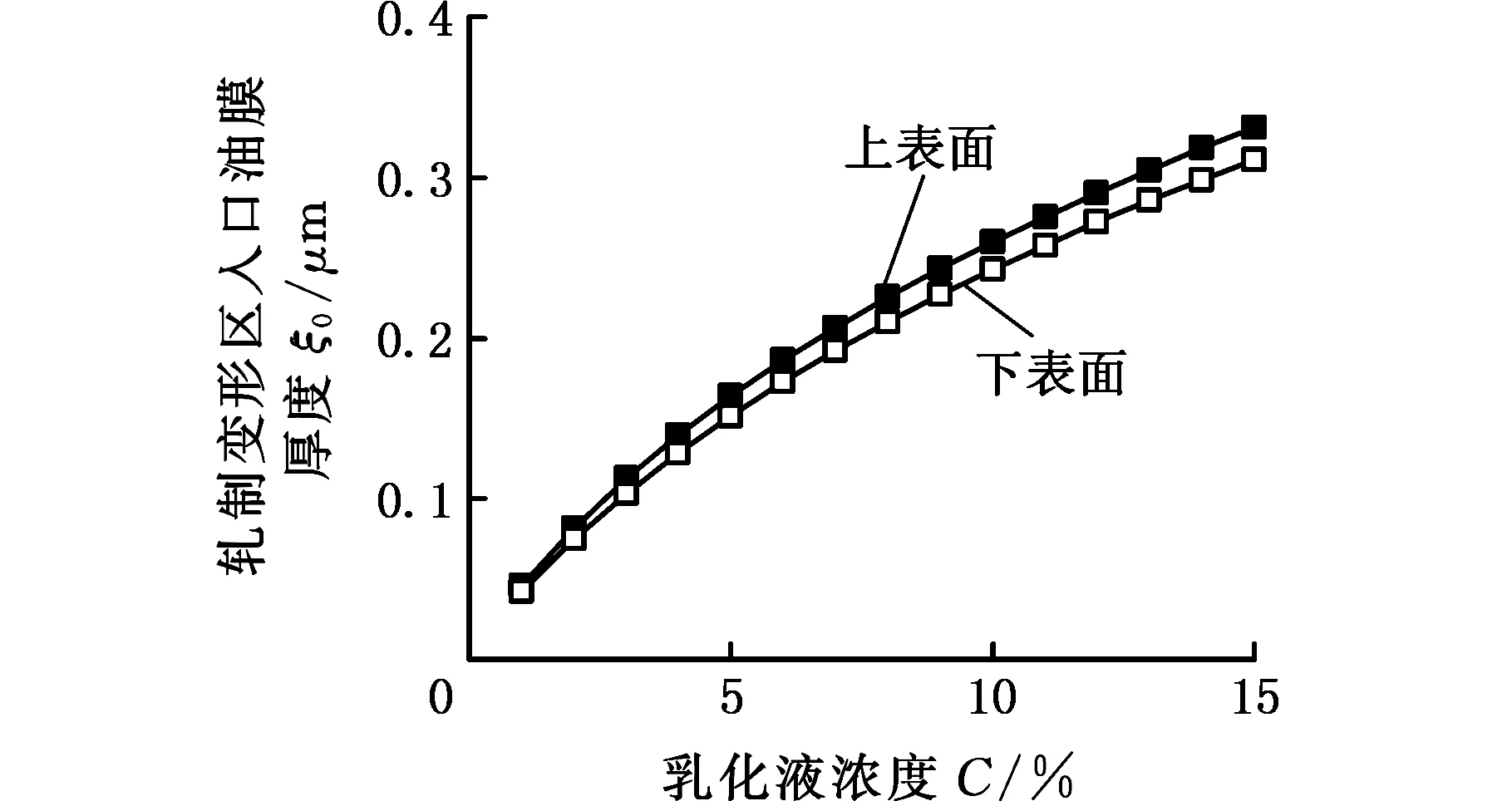
圖4 軋制變形區入口油膜厚度與乳化液濃度關系Fig. 4 Relationship between inlet oil film thickness ofdeformation zone and emulsion concentration
圖5所示為軋制變形區入口油膜厚度與乳化液析出距離的關系,可以看出,隨著乳化液析出距離的增大,軋制變形區上下表面油膜厚度增大,且油膜厚度的增大速率逐漸放緩,在乳化液析出距離較大時趨于飽和狀態。這是因為隨著乳化液析出距離的增大,帶鋼表面乳化液的析出時間增加,油膜析出率提高,帶鋼表面析出油膜厚度增大,從而使得軋制變形區入口油膜厚度增大。
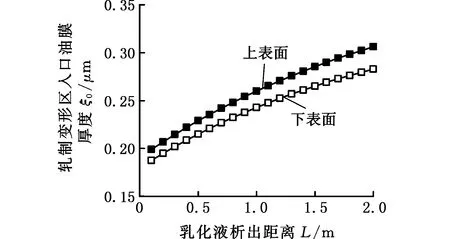
圖5 軋制變形區入口油膜厚度與乳化液析出距離關系Fig.5 Relationship between inlet oil film thickness ofdeformation zone and emulsion plate-out distance
