基于再制造粘膠修復技術的工程機械表層疲勞裂紋損傷修復研究
2019-03-25 15:16:39王博華
粘接 2019年5期
關鍵詞:工程機械
王博華

摘要:本文針對工程機械表層疲勞裂紋損傷進行了詳細介紹,并基于有限元模型進一步探究了再制造粘膠修復結構處于各種參數狀態時的修復效果,利用應力強度因子下降率實現了修復效果的量化與評估。結果表明,再制造粘膠修復技術具有其自身的獨特優勢,將會實現在工程機械領域的廣泛應用,值得大力推廣與應用,而在工程機械表層疲勞裂紋損傷修復中,選擇硼/環氧樹脂為補片材料,可以獲得最佳修復效果,從而為工程機械再制造的實踐奠定堅實的理論基礎。
關鍵詞:再制造;粘膠修復技術;工程機械;表層疲勞裂紋;損傷修復
中圖分類號:TQ437+.1文獻標志碼:A 文章編號:1001-5922(2019)00-0154-04
1引言
由于工程機械使用環境太過復雜,金屬結構所需承載交變載荷也非常復雜,處于全壽命周期時,很容易出現疲勞損傷,進而導致表層出現裂紋。對于整個工程機械而言,帶有疲勞裂紋損傷的結構是其最薄弱的部分。再制造主要是針對壽命周期下舊機械結構進行分解與清理,修復損傷部分,并重新裝配,采用科學合理的測試手段加以驗證,然后促使再制造機械結構性能達到最佳狀態。再制造粘膠修復技術是基于復合材料補片修復金屬結構的損傷部分,確保能夠及時恢復部件性能與壽命的技術。作為再制造的關鍵性技術,其具有以下顯著性優勢,即突出的可設計性、修復效果好、疲勞性能卓越、修復作業周期短、表層形狀適應能力強、防腐蝕、結構修復后增重不明顯、智能化監測。
2工程機械表層疲勞裂紋損傷
工程機械結構零部件的接觸面滾動或者滑動復合摩擦的時候,受交變接觸壓應力影響下,零部件表層疲勞出現物質損傷。不同于一般材料疲勞損壞,其存在摩擦與磨損作用,表層出現塑性變形與發熱現象,承受液體潤滑介質作用。而且如何選擇零部件材質、硬度、潤滑油脂等,與表層疲勞損傷密切相關。裂紋損傷是受外部力度撞擊或者持續性載荷作用,出現裂紋甚至完全斷裂。零部件出現裂紋很多情況下就是從小裂紋開始的。機械零部件都是基于多元化加工方式所得,一般來說,都在一定程度上帶著肉眼不可辨識的缺陷,在長期使用的作用影響下,裂紋逐漸發展,直到最后產生破壞性裂紋。裂紋對于金屬連續性有著直接性影響,很容易造成應力集中,加快裂紋擴展,導致零部件受低應力作用提前性損壞,甚至引發安全事故。
3有限元建模
3.1幾何建模
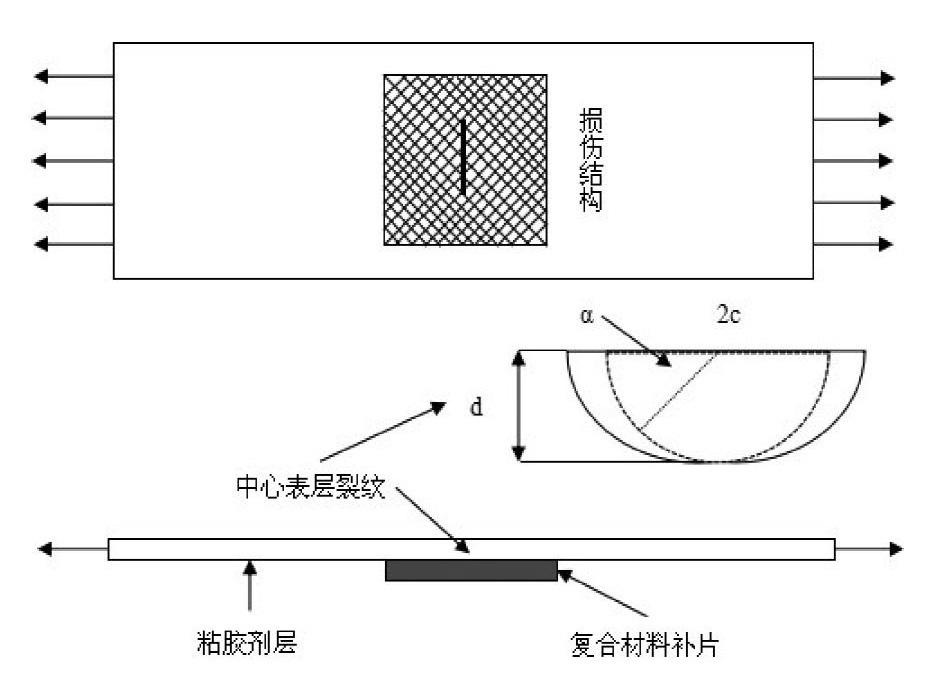
工程機械表層疲勞裂紋損傷結構材料的尺寸為200mm×100mm×10mm,其中帶有中心表層裂紋,長度為2c,深度為d,選擇三種復合材料補片,即尺寸為60min×60mm×3mm的硼/環氧樹脂、碳/環氧樹脂、玻璃纖維,以及60mm×60mm×lmm的環氧結構粘膠劑。粘膠修復結構具體如圖1所示,金屬裂紋母板的兩端分別增加100Mpa均勻拉伸載荷。工程機械表層疲勞裂紋損傷結構材料力學性能參數具體如表1所示。
