ZL101泵殼凝固成形工藝設(shè)計數(shù)值仿真優(yōu)化
2019-03-28 07:59:28洪尉尉樊振中
宇航材料工藝 2019年6期
洪尉尉 樊振中
(1 杭州職業(yè)技術(shù)學(xué)院特種設(shè)備學(xué)院,杭州 310000)
(2 北京航空材料研究院,北京 100095)
0 引言
鋁合金比強度高、耐蝕性、加工性能優(yōu)異[1-4],凝固成形可實現(xiàn)結(jié)構(gòu)部件的一體化成形制造,提高結(jié)構(gòu)部件的整體剛度,減少部件連接裝配數(shù)量,縮短產(chǎn)品的研發(fā)周期[5-6]。一體化輕量結(jié)構(gòu)設(shè)計目前已成為軌道交通、化工船舶、航天航空等裝備制造領(lǐng)域的研究熱點。
ZL101合金為Al-Mg-Si系鑄造合金,應(yīng)用最為廣泛。工藝流動性能優(yōu)異,通過在合金中添加Mg、Ti以期提高合金的綜合力學(xué)性能。與傳統(tǒng)鑄造工藝設(shè)計的“試錯法”相比,對凝固充型采用FDM/FEM數(shù)值仿真計算,可借助計算機對凝固充型流動場、溫度場、固相場進行仿真預(yù)測,縮短工藝設(shè)計周期,提高產(chǎn)品的工藝出品率,改善并提高鑄件內(nèi)部的冶金質(zhì)量,目前已成為鑄造工藝設(shè)計的主流模式[7-14]。
本文研究對象為某型火箭發(fā)動機ZL101泵殼鑄件,泵殼鑄件壁薄且為拐角結(jié)構(gòu),在凝固成形過程中如澆注工藝設(shè)計不合理,易在拐角部位產(chǎn)生疏松、熱裂缺陷,研制難度較大。FDM有限差分仿真方法溫度場求解速度較快,且精度也較高,但流動場求解計算速度較慢,且計算精度較差;因此目前多采用FEM有限元仿真方法對凝固冷卻過程進行求解計算,可明顯縮短產(chǎn)品的研制周期,提高產(chǎn)品的研制合格率,Pro-Cast有限元仿真計算軟件為目前使用范圍最廣的FEM仿真計算軟件。本文借助Pro-Cast軟件完成了兩種不同凝固成形工藝下充型流動場與凝固溫度場的對比計算,結(jié)合仿真計算優(yōu)化結(jié)果完成了ZL101泵殼鑄件的凝固成形工藝設(shè)計參數(shù)優(yōu)化,通過本體剖切與打壓測試考核了鑄件的性能指標(biāo),可為航天火箭發(fā)動機用鋁合金鑄件的工程化應(yīng)用提供設(shè)計參考。