圖6所示為軋制變形區入口油膜厚度與軋機入口軋制速度的關系,可以看出,隨著軋制速度的增大,軋制變形區上下表面油膜厚度先增大后減小,在軋機入口軋制速度為400 m/min附近達到最大值。這是軋制前區入口油膜厚度與軋制變形區油膜導入能力共同作用的結果,隨著入口軋制速度的增大,軋制前區帶鋼表面析出的油膜厚度減小,進入軋制前區的油膜厚度減小,而油膜從軋制前區導入軋制變形區的能力提高。在入口軋制速度低于400 m/min的低速段,進入軋制前區的油膜厚度充足,軋制變形區油膜導入能力是軋制變形區上下表面油膜厚度增大的主要瓶頸,此時,隨著軋制速度的增大,軋制變形區油膜導入能力提高,使得軋制變形區上下表面油膜厚度增大;而在入口軋制速度高于400 m/min的高速段,軋制變形區油膜導入能力較好,而進入軋制前區的油膜厚度成為軋制變形區上下表面油膜厚度的決定因素,此時,隨著軋制速度的增大,進入軋制前區的油膜厚度減小,從而導致軋制變形區上下表面油膜厚度減小。

圖6 軋制變形區入口油膜厚度與軋機入口軋制速度關系Fig.6 Relationship between inlet oil film thickness ofdeformation zone and entry rolling velocity
圖7 所示為軋制變形區入口油膜厚度與軋制咬入角的關系,可以看出,隨著軋制咬入角的增大,軋制變形區上下表面油膜厚度減小,且油膜厚度的減小速率逐漸放緩。這是因為隨著軋制咬入角的增大,軋制前區油膜導入軋制變形區的能力降低,從而導致軋制變形區入口油膜厚度減小。
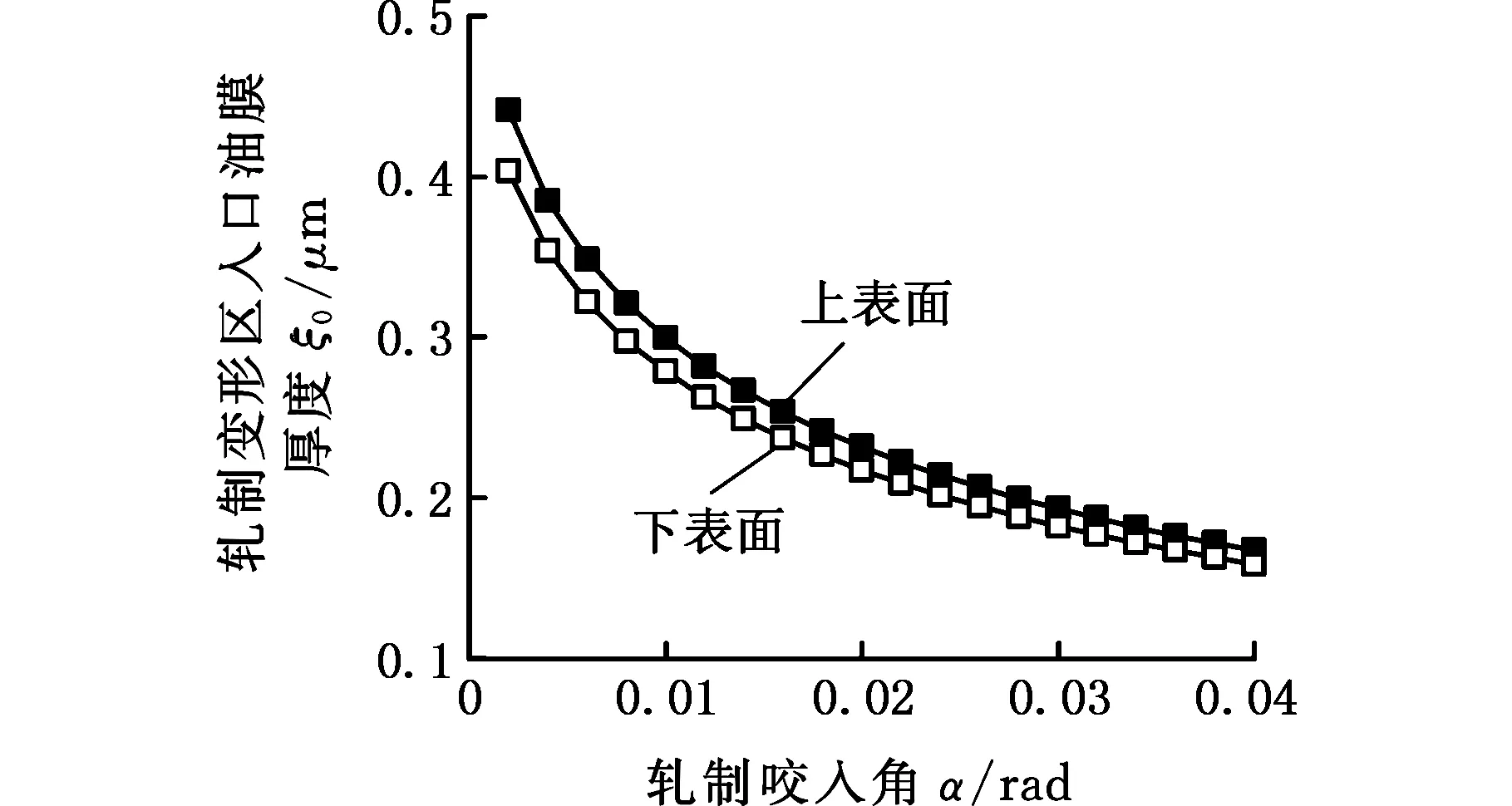
圖7 軋制變形區入口油膜厚度與軋制咬入角關系Fig.7 Relationship between inlet oil film thickness ofdeformation zone and rolling bite angle
圖8所示為軋制變形區入口油膜厚度與帶鋼入口變形抗力的關系,可以看出,隨著帶鋼入口變形抗力的增大,軋制變形區上下表面油膜厚度減小,且油膜厚度的減小速率逐漸放緩,在入口變形抗力較大時趨于穩定。