藥芯焊絲的發(fā)展及應(yīng)用展望
2019-04-10 12:28:50王軍生張建王期文原思宇
鞍鋼技術(shù) 2019年2期
關(guān)鍵詞:工藝
王軍生,張建,王期文,原思宇
(鞍鋼未來鋼鐵研究院有限公司,遼寧 鞍山114009)
在中國的工業(yè)化發(fā)展進程中,城市化發(fā)展的時代背景下,基礎(chǔ)設(shè)施建設(shè)持續(xù)飛速發(fā)展。隨著建設(shè)程度的不斷深入,焊接技術(shù)在城市建設(shè)中的應(yīng)用越來越廣泛。焊接技術(shù)在一定程度上推動了工業(yè)化進程,同時也帶動了焊接原料的飛速發(fā)展,焊接原料的使用數(shù)量達到了驚人的水平,據(jù)相關(guān)方面統(tǒng)計,從上個世紀90年代末至今,焊材的使用總量急劇上升,從62萬t增加到370萬t,幾乎占到了世界總產(chǎn)量的1/2以上,已成為世界最大的焊接材料研發(fā)、生產(chǎn)、銷售和使用基地。但中國對焊接材料的研究較少,與工業(yè)發(fā)達國家相比仍存在很大差距,長期依靠進口來滿足國內(nèi)對焊材的需要;近年來對鋼鐵生產(chǎn)秉承“綠色制造”的理念,加大對零件的修復(fù)和再利用,進而提高零件的使用壽命。基于此現(xiàn)狀,開發(fā)研究出新型焊接材料來對材料表面進行強化顯得十分重要。
焊接絲材分實芯焊絲和藥芯焊絲。藥芯焊絲由于其焊接后焊縫及涂層的力學性能優(yōu)良、生產(chǎn)效率高和成本低等優(yōu)點受到廣泛關(guān)注。本文將國內(nèi)外藥芯焊絲的發(fā)展及應(yīng)用進行對比,并對焊接材料的發(fā)展進行展望。
1 藥芯焊絲的發(fā)展概況
1.1 國內(nèi)發(fā)展
中國藥芯焊絲的發(fā)展可大致分為三個階段,分別為起步階段,研究階段和發(fā)展階段。
第一階段(起步階段):1960年~1986年,科研單位主要對藥芯焊絲的成分配比及制備過程進行基礎(chǔ)性理論研究;20世紀50年代,天津大學仿照前蘇聯(lián)的技術(shù)資料對藥芯焊絲進行了初步研究;20世紀70年代,機械部機械研究所正式立項,開始系統(tǒng)研究藥芯焊絲,并在1975年對研制的藥芯焊絲在工程中進行了試用,結(jié)果表明埋弧堆焊的藥芯焊絲與傳統(tǒng)的實芯焊絲相比,可以大大提高材料表面的耐磨性;1976年上海船舶工藝研究所首次對自主研發(fā)的藥芯焊絲在中華造船廠7 500 t散裝貨輪進行工程試用,隨后出版了國內(nèi)第一本有關(guān)藥芯焊絲的專著《自保護藥芯焊絲》。
第二階段(研究階段):1986年~2000年,中國自主研發(fā)出第一條直徑為1.6 mm的藥芯焊絲,并在寶鋼設(shè)備上應(yīng)用,同時數(shù)十條藥芯生產(chǎn)線相繼投入使用,這標志著中國藥芯焊絲開始進入應(yīng)用階段。然而,對材料表面有高耐磨性和高硬度性能的要求時,中國自主研發(fā)的藥芯焊絲則不能滿足需求,還需長期依賴進口[1-3]。