1 實驗
1.1 材料
表1所示為ZL101鋁硅鑄造合金的化學(xué)成分。鑄錠的熔化采用電阻熔化爐,坩堝容量為500 kg,添加新疆眾和生產(chǎn)的高純鋁錠(99.99wt%)升溫至740℃直至完全熔化,升溫至780℃加入氟鈦酸鉀,降溫至735℃加入Al-12Si、高純Mg錠(99.99wt%),降溫至725℃通入Ar氣、C2Cl6進行精煉除氣15min,靜置10 min后降溫至710℃進行澆鑄。ZL101合金T5熱處理按照HB963—2005標(biāo)準(zhǔn)執(zhí)行,熱處理工藝參數(shù)見表2。固溶處理由成都宏德WJT-580井式固熔爐完成(溫控精度為±5℃,峰值溫限為800℃),時效處理由保定精工ETD-24LS型數(shù)控時效爐完成(溫控精度為±3℃,峰值溫限為450℃)。T5熱處理完成后切取本體試樣并加工成標(biāo)準(zhǔn)Φ5mm力學(xué)性能測試試樣,見圖1。力學(xué)性能實驗由ETS-120KN試驗機完成,夾頭移動速度為1.8 mm/min。壓力測試由學(xué)院自行設(shè)計的壓力測試設(shè)備完成,壓力測試介質(zhì)為室溫水,壓力測試載荷最高值為20 MPa。

表1 ZL101鋁合金化學(xué)成分Tab.1 Chem ical com ponent of ZL101 alum inium alloy w t/%
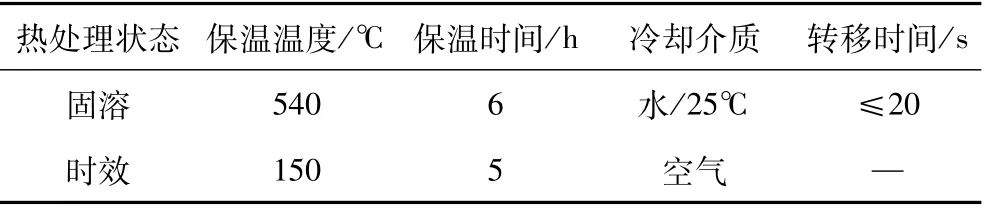
表2 ZL101-T5熱處理工藝參數(shù)Tab.2 T5 heat treatment parameters of ZL101 alloy

圖1 力學(xué)性能拉伸試樣示意圖Fig.1 Schematic diagram of tensil specimen formechanical properties testing