這是因為隨著帶鋼入口變形抗力的增大,軋制前區油膜進入軋制變形區所需的油膜壓力增大,從而導致軋制變形區入口油膜厚度減小。

圖8 軋制變形區入口油膜厚度與帶鋼入口變形抗力關系Fig.8 Relationship between inlet oil film thickness ofdeformation zone and entrance deformation resistance
圖9所示為軋制變形區入口油膜厚度與后張力的關系,可以看出,隨著帶鋼后張力的增大,軋制變形區上下表面油膜厚度增大。這是因為隨著帶鋼后張力的增大,軋制前區油膜進入軋制變形區所需的油膜壓力減小,從而使得軋制變形區入口油膜厚度增大。
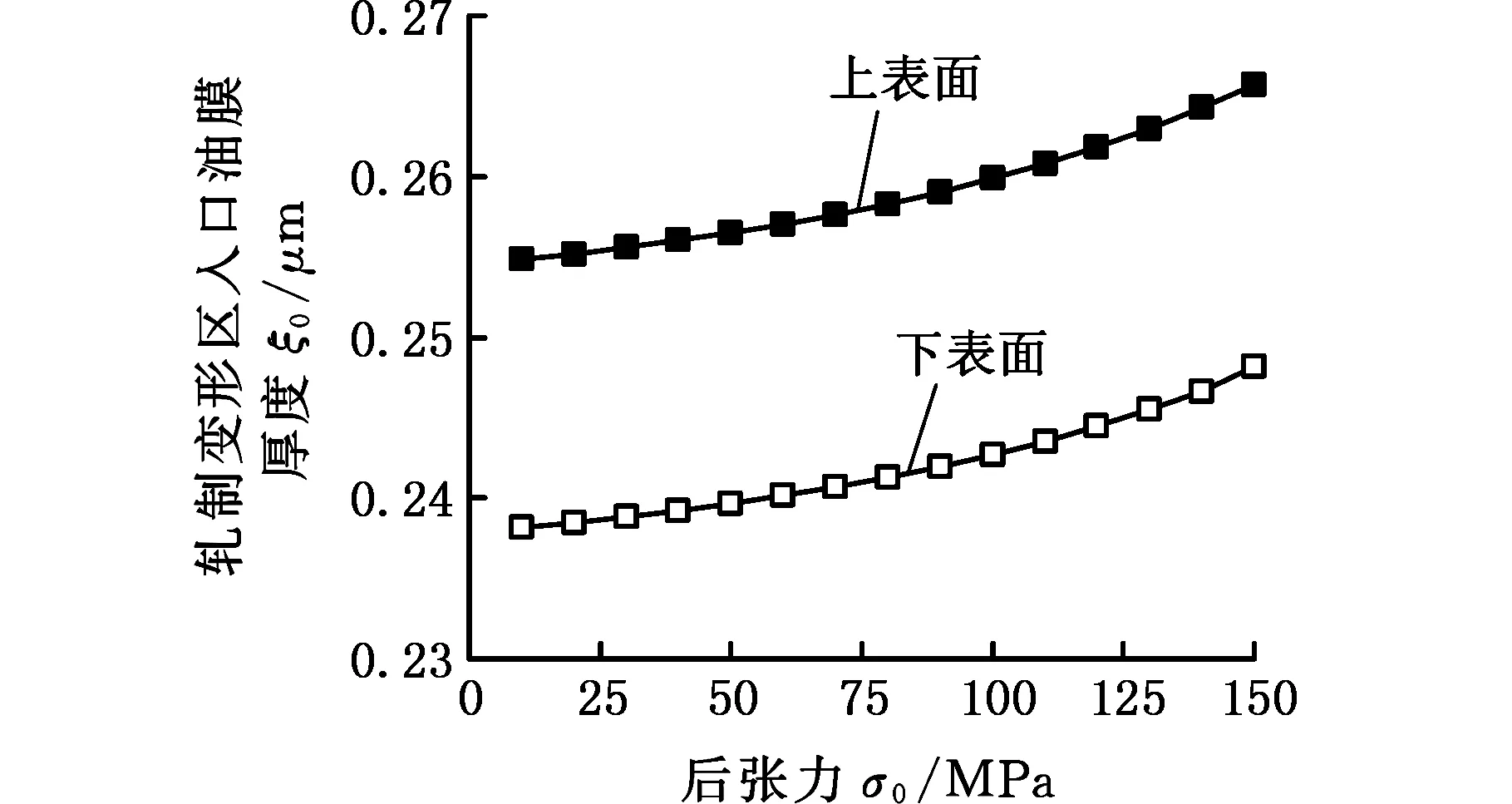
圖9 軋制變形區入口油膜厚度與后張力關系Fig.9 Relationship between inlet oil film thickness ofdeformation zone and back tension stress