第三階段(發(fā)展階段):2000年至今,藥芯焊絲在材料表面改性領(lǐng)域得到快速發(fā)展,對藥芯焊絲的需求量成倍增加。中國自主研發(fā)的藥芯焊絲的產(chǎn)品質(zhì)量可以達到使用要求,成本降低了50%左右。資料表明,從1996年以來,中國藥芯焊絲的產(chǎn)量以年均超過60%的增長率高速增長。截至2015年底,藥芯焊絲用量更是突破30萬t,占焊接材料總量10%以上,圖1為中國焊接材料所占比例。
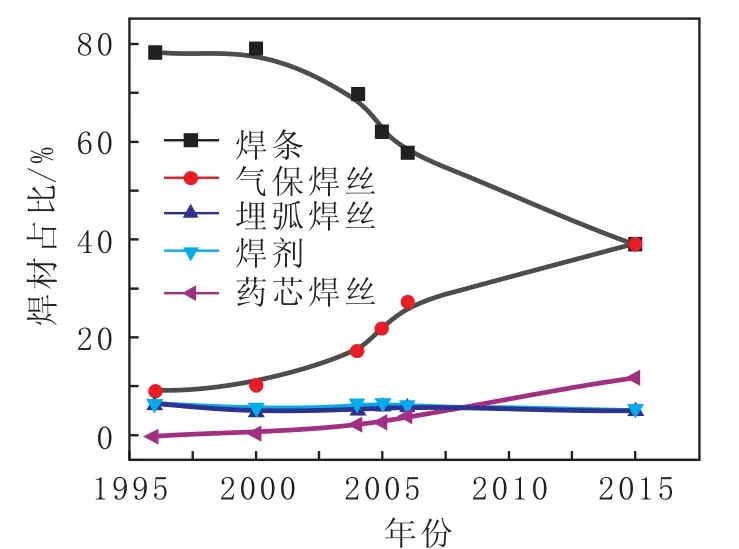
圖1 中國焊接材料所占比例
1.2 國外發(fā)展
1983年,德國Drzeniek等成功將藥芯焊絲應(yīng)用于電弧噴涂,并得到了迅速發(fā)展,隨后Steffens等把高碳鉻鐵粉及鉻的碳化物(Cr7C3+Cr3C2)粉末、稀土等與低碳鋼帶制成藥芯絲材,并采用電弧噴涂的方法制備耐磨涂層,結(jié)果表明,采用藥芯焊絲進行電弧噴涂能獲得與等離子噴涂層厚度相當?shù)哪湍ネ繉樱辉诿绹幮竞附z成功用于飛機發(fā)動機大修及汽車工業(yè)、電站鍋爐和厚的耐磨板及防滑涂層方面;英國金屬噴涂股份有限公司研制了Stelloy35、Stelloy50、Stelloy51 三種既提高涂層硬度,又改善涂層完整性的鎳基粉芯絲材電弧噴材料,其主要合金系為NiCr-B-Si系;加拿大Dallaire等也開展了粉芯絲材的研究,并己取得成功應(yīng)用[4-6]。
1.3 中國藥芯焊絲的發(fā)展與先進國家的差距
在藥芯焊絲生產(chǎn)產(chǎn)量方面,國內(nèi)藥芯焊絲企業(yè)規(guī)模小、比較分散。國內(nèi)藥芯焊絲生產(chǎn)起源于80年代中后期,至今已先后從英國、美國、德國、意大利、日本及烏克蘭等國家引進多條生產(chǎn)線。在此期間,國內(nèi)一些單位也開發(fā)了多條生產(chǎn)線,但基本上都是用窄帶鋼成形法,雖然使得中國藥芯焊絲的生產(chǎn)從無到有,但是藥芯焊絲產(chǎn)量小,且焊絲品種單一。因此,國內(nèi)藥芯焊絲生產(chǎn)遠遠滿足不了用戶需求,像造船業(yè)、壓力容器、重點工程、大型成套設(shè)備配套的藥芯焊絲多數(shù)一直靠進口。
目前,國外優(yōu)質(zhì)的藥芯焊絲品牌主要來自美國、日本和瑞士,中國必須從藥芯焊絲的合金選擇、成分配比、生產(chǎn)制備及生產(chǎn)工藝等方面進行改進,在藥芯焊絲質(zhì)量方面縮小與國外的差距[5-7]。
2 藥芯焊絲的制造
目前世界各國用于制造藥芯焊絲的工藝方案和設(shè)備多不勝數(shù),已申請的各種專利就有數(shù)十種以上,按照藥芯焊絲的結(jié)構(gòu)可以分為有縫焊絲和無縫焊絲;按藥芯焊絲的使用材料可以分為冷軋帶鋼法、盤圓法和鋼管拉拔法。其成形工藝分類系統(tǒng)如圖2所示。