1.2 凝固成形工藝設(shè)計
ZL101泵殼三維結(jié)構(gòu)與澆鑄系統(tǒng)設(shè)計見圖2。三維尺寸為314 mm×248 mm×586 mm,壁厚最厚為52 mm,最薄為8 mm,平均為12 mm。泵殼為HB962—2001Ⅱ類鑄件,材料狀態(tài)為T5,本體試樣要求抗拉強度≥300 MPa,屈服強度應(yīng)≥245 MPa,延伸率應(yīng)≥3.5%。鑄型材料選擇為呋喃樹脂自硬砂,黏結(jié)劑為Betla-24型呋喃樹脂,添加量占硅砂總重的1.2%~1.5%,硅砂粒度為75~109μm,涂料為Gsteu-36型耐高溫涂料。ZL101泵殼需進行耐壓測試,測試壓力為3.5 MPa,壓力測試時間為15 min,壓力測試期間壓降不高于2%。

圖2 ZL101泵殼結(jié)構(gòu)與凝固工藝設(shè)計圖Fig.2 Structure and solidification process design of ZL101 pump casting
ZL101泵殼設(shè)計了底注式與立注式兩種澆鑄系統(tǒng),底注式澆鑄系統(tǒng)中,直澆道直徑為Ф16 mm,高度為426mm,拔模斜度為1.8°;橫澆道寬度為46mm,高度為38 mm;縫隙澆道直徑為Ф15mm,高度為332 mm,拔模斜度為1.5°;內(nèi)澆道截面尺寸為46 mm×12 mm,工藝出品率為54%。立澆式澆鑄系統(tǒng)中,直澆道直徑為Ф18mm,高度為684mm,拔模斜度為1.2°;橫澆道截面尺寸為48 mm×22 mm,內(nèi)澆道截面尺寸為32 mm×14 mm,工藝出品率為68%。
2 數(shù)值仿真計算結(jié)果分析
2.1 充型流動場
圖3所示為兩種澆鑄系統(tǒng)的FEM網(wǎng)格剖分示意圖。澆注系統(tǒng)網(wǎng)格剖分尺寸為4 mm,砂箱吃砂量設(shè)計為80 mm,網(wǎng)格剖分尺寸為10 mm;圖3(a)所示網(wǎng)格剖分?jǐn)?shù)量為336 842,圖3(b)所示網(wǎng)格剖分?jǐn)?shù)量為246 237。