圖10所示為軋制變形區入口油膜厚度與軋制油初始動力黏度的關系,可以看出,隨著軋制油初始動力黏度的增大,軋制變形區上下表面油膜厚度增大,且油膜厚度的增大速率逐漸放緩。這是因為隨著軋制油初始動力黏度的增大,軋制前區內油膜增壓能力提高,軋制前區油膜導入軋制變形區的能力也提高,從而使得軋制變形區入口油膜厚度增大。
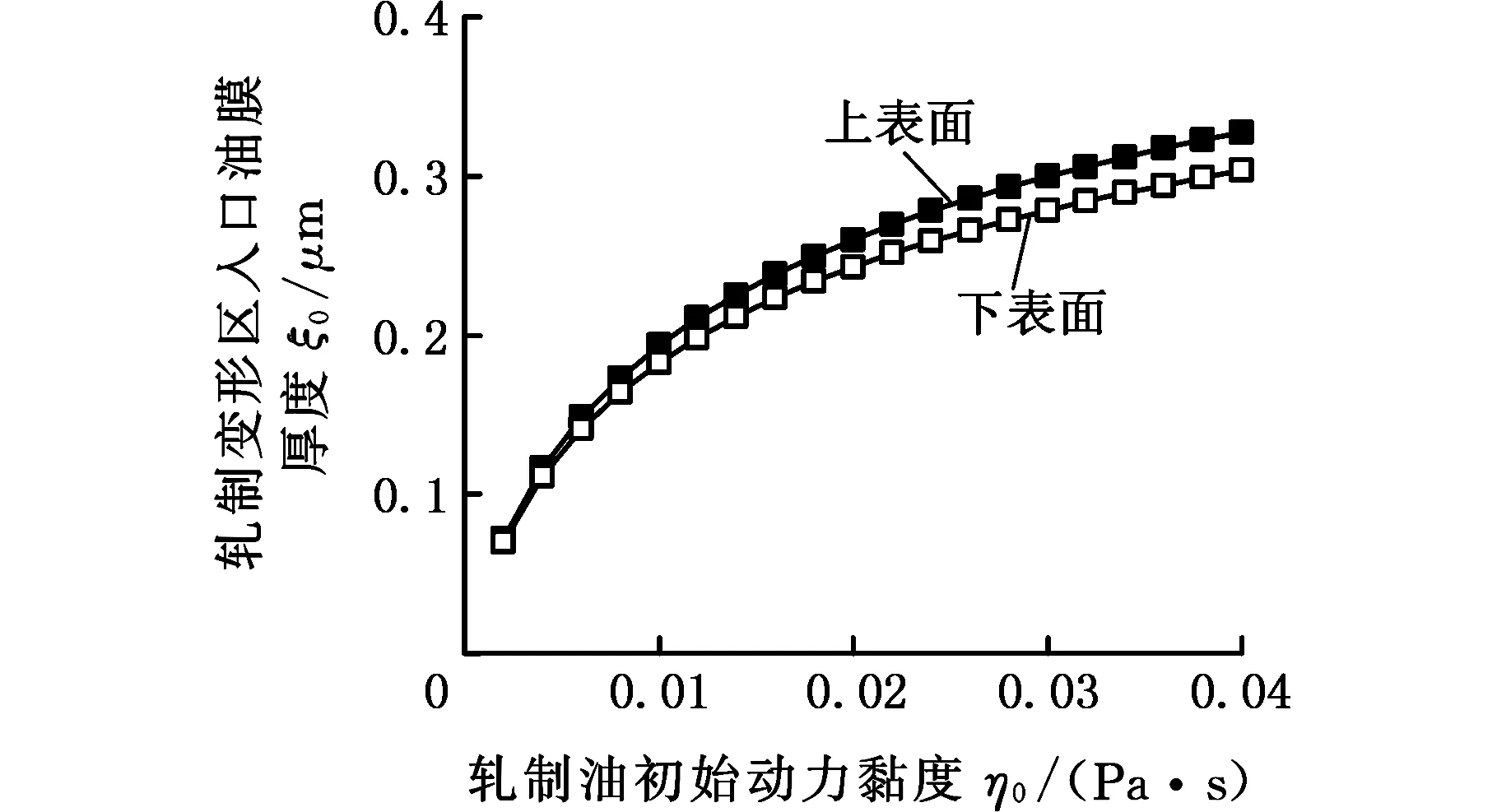
圖10 軋制變形區入口油膜厚度與軋制油初始動力黏度關系Fig.10 Relationship between inlet oil film thickness ofdeformation zone and initial oil dynamic viscosity
圖11所示為軋制變形區入口油膜厚度與軋制油壓力黏度系數的關系,可以看出,隨著軋制油壓力黏度系數的增大,軋制變形區上下表面油膜厚度增大,且油膜厚度的增大速率逐漸放緩。這是因為隨著軋制油壓力黏度系數的增大,軋制前區內油膜動力黏度會隨著油膜壓力的增大,有較快的增速,軋制前區油膜增壓能力提高,軋制前區油膜導入軋制變形區的能力也提高,從而使得軋制變形區入口油膜厚度增大。