3.2有限元模型
在工程機械實踐過程中,裂紋基本上都是三維裂紋,構建三維裂紋有限元模型,以此進行復雜結構裂紋尖端的應力強度因子計算,更加實際。而斷裂力學理論也漸漸偏向于三維裂紋探究,但是,因為三維裂紋參數定義太過繁雜,計算時所消耗成本也比較高,因此,三維裂紋探究依舊處于淺層階段。基于ANSYS Work bench斷裂力學有限元計算模塊,損傷結構一端添加固定約束力,而另一端添加100Mpa方向相互背離損傷結構均布拉伸載荷下,帶有中心表層裂紋損傷結構的再制造粘膠修復有限元模型,采用位移外推法計算裂紋尖端應力強度因子。
3.3計算裂紋尖端應力強度因子
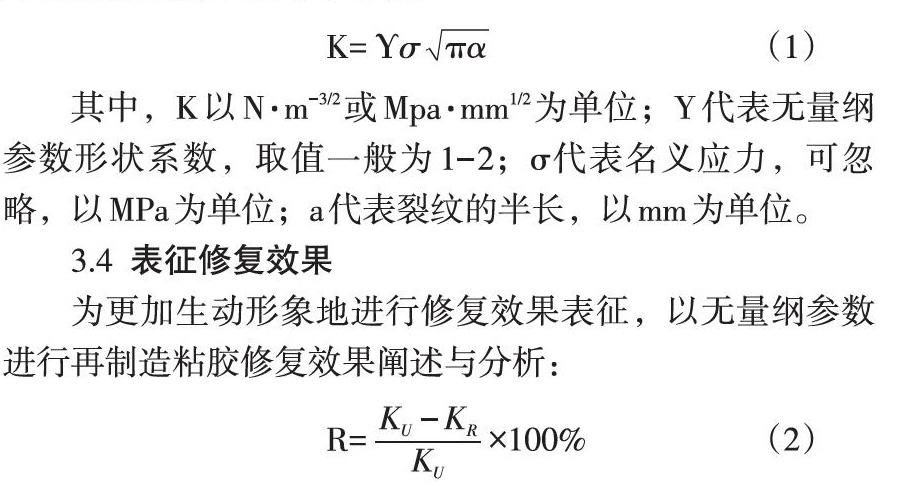
裂紋尖端應力強度因子(K)是與結構幾何、裂紋尺寸、外在載荷等相關的函數,表征裂紋尖端所承受載荷與變形的實際情況,可表示裂紋擴展趨勢與動力。所以,針對工程機械結構表層疲勞裂紋損傷的尖端應力強度因子,并進行修復效果量化與評估:
其中,K以N·m-322或Mpa·mm1/2為單位;Y代表無量綱參數形狀系數,取值一般為1-2;σ代表名義應力,可忽略,以MPa為單位;a代表裂紋的半長,以mm為單位。
3.4表征修復效果
為更加生動形象地進行修復效果表征,以無量綱參數進行再制造粘膠修復效果闡述與分析:
其中,Ku代表未經過修復結構的應力強度因子;Kr代表再制造修復結構的應力強度因子;R代表再制造粘膠修復之后應力強度因子的下降率,其越大,修復效果越好。
4結果與討論分析
4.1不同補片材料的影響
針對不同復合材料補片對于表層疲勞裂紋修復效果的作用分析,選擇硼/環氧樹脂、碳/環氧樹脂、玻璃纖維進行再制造粘膠修復。具體影響作用分析如圖2所示。
從圖可知,再制造修復結構應力強度因子下降率在裂紋尖端半橢圓中心角逐漸變大的趨勢下下降,也就是再制造修復結構應力強度因子下降率隨著裂紋的深度增大逐漸下降。所以,修復效果對距離損傷結構表層位置最近的裂紋尖端最顯著,而隨著裂紋尖端越深,修復效果則呈現隨之降低狀態。
復合材料補片類型作為變量,裂紋尖端的半橢圓中心角α為0°與90°時,修復效果具體如圖3所示。
從圖中可以看出,硼/環氧樹脂對于表層裂紋的修復效果最佳。而且,硼/環氧樹脂的修復效果具有其自身的獨特優勢,即在最為接近損傷結構表層的裂紋尖端位置上效果最明顯。這主要是由于硼/環氧樹脂的力學性能較好,而且彈性模量、剪切模量相對較高,可以承受大量膠層傳輸載荷。
4.2硼/環氧樹脂的影響
4.2.1長度
硼廊氧樹脂長度在修復效果中的影響具體如圖4所示。