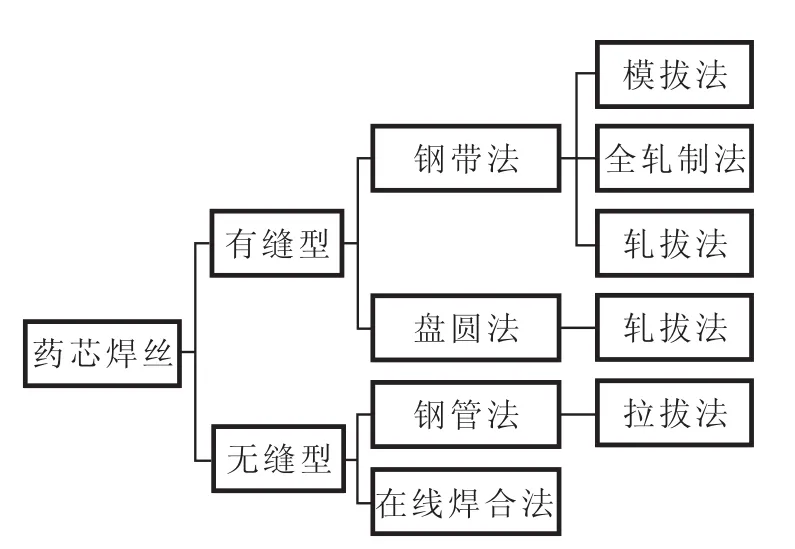
圖2 藥芯焊絲的成形工藝分類系統(tǒng)
當前,在中國相對較為常見且成熟的成形工藝是鋼帶法和盤圓法;藥芯焊絲鋼帶法的制作工藝簡單,易于操作,也是目前國際上最為常見的生產(chǎn)工藝。藥芯焊絲的盤圓法工藝優(yōu)勢則在于其低廉的原材料成本,對于生產(chǎn)企業(yè)來說更具吸引力,產(chǎn)品的利潤空間大,這也是其能夠被廣泛采用的原因[8]。另外還有一種新型工藝在線焊合法,此法是最新型的藥芯焊絲成形工藝,集合了有縫焊接和無縫焊接技術(shù)兩大優(yōu)勢的生產(chǎn)方式,同時具備有縫型鋼帶扎拔法和無縫型鋼管拉拔法的成形技術(shù)特色,是全新的藥芯焊絲成形工藝,代表了藥芯焊絲生產(chǎn)的較高水平。
藥芯焊絲機生產(chǎn)設(shè)備如圖3所示,在結(jié)構(gòu)上分為成形機和拉絲機兩部分,分別見圖3(a)和3(b)。在成形階段,利用鋼帶和軸輥之間的摩擦力,將經(jīng)過清洗、去油、烘干后的鋼帶牽引到成形機組內(nèi),成形機組中有上下軸輥,每組軸輥外圓形狀均不同,鋼帶在經(jīng)軸輥的輥壓后逐漸由U型變?yōu)镺型,最后形成初級焊絲。在成形機中,當鋼帶逐漸由U型開始向O型收口時,由三桶送粉器(見圖3(c))將預(yù)先制備好的藥芯粉體加入到鋼帶槽中,隨后鋼帶在下一組軸輥的輥壓下進行封口。鋼帶封口后立刻轉(zhuǎn)入拉絲機中,進入拉絲減徑階段,最后由圖3(d)所示的收絲機進行收集。目前中國大部分廠家都是采用鋼帶法生產(chǎn)藥芯焊絲,圖4是鞍鋼未來鋼鐵研究院有限公司的藥芯焊絲工藝流程圖。
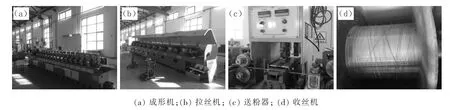
圖3 藥芯焊絲生產(chǎn)設(shè)備
圖4 鞍鋼未來鋼鐵研究院有限公司藥芯焊絲工藝流程圖
3 藥芯焊絲工業(yè)應(yīng)用
近年來中國已經(jīng)開發(fā)出多品種的藥芯焊絲,并且用量在持續(xù)增加。在某些領(lǐng)域(如結(jié)構(gòu)鋼)中國生產(chǎn)的藥芯焊絲可以取代進口藥芯焊絲,年生產(chǎn)能力超過了2萬 t。
3.1 藥芯焊絲的優(yōu)勢
通過研究藥芯焊絲,分析其使用和焊接成果,表明藥芯焊絲的突出特點和優(yōu)勢主要包括以下方面:
(1)藥芯焊絲的綜合焊接性能高,工藝性能全面。主要體現(xiàn)在穩(wěn)定性、易成形、全位置焊接性、抗飛濺性、渣氣聯(lián)合保護性以及熔敷效率等方面。
(2)藥芯焊絲的化學性能好,可在冶金領(lǐng)域應(yīng)用。具體性能體現(xiàn)是熔敷效率高,具有極好的金屬力學性能,性能穩(wěn)定且可抗氣孔、抗裂紋等。