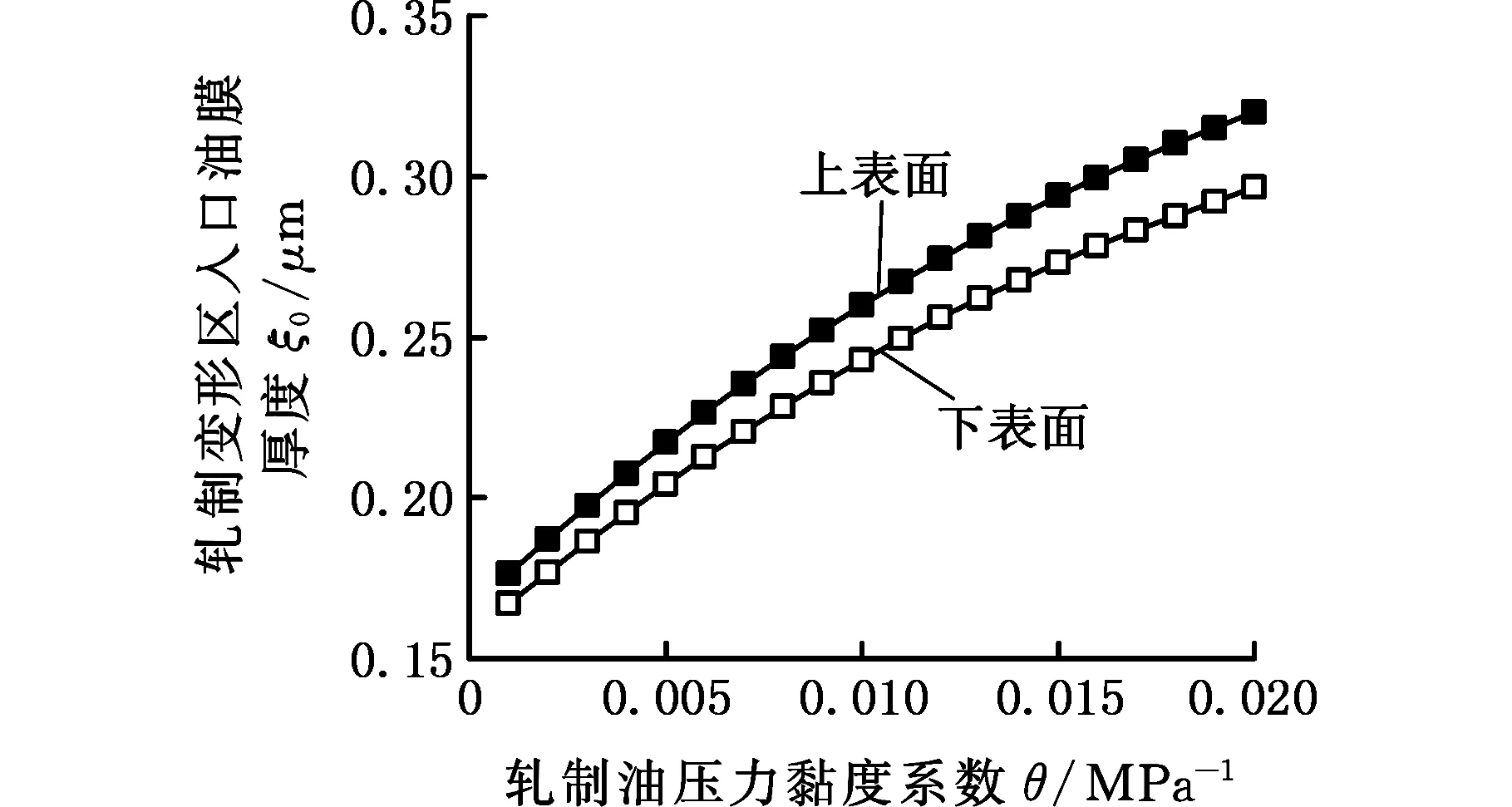
圖11 軋制變形區入口油膜厚度與軋制油壓力黏度系數關系Fig.11 Relationship between inlet oil film thickness ofdeformation zone and oil viscosity pressure coefficient
由圖3~圖11可知,在相同的軋制工藝條件下,軋制變形區帶鋼上表面油膜厚度大于下表面油膜厚度。這是因為噴淋在上下表面乳化液受力狀態不同,帶鋼下表面的乳化液流量剩余率小于上表面的的乳化液流量剩余率,軋制前區帶鋼下表面析出的油膜厚度小于上表面析出的油膜厚度,從而導致軋制變形區入口帶鋼下表面油膜厚度小于上表面油膜厚度。
4 模型的現場應用