從圖可知,在其余參數處于恒定狀態下,長度達到裂紋長度一半之后,應力強度因子下降率對于硼/環氧樹脂的長度并不敏感。這主要是由于基于膠接理論,剪切變形與載荷傳輸只發生于膠接接頭端頭一小部分膠層內,并以指數冪為載體快速衰減,因此接頭大部分區域中,膠層并不進行載荷傳輸。然而,在再制造粘膠修復中,需確保硼/環氧樹脂一定長度,從而防止出現局部脫膠現象。
4.2.2寬度
硼/環氧樹脂寬度在修復效果中的影響具體如圖5所示。
從圖中可以看出,在其余參數處于恒定狀態下時,應力強度因子下降率會隨著硼/環氧樹脂的寬度增大逐漸上升。在處于既定值的時候,影響程度也逐漸減緩。在再制造粘膠修復實踐中,最佳狀態則是硼/環氧樹脂寬度增大到與金屬損傷結構寬度相同。
4.2.3厚度
硼/環氧樹脂厚度在修復效果中的影響具體如圖6所示。
從圖可知,在其余參數處于恒定狀態下時,應力強度因子下降率在硼/環氧樹脂厚度增大的趨勢下逐漸上升,而且變化非常明顯。隨著厚度逐漸增大,修復效果也越來越好。在再制造粘膠修復實踐中,厚度越大的硼/環氧樹脂端部最好設置楔形角,從而緩沖端部結構突生變化,有效降低膠層剪切力與剝離應力。
4.3粘膠劑厚度的影響
粘膠劑膠層厚度在修復效果中的影響具體如圖7所示。
從圖可知,在其余參數處于恒定狀態下時,粘膠劑膠層厚度增大的趨勢下,應力強度因子下降率逐漸下降,修復效果隨之減弱。所以,膠層厚度縮減有助于修復,但是由于膠層極易受剪切力與剝離應力影響,在再制造粘膠修復實踐中,應就實際情況詳細分析,確保膠層厚度處于最佳狀態。
5結論
綜上所述,通過再制造粘膠修復技術再制造修復工程機械表層疲勞裂紋損傷結構,基于有限元模型獲得硼/環氧樹脂、碳/環氧樹脂、玻璃纖維三種補片材料對表層裂紋修復效果的影響,構建再制造修復模型,利用有限元分析引進應力強度因子下降率,以此評估結構的再制造粘膠修復效果。結果表明,再制造粘膠修復技術具有其自身的獨特優勢,將會實現在工程機械領域的廣泛應用,值得大力推廣與應用,而在工程機械表層疲勞裂紋損傷修復中,選擇硼/環氧樹脂為補片材料,可以獲得最佳修復效果,從而為工程機械再制造的實踐奠定堅實的理論基礎。
猜你喜歡
商品與質量(2021年43期)2022-01-18 05:27:58
銅業工程(2021年2期)2021-06-27 10:36:24
裝備制造技術(2021年1期)2021-05-21 07:55:10
銅業工程(2021年1期)2021-04-23 01:45:08
石油商技(2021年1期)2021-03-29 02:35:54
表面工程與再制造(2019年1期)2019-12-04 15:10:07
山東冶金(2019年2期)2019-05-11 09:12:02
山東冶金(2019年2期)2019-05-11 09:12:00
汽車觀察(2018年9期)2018-10-23 05:46:44
專用汽車(2015年1期)2015-03-01 04:04:39