(3)能夠有效的實現(xiàn)自動化焊接。
(4)藥芯焊絲結(jié)合度高,方便使用。在焊接技術(shù)中可以被靈活的調(diào)配,適用于各種類型的金屬焊接和復(fù)合金屬焊接,如鎳鋁合金、鈦鋁金屬間化合物等。
(5)應(yīng)用范圍廣,既是可焊接原料,同時由于其優(yōu)良性能還可以做防護涂層(例如藥芯焊絲在堆焊和噴涂技術(shù)中常用來制作防護層,包括復(fù)合耐熱層、耐磨層、耐蝕層等),另外藥芯焊絲還可以作為幫助其他金屬快速成形的填充材料等[9]。
3.2 工業(yè)應(yīng)用
利用藥芯焊絲進行的表面工程強化也有很多,主要包括以下幾個方面。
3.2.1 電弧噴涂
(1)電弧噴涂層流輥
國內(nèi)鋼廠制備層流冷卻輥涂層的常用方法有粉材噴焊、火焰噴涂及激光熔覆等。氧乙炔噴焊簡單易用,但偏高的成本限制了堆焊修復(fù)技術(shù)在企業(yè)實際應(yīng)用中的發(fā)展;對于層流輥表面噴涂而言,火焰噴涂的優(yōu)勢在于該方法對基板幾乎沒有影響,可以保證基體的顯微組織,但火焰噴涂的涂層結(jié)合強度較低;激光熔覆優(yōu)勢明顯,主要由于熔覆層與基體能夠?qū)崿F(xiàn)冶金結(jié)合,且結(jié)合強度較高,對基體的熱影響極小,加工后工件不易變形,激光能量密度高,冷卻速度快,過冷度大,因此熔覆層的晶粒細小而致密。
針對層流輥惡劣的工作環(huán)境,綜合考慮層流輥涂層的制備方法,認為以藥芯焊絲為原材料,采用電弧噴涂方法最為合理。圖5為電弧噴涂原理圖,圖6為電弧噴涂形成的焰流圖。電弧噴涂是通過兩根金屬絲短路熔化合金粉,再利用加壓的空氣使熔化的金屬噴涂到材料表面,形成熱噴涂涂層。其優(yōu)點在于結(jié)合強度高、效率高、應(yīng)用范圍廣、經(jīng)濟節(jié)能、電弧噴涂設(shè)備安全性高和操作簡單[10]。
圖5 電弧噴涂原理圖

圖6 電弧噴涂形成的焰流
研制的新型層流輥防護涂層與電弧噴涂的工藝相結(jié)合,不僅適用于惡劣的工況條件,而且經(jīng)濟節(jié)能,具有廣闊的應(yīng)用前景。電弧噴涂的涂層結(jié)構(gòu)逐漸由單一涂層向其他涂層改進,其中多層或梯度涂層的發(fā)展有助于提高涂層性能,首先是改善了涂層的內(nèi)應(yīng)力,其次能夠有效的協(xié)調(diào)因基體和涂層材料熱物理性能差異而導(dǎo)致的性能變化,對增強涂層的結(jié)合強度、降低孔隙率以及增加其韌性極有幫助,提高了涂層的綜合防護性能。
電弧噴涂層流輥工藝技術(shù)路線如圖7所示。首先,設(shè)計藥芯焊絲的化學成分;其次,對工件進行電弧噴涂實驗研究,研究熱處理工藝對涂層重熔效果的影響;最后,對涂層進行金相顯微組織分析及相關(guān)的性能測定,并對工藝參數(shù)進行優(yōu)化。