國內某鍍錫板廠1220二次冷軋機組采用乳化液直噴系統進行軋制潤滑,為了確定不同軋制工藝條件下軋制變形區帶鋼上下表面油膜厚度,特利用本模型編制出一套“二次冷軋過程軋制變形區帶鋼上下表面油膜厚度計算軟件”,利用該軟件可以計算不同鋼種在特定生產工藝下軋制變形區帶鋼上下表面油膜厚度,進而根據軋制生產所需的潤滑性能對乳化液的工藝參數進行優化預設定。
為了進一步說明二次冷軋過程變形區油膜厚度模型的計算精度,特選擇4種典型鋼種,在1220二次冷軋機組進行現軋制試驗,典型鋼種軋制工藝參數見表4,軋制油主要理化性能參數見表5。采用稱重法測量典型鋼種軋制后工作輥與帶鋼表面附著的油膜量,根據油膜附著量換算出軋制變形區入口帶鋼上下表面油膜厚度,并與模型計算值進行對比。典型鋼種軋制變形區入口油膜厚度計算值與實測值見表6。
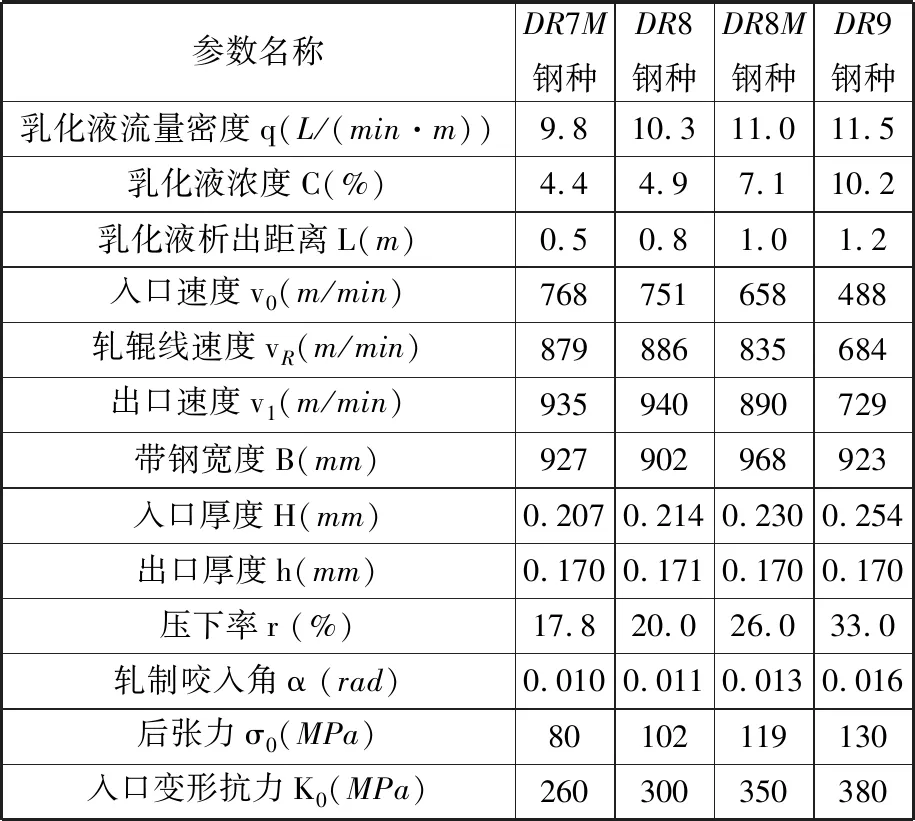
表4 典型鋼種軋制工藝參數

表5 軋制油主要理化性能參數
從表6中可以看出,典型鋼種軋制變形區入口帶鋼上下表面油膜厚度的計算值與實測值誤差均在10%以內,且軋制變形區帶鋼上下表面油膜厚度計算值均大于對應的實測值,這是因為在軋制后油膜附著量測量過程中,部分油膜損失或殘留在工作輥與帶鋼表面,從而導致油膜厚度實測值相對實際值偏小。