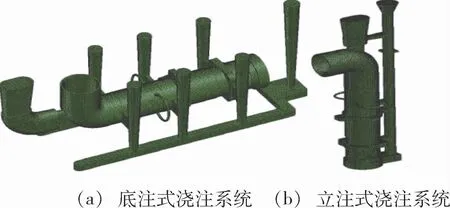
圖3 網(wǎng)格剖分示意圖Fig.3 Schematic diagram ofmeshing system
由圖4所示底注式澆鑄系統(tǒng)充型流動場的FEM數(shù)值計算結(jié)果可知,底注式澆注系統(tǒng)下ZL101合金熔體自縫隙澆道與內(nèi)澆口對樹脂砂型腔進行熔體充填,澆注初期熔體流動高度落差較大,見圖4(b)箭頭位置所示。當(dāng)充型至2.2 s時,泵殼已完成約50%的體積充填,隨著充型過程的持續(xù)進行,合金熔體逐步對冒口區(qū)域進行充填,凝固末期在冒口的補縮下逐序凝固,見圖4(f)。立注式澆鑄系統(tǒng)充型流動場FEM數(shù)值計算結(jié)果見圖5,相比之下,立注式澆鑄系統(tǒng)下合金熔體在充型初期高度落差較大,易形成紊流,同時在型腔內(nèi)部卷入一定量的氣體,見圖5(b)箭頭位置所示。隨著充型過程的持續(xù)進行,合金熔體自上、下內(nèi)澆道同時對型腔進行體積充填,充型初期卷入的氣體得不到有效的排出,不斷被包裹在熔體內(nèi)部,如圖5(c)(d)所示。當(dāng)充型至0.72 s時,泵殼已基本充填完畢,匯聚在鑄件頂部的氣體被合金熔體包覆,直至鑄件最終凝固完畢。

圖4 充型過程FEM仿真計算結(jié)果Fig.4 FEM simulation results of filling process
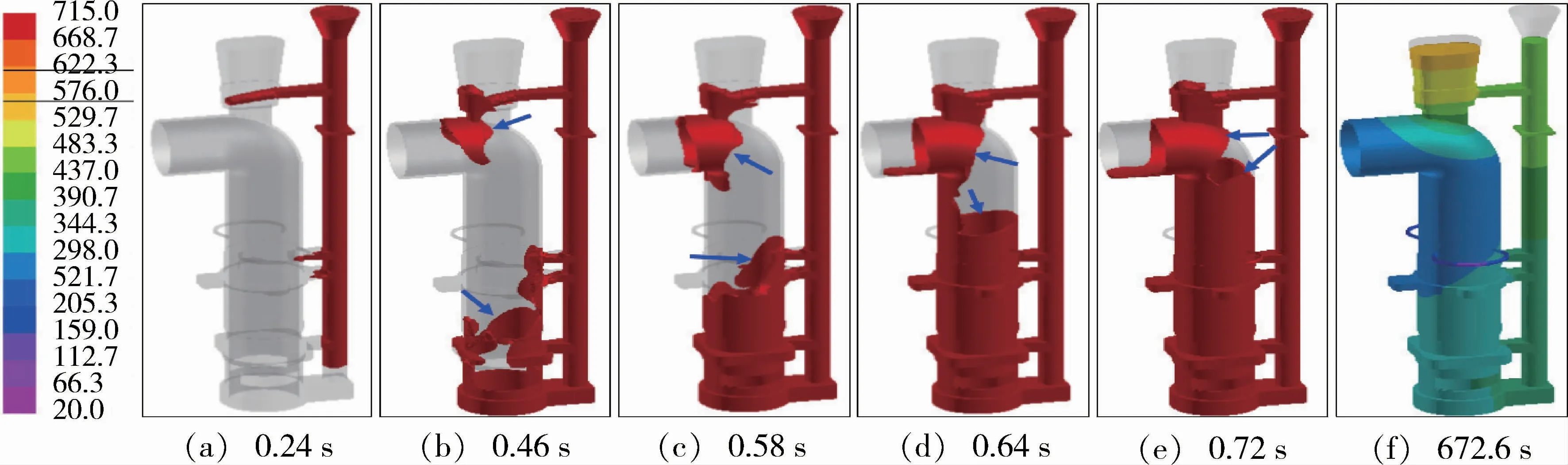
圖5 充型過程FEM仿真計算結(jié)果Fig.5 FEM simulation results of filling process
2.2 凝固固相場
底注式澆鑄系統(tǒng)凝固固相分布FEM計算結(jié)果見圖6。可知,ZL101泵殼先于澆鑄系統(tǒng)凝固冷卻,凝固固相在27.2 s時起始于鑄件頂端區(qū)域,見圖6(c)。隨著凝固過程的持續(xù)進行,泵殼自上而下與自內(nèi)向外逐序凝固,冒口在凝固末期對鑄件進行了有效的熔體補縮,見圖6(d)。當(dāng)凝固至127.2 s時,除厚大法蘭部位外,泵殼已基本凝固完畢。