關于數控機床RTCP精度的分析與研究
2019-04-02 06:25:42譚偉
活力 2019年4期
譚偉
【摘要】對于五軸聯動數控機床來說,RTCP精度是十分重要的指標之一,直接影響數控機床的生產精度和生產質量,這就需要加強對數控機床RTCP精度的分析,并正確校正機床RTCP精度。基于此,本文首先提出數控機床RTCP精度定義,找出影響RTCP精度的因素,并提出正確的校正方法。
【關鍵詞】數控機床;RTCP精度;影響因素;方法
引言
隨著我國科學技術的不斷發展,新時期工業領域對機械設計制造提出了更高的要求。當代機械零部件結構愈加復雜、精度要求高、加工難度大、薄壁多、質量要求高,這就需要保障數控機床RTCP精度。數軸聯動機床作為一種精加工機床種類,在機械生產領域中的應用也愈加廣泛,為了能夠滿足生產要求,五軸聯動機床必須要保證生產效率、動態響應速度、高精度。RTCP精度作為數控機床核心參數,只有掌握RTCP精度調整方法,才能夠確保工件最終生產質量。
一、影響RTCP精度的重要因素
RTCP圍繞著刀具中心點轉動,在實際生產中擺動軸中任何一個機械偏心最終都會影響到RTCP精度。想要校正RTCP精度,需要補償機床旋轉軸機械偏心。
第一,結合RTCP的X軸、生產時刀具軸和RTCP(c)軸偏心,沿著X軸(c)的回轉軸回轉中心和刀具中心之間的距離。第二,結合RTCP的Z軸、生產時刀具軸和RTCP(a)軸偏心,沿著Y軸的回轉軸(a)回轉中心和刀具中心之間的距離。第三,結合RTCP的Y軸、RTCP(a)軸和RTCP軸的偏心,RTCP(a)軸回轉中心和RTCP(c)軸之間的回轉中心之間的距離。
二、RTCP精度檢測以及校準
(一)RTCP精度檢測
RTCP精度會直接影響機床的最終加工精度,所以在正式生產之前需要采取相關措施檢測RTCP精度。特別是在實際生產中出現了意外情況下,如機床發生了碰撞,則必須要對RTCP精度進行檢測。需要安裝球頭芯棒以及磁力百分表,采用TRAORI指令激活RTCP功能,并按照指定方法轉動回轉坐標,觀察表當中的顯示數值即可獲取到機床的RTCP精度值。
(二)RTCP精度校正
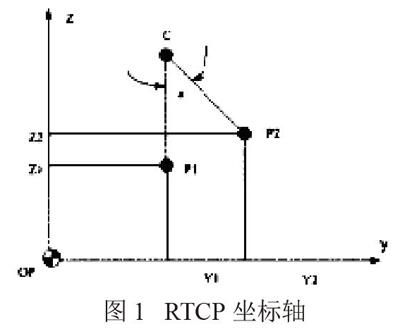
雖然利用相關儀器即可檢測RTCP精度,較為簡單。但由于RTCP精度作為五軸聯動的空間精度值,涉及諸多影響因素,所以在精度校正當中也十分復雜,需要結合機床實際生產情況,分情況進行校正,坐標軸如圖1。
1.校正機床回轉軸絕對零點位置
在校正當中,需要對主軸絕對零點位置進行校正,并關閉RTCP功能,將a軸擺正到0位上,操作手輪移動Z軸,找到芯棒的最高點上,進而檢測a軸的偏差,將所檢測到的數據補償到數控機床參數a軸控制系統當中,在補償完畢后讓a軸重新會原點,檢測a軸零點偏差,反復如此,直到零點偏差符合實際要求為主。在a軸0度補償完成之后,將a軸擺放到90度位置進行c軸0度位置檢測,找到芯棒最高點之后操作手輪移動Y軸,檢測到c軸的偏差,并將偏差補償到c軸參數當中,補償之后的c軸重新回到原點,反復如此,直到c軸零點偏差達到理想精度即可。
2.校正機床回轉軸定位精度
如果機床回轉軸定位精度不準,精度值超出了機床精度標準,則在RTCP運動當中,機床各個坐標軸則無法進行精準的位移補償,導致刀具中心出現偏移問題,最終造成RTCP精度誤差。將補償值深入到數控機床系統定位精度補償當中,在程序運行之后,補償會產生效果,確保每個回轉軸定位精度能夠達到標準范圍內,并且這個補償數值越小越好,表明精度越來越高。
3.轉心距校正
主軸端面到主軸頭轉動中心距離就是轉心距。將磁力百分表、芯棒安裝到機床上,之后將a軸旋轉到90度,操作手輪移動Z軸,此時白分表上會出現一個定值,讀取并標定Z軸值為zl,之后把a軸旋轉到0度位,壓百分表,讀取并標定Z軸數值為z2,此時即可獲取轉心距的數值,計算公式為:(zl - z2)一芯棒長+芯棒半徑。之后將所計算出的數值輸入到數控機床中即可。
4.同軸度檢測
機床檢測中,主軸的軸線和c軸的軸線重合度也是十分重要的參數。在校正中,需要將a軸旋轉到0度,此時將c軸旋轉,觀察百分表數值的變化情況。之后,旋轉c軸分別到0度、90度、180度、- 90度,觀察四個位置百分表數值變化,并分別輸入到數控機床中進行補償。
根據以上幾個檢測環節,即可將偏差數值補償完成,并重新激活RTCP,重新檢測RTCP精度。如果在操作完成后依然無法達到指定要求,則需要結合實際情況重新進行補償,直到RTCP精度達到生產要求為止。
結語
綜上所述,RTCP精度對數控機床加工質量、加工精度有著極大的影響,這就需要不斷加強RTCP精度研究,減少影響RTCP精度的因素,并有針對性地對RTCP精度進行校正和補償,這樣才能夠保障數控機床的加工精度。
參考文獻:
[1]張翔,程志.數控機床RTCP精度的分析[J].自動化與儀器儀表,2012 (5):179-181.
[2]唐清春,黎國強,劉謙.擺頭轉臺五軸數控機床RTCP算法的研究[J].組合機床與自動化加工技術,2016 (5):39-42.
猜你喜歡
兒童故事畫報(2019年5期)2019-05-26 14:26:14
中國科技博覽(2016年18期)2016-10-19 06:39:44
中國市場(2016年36期)2016-10-19 03:54:01
中國市場(2016年35期)2016-10-19 02:30:10
商(2016年27期)2016-10-17 07:09:07
商(2016年27期)2016-10-17 04:40:12
科技視界(2016年20期)2016-09-29 13:45:52
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12