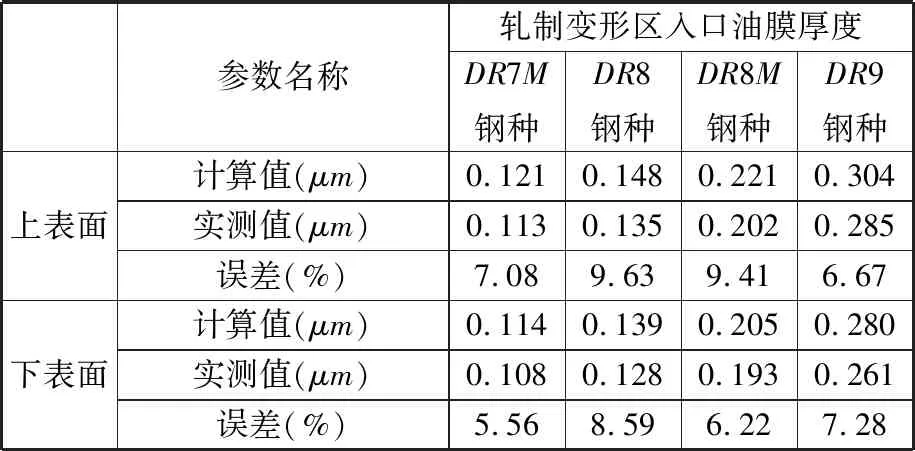
表6 典型鋼種軋制變形區入口油膜厚度實測值與計算值對比
5 結論
(1)分析了二次冷軋過程軋制變形區油膜形成機理及其影響因素,建立了一套軋制變形區帶鋼上下表面油膜厚度模型,實現了對二次冷軋過程變形區油膜厚度的預報。
(2)二次冷軋過程軋制變形區帶鋼上下表面油膜厚度隨乳化液流量密度、乳化液濃度、乳化液析出距離的增大而增大,但其增速逐漸放緩,趨于飽和狀態;油膜厚度隨著軋機入口軋制速度的增大,先增大后減小,并在軋機入口軋制速度為400 m/min左右達到最大值,這是二次冷軋機組直噴系統乳化液在帶鋼表面的析出能力與軋制變形區油膜導入能力共同作用的結果。
(3)本模型計算軋制變形區油膜厚度的精度可以達到90%以上,能夠滿足二次冷軋過程變形區油膜厚度預設定工藝要求。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36