如圖6(f)所示,ZL101泵殼在307.2 s時凝固終了。立注式澆注系統(tǒng)凝固固相分布FEM數(shù)值計算結(jié)果見圖7。如圖7(b)所見,泵殼于16.7 s開始凝固,凝固次序為自心部向兩端,在頂部冒口的補縮作用下依序逐層凝固。當(dāng)凝固至67.1 s時,泵殼上半部已基本凝固完畢;在93.0 s時除厚大法蘭部位外,泵殼基本已實現(xiàn)100%的凝固。凝固末期,合金熔體在頂端冒口與直澆道的作用下,對鑄件自下而上進行有效的補縮,ZL101泵殼在立注式澆鑄系統(tǒng)下于231.1 s時凝固結(jié)束。
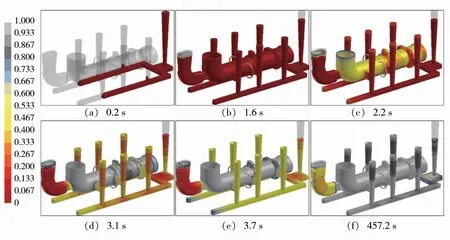
圖6 凝固固相分布FEM仿真計算結(jié)果Fig.6 FEM simulation results of solid phase distribution
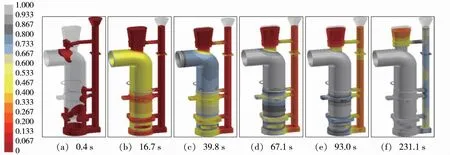
圖7 凝固固相分布FEM仿真計算結(jié)果Fig.7 FEM simulation results of solid phase distribution
2.3 凝固疏松分布
圖8所示為兩種不同澆注系統(tǒng)下泵殼內(nèi)部疏松分布FEM仿真計算結(jié)果。可知,與立注式澆鑄系統(tǒng)相比,采用底注式澆鑄系統(tǒng),澆鑄初期合金熔體充型較為平穩(wěn),充型初期卷入的氣體可通過冒口進行排出,同時較低的凝固高度更易于形成逐層凝固,減少疏松冶金缺陷的數(shù)量與嚴(yán)重程度。如圖8(a)箭頭所示,ZL101泵殼鑄件僅在拐角區(qū)域分布少量的疏松缺陷;當(dāng)采用立注式澆注系統(tǒng)時,充型初期卷入樹脂砂型腔的大量氣體得不到有效的排出,被大量包裹在鑄件內(nèi)部,凝固結(jié)束時在鑄件內(nèi)部形成較為嚴(yán)重的疏松與縮孔冶金缺陷,見圖8(b)箭頭位置所示。圖8(c)所示為ZL101泵殼設(shè)計初期選用立注式澆鑄系統(tǒng)生產(chǎn)的產(chǎn)品。