電弧噴涂材料采用自行研發(fā)的鐵基合金(ST55 藥芯焊絲),主要成分為 Fe、Cr、Ni、Al、B、Si、C等元素。在噴涂后,對熱噴涂涂層進行熔融處理,促進熱噴涂涂層與基體表面的冶金結(jié)合,進而提高熱噴涂涂層與基體的結(jié)合強度。涂層中碳和鉻元素的存在,可以形成具有高耐磨性高硬度的碳化物Cr7C3,從而提高了熱噴涂涂層的硬度和耐磨性。
圖7 電弧噴涂層流輥工藝技術(shù)路線圖
(2)電弧噴涂艦船用甲板
國內(nèi)航空母艦夾板涂層用表面工程材料的生產(chǎn)工藝技術(shù)及工藝路線尚屬空白,夾板涂層均采用國外進口材料,需待開發(fā)新型表面涂層材料及高均質(zhì)化噴涂技術(shù),擬采用非晶態(tài)藥芯焊絲作為夾板新型表面工程涂層的主要材料,配合其它材質(zhì)過渡材料,通過先進的雙絲電弧噴涂工藝路線,獲得具有耐磨、耐蝕、止滑、隔熱綜合性能的夾板涂層。
(3)電弧噴涂石油套管
中國是石油生產(chǎn)、消耗大國,石油資源埋藏深度達1 000 m以上,目前石油行業(yè)采油隔熱系統(tǒng)均采用真空套管進行保溫隔熱,從而實現(xiàn)大深度石油的開采,但成本高、周期長,且已經(jīng)達到使用瓶頸,不能滿足更深深度采油的需求。因此,為實現(xiàn)節(jié)約能源,縮短石油隔熱管供貨周期,提高采油效率和采油深度,已初步開發(fā)出以非晶藥芯焊絲為原材料,利用電弧噴涂技術(shù)制備高效熱障涂層(內(nèi)壁300℃,保溫效果達230℃以上),滿足了中國石油開采的需求。
3.2.2 耐磨堆焊
堆焊是一種常見的表面修復(fù)技術(shù)和再生制造技術(shù),通過在機械金屬零件的表面堆焊一層耐磨合金材料來提高機械金屬零件的耐磨性,從而延長設(shè)備使用的壽命,進一步提高工作效率。當前,堆焊材料的最大問題體現(xiàn)在加工性能和耐磨性上,無法實現(xiàn)原材料的加工性能與耐磨性能的有機結(jié)合,具體表現(xiàn)在有硬度但其加工性能較差,亦或是硬度低了具有了適度的加工性能但是又失去了耐磨性。通過在鋼廠的實地考察發(fā)現(xiàn),以修復(fù)軋輥的堆焊技術(shù)而言,如果使用實心的藥芯焊絲為焊接材料,首先焊接易于操作好加工,其形成的堆焊層硬度尚不足HRC40,然而其耐磨性較差,導(dǎo)致其使用壽命縮短,以致于出現(xiàn)反反復(fù)復(fù)的修復(fù)情況,反復(fù)修復(fù)增加成本的同時也加長了換輥的時間[11-12]。針對上述情況,鞍鋼未來鋼鐵研究院研制出相應(yīng)的藥芯焊絲來堆焊軋輥,焊后硬度達HRC60以上,耐磨性也得到了提高。基于此,開發(fā)新型焊接產(chǎn)品材料,對于提升生產(chǎn)效率、提高修復(fù)質(zhì)量有著重要意義,新型焊接材料的研發(fā)是機械加工技術(shù)革新的需要,同時也是焊接材料綜合性能提升的更高要求標準。
4 展望