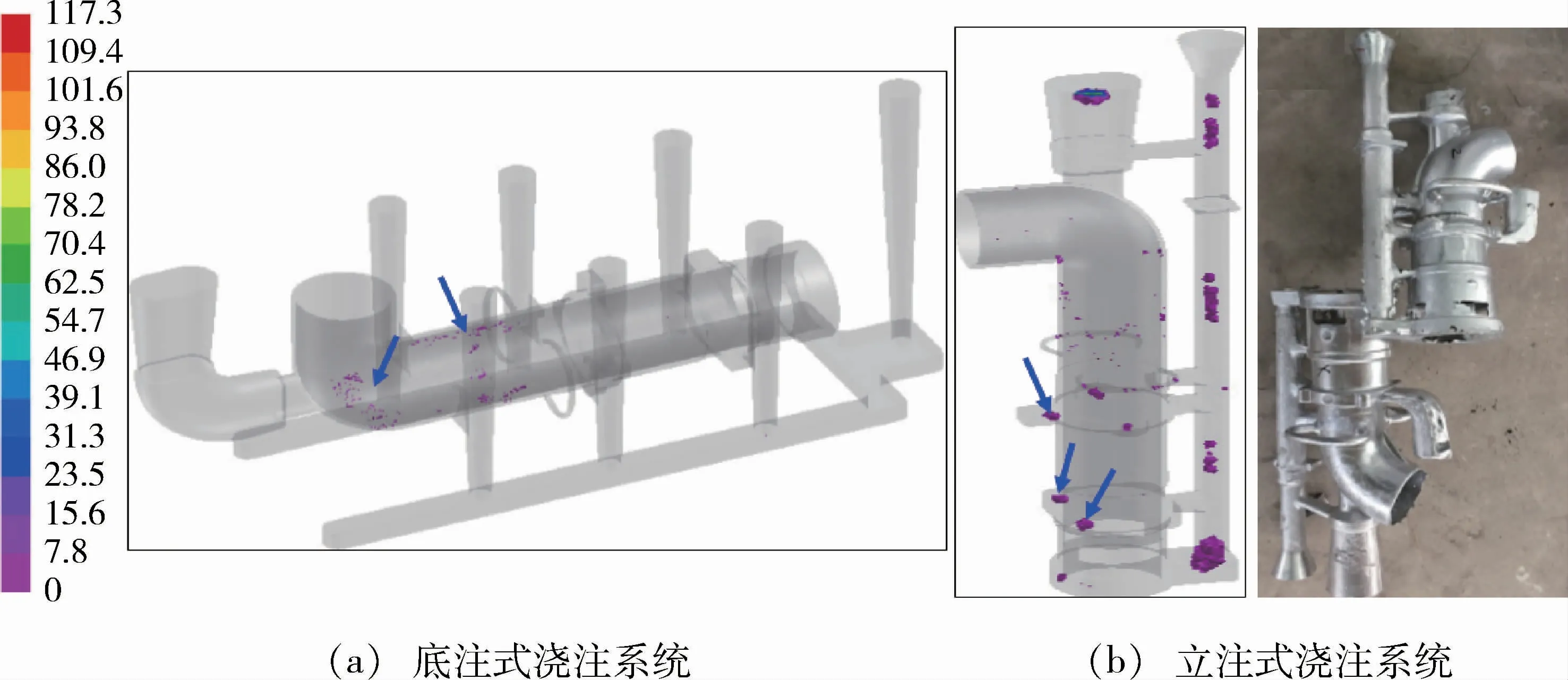
圖8 凝固疏松FEM仿真計算結(jié)果Fig.8 FEM simulation results of solid shrinkage
表3所示為研制階段分別采用不同澆注工藝下ZL101泵殼鑄件的產(chǎn)品質(zhì)量統(tǒng)計結(jié)果。可知,與底注式澆鑄系統(tǒng)相比,雖然立注式澆鑄系統(tǒng)工藝出品率提高了14%,但研制階段采用立注式澆鑄系統(tǒng)進行產(chǎn)品生產(chǎn)時,合格率僅為30%,ZL101泵殼鑄件內(nèi)部多存在夾渣、疏松與氣孔冶金缺陷;選用底注式澆鑄系統(tǒng)生產(chǎn)時,產(chǎn)品合格率由30%提高至80%,提高了約160%,改善效果顯著。

表3 ZL101泵殼鑄件產(chǎn)品質(zhì)量統(tǒng)計結(jié)果Tab.3 Product quality statistics results of ZL101 pum p casting
圖9所示為不同澆鑄系統(tǒng)下ZL101泵殼鑄件內(nèi)部冶金質(zhì)量X光無損檢測結(jié)果。對比圖9(a)可知:當(dāng)選用立注式澆鑄系統(tǒng)時,由于充型初期大量氣體被包裹在型腔內(nèi)部,無法得到有效的排出,凝固結(jié)束時ZL101泵殼鑄件內(nèi)部可見大量的氣孔冶金缺陷,見圖9(b)箭頭位置所示。
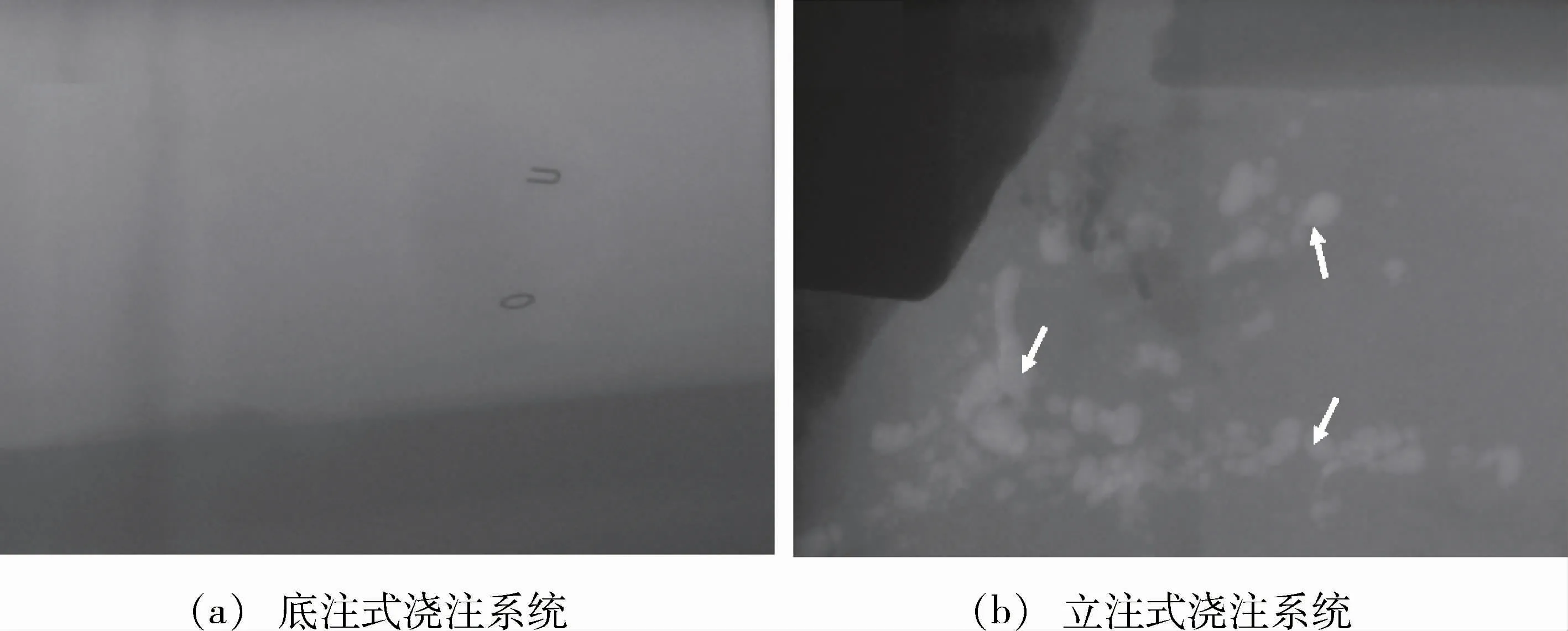
圖9 ZL101泵殼鑄件X光探傷結(jié)果Fig.9 X-ray detection results of ZL101 pump casing
3 力學(xué)性能與壓力測試
ZL101泵殼鑄件T5態(tài)本體試樣力學(xué)性能測試結(jié)果見圖10。可知,ZL101泵殼選用底注式澆鑄系統(tǒng)經(jīng)T5熱處理后本體試樣抗拉強度最大值為342 MPa,最小值為326 MPa;屈服強度最大值為285 MPa,最小值為262 MPa;延伸率最大值為7.6%,最小值為4.7%,均滿足了HB962—2001Ⅱ類鑄件的技術(shù)指標(biāo)要求。