近幾年來,國內(nèi)中大型鋼鐵企業(yè)在藥芯焊絲材料的研發(fā)、生產(chǎn)制備等方面取得了一些進步,但是面對國內(nèi)外嚴峻的鋼鐵形勢,今后還有很多工作要做,應(yīng)該重點開展以下幾方面工作。
4.1 優(yōu)化生產(chǎn)工藝流程
建立并完善焊接研發(fā)實驗中心,建立健全藥芯焊絲生產(chǎn)模式,優(yōu)化焊接參數(shù)設(shè)置,實現(xiàn)各種型號焊絲的成分調(diào)整;建立焊接工藝參數(shù)相對專業(yè)的研發(fā)生產(chǎn)模式,實現(xiàn)研發(fā)、生產(chǎn)和銷售一體的經(jīng)營模式。
4.2 提高焊接自動化水平
自動化焊接模型的開發(fā)和應(yīng)用在穩(wěn)定操作、提高勞動生產(chǎn)率及減少質(zhì)量波動等方面有很好的促進作用。因此,要繼續(xù)開發(fā)和完善焊絲生產(chǎn)及焊接各工序的協(xié)同作用,實現(xiàn)成分配比、焊接工藝制定的精確控制技術(shù),降低生產(chǎn)成本。
4.3 綠色制造
焊接材料及工藝的發(fā)展一定要與環(huán)境友好相協(xié)調(diào)。焊接可以使材料表面得到強化,依靠科技進步推進循環(huán)經(jīng)濟發(fā)展以及節(jié)能降耗、綠色制造等方面的技術(shù)研究,建設(shè)零排放與生態(tài)平衡的藥芯焊絲綠色制造工廠。
5 結(jié)語
本文綜述了藥芯焊絲的發(fā)展、制造工藝以及工業(yè)應(yīng)用情況,并就生產(chǎn)實際提出了相關(guān)建議。藥芯焊絲作為一種新興材料,是新型的焊接原料之一,它的出現(xiàn)滿足了高新焊接技術(shù)的發(fā)展需求。其涉及的行業(yè)也越來越多,由最初的造船行業(yè),逐步滲透到鋼結(jié)構(gòu)領(lǐng)域,建筑鋼結(jié)構(gòu)成為了藥芯焊絲應(yīng)用發(fā)展的新的行業(yè)領(lǐng)域,尤其是在奧運場館以及其他基礎(chǔ)設(shè)施建設(shè)。隨著技術(shù)的創(chuàng)新和發(fā)展,藥芯焊絲被越來越多的應(yīng)用,在礦山機械、鋼鐵領(lǐng)域也取得了較好的成績,發(fā)展前景廣闊。與發(fā)達國家相比,國內(nèi)藥芯焊絲在使用數(shù)量、種類以及應(yīng)用領(lǐng)域等方面的利用率遠落后于發(fā)達國家。然而,正是因為差距的存在,藥芯焊絲在中國的發(fā)展才會有更多的機會,更大的空間。目前,藥芯焊絲在中國尚處于發(fā)展初期,且極具發(fā)展?jié)摿Γl(fā)展速度較快,焊接技術(shù)正在向智能化、自動化模式轉(zhuǎn)變。由此看來,未來的五至十年將會是藥芯焊絲在中國發(fā)展的最佳時期。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52