圖11所示為ZL101泵殼鑄件壓力打壓測試結(jié)果。可知:ZL101泵殼鑄件在15 min壓力測試期間,最低壓力為3.47 MPa,最大壓降為0.85%,低于設(shè)計要求的2%,滿足了技術(shù)指標(biāo)的要求。
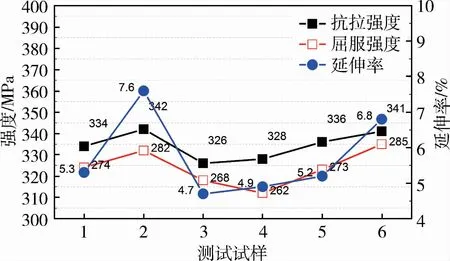
圖10 力學(xué)性能測試結(jié)果Fig.10 Mechanical properties of bulk samples
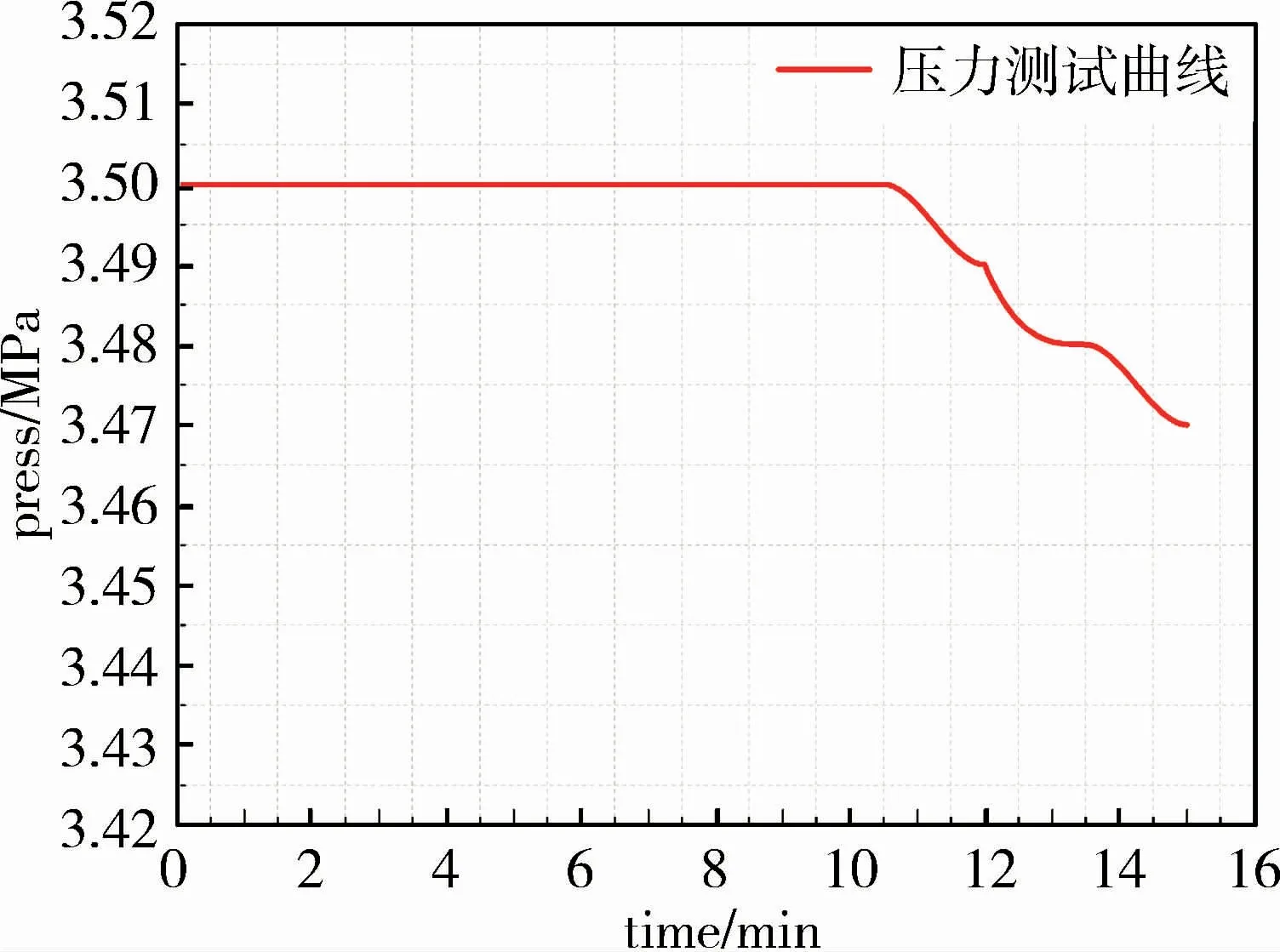
圖11 ZL101泵體壓力測試結(jié)果Fig.11 Pressure test results of ZL101 pump casting
4 結(jié)論
(1)本文借助Pro-Cast軟件針對ZL101泵殼分別設(shè)計了底注式澆鑄系統(tǒng)與立注式澆鑄系統(tǒng),并完成了兩種不同澆鑄系統(tǒng)下充型流動場、凝固固相場與疏松分布的FEM仿真計算對比分析。
(2)采用底澆式澆鑄系統(tǒng),合金熔體澆鑄初期充型平穩(wěn),卷入樹脂砂型腔內(nèi)部的氣體通過冒口得到了有效的排出,泵殼實現(xiàn)了自上而下與自內(nèi)向外的逐序凝固,疏松缺陷得到了有效的控制;與立注式澆鑄系統(tǒng)相比,產(chǎn)品研制合格率由30%提高至80%,提高了約160%,改善效果顯著。
(3)經(jīng)T5熱處理后ZL101泵殼本體試樣抗拉強度最大值為342 MPa,最小值為326 MPa;屈服強度最大值為285 MPa,最小值為262 MPa;延伸率最大值為7.6%,最小值為4.7%,均滿足了HB962—2001Ⅱ類鑄件的技術(shù)指標(biāo)要求。
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
山東冶金(2019年6期)2020-01-06 07:45:54
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
