鋼絞線SWRH72BH+Cr盤條拉拔斷裂分析及工藝改進
2019-04-10 12:29:00吳東明孫曉明
鞍鋼技術 2019年2期
關鍵詞:裂紋
吳東明,孫曉明
(本鋼集團北營公司棒線材研究所,遼寧 本溪117017)
預應力鋼絞線用熱軋盤條主要用于生產不同強度級別的預應力光圓鋼絲、預應力刻痕鋼絲及預應力鋼絞線產品。這些預應力制品強度高、抗應力松弛性能好,廣泛應用于鐵路、公路、橋梁、高層建筑、鐵路軌枕、電桿、水電工程等領域[1]。SWRH72BH+Cr熱軋盤條通常用于制造1 700 MPa級光面或螺旋肋預應力鋼絲及鋼絞線,用戶對母材的表面質量、夾雜物含量、顯微組織、通條力學性能要求較高。
SWRH72BH+Cr熱軋盤條是在SWRH72B+Cr的基礎上,適當提高鋼中錳含量,通過熱軋工藝優化,盤條母材強度達到SWRH77B級別,母材規格通常為Φ9 mm和Φ11 mm,一般經過7~9道次拉拔成Φ3.0~5.5 mm成品,再經過合股,最終制成預應力鋼絲或鋼絞線。下游用戶在拉拔過程中,出現了鋼絲斷裂現象,為分析拉拔斷裂的原因,針對不同原因制定整改措施,提高后續產品質量,因此對不同形貌的斷口試樣進行了詳細分析。
1 不同形貌斷口分析
用戶提供的SWRH72BH+Cr拉拔斷絲樣品斷口形貌主要分為三種:平齊狀斷口、斜狀斷口及杯錐狀斷口,其宏觀形貌見圖1。
觀察不同形貌斷口部位表面,未發現明顯的擦、劃傷引起的斷裂源,說明三種后期放線斷裂斷口并非是因母材本身擦、劃傷等表面缺陷引起的。通過金相顯微鏡和電子顯微鏡對不同形貌的斷口試樣的金相組織、微觀形貌進行分析。
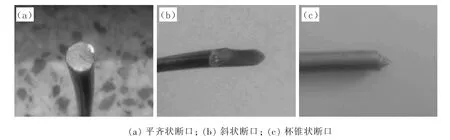
圖1 SWRH72BH+Cr拉拔斷絲樣品斷裂斷口形貌
1.1 平齊狀斷口分析
在平齊狀斷口試樣上截取金相試樣,在金相顯微鏡下觀察,平齊狀斷口處顯微組織如圖2所示。從圖2中可以看出,平齊狀斷口處芯部及邊部金相組織為正常的鐵素體+珠光體+索氏體組織,無馬氏體等不良組織。
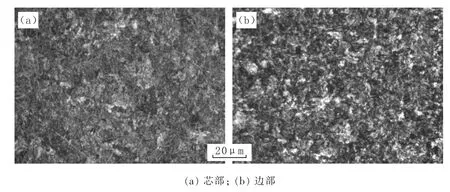
圖2 平齊狀斷口處顯微組織
為進一步分析平齊狀斷口產生原因,將斷口試樣在掃描電鏡下觀察,其斷口微觀形貌如圖3所示。
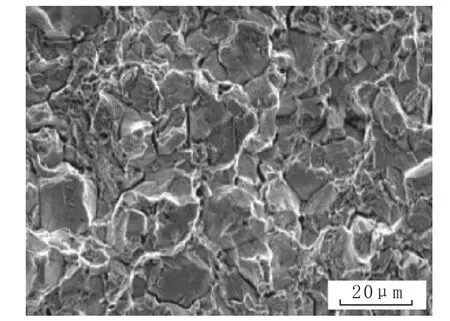
圖3 平齊狀斷口微觀形貌
圖3中裂紋擴展區存在明顯二次裂紋,這種復雜斷口具有“氫脆”斷口的明顯特征。而導致盤條出現“氫脆”斷口的主要原因是鑄坯緩冷時間不足或盤條時效時間短,盤條中的氫未得到充分釋放,導致內應力增加。另外,由于高碳鋼盤條在軋制過程中,斯太爾摩風冷線采用強冷工藝,相變在短時間內完成,盤條存在大量的組織應力,在拉拔過程中,一旦受到外加應力,就會發生脆斷,斷口基本無塑性變形,形成平齊狀斷口[2]。
1.2 斜狀斷口分析
同樣在斜狀斷口試樣上截取金相試樣,在金相顯微鏡下觀察芯部及邊部顯微組織,斜狀斷口處裂紋形貌及顯微組織如圖4所示。通過圖4可以清晰看到,在斜狀斷口部位存在明顯裂紋,且都有獨立斷裂源,見圖4(a),斷裂源經拉拔后產生裂紋,最長的裂紋從芯部延伸到盤條邊緣,逐漸減輕,但裂紋并未與外部表面相連,見圖4(b),說明裂紋不是鑄坯表面裂紋缺陷造成的。斜狀斷口試樣芯部出現較為嚴重的馬氏體不良組織,見圖4(c),馬氏體不良組織是導致拉拔斷裂的主要原因。斷裂樣品的最邊緣部位金相組織正常,沒有馬氏體不良組織,說明芯部馬氏體與盤條成分偏析有直接關系。
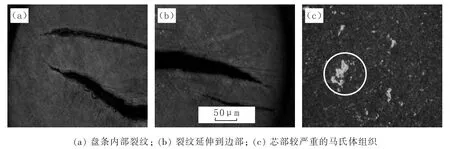
圖4 斜狀斷口處裂紋形貌及顯微組織
在生產高碳鋼時,連鑄坯中心部位碳、錳等質量分數要明顯高于其它部位,對于小方坯而言,偏析更為明顯。當出現成分偏析時,相同冷卻速度下,因成分偏析形成的組織為馬氏體不良組織,在外力作用下,不良組織導致拉拔過程應力集中產生微裂紋,隨著拉拔的進行,裂紋迅速擴展,直至斷裂[3]。由于馬氏體組織存在于半徑中間部位或芯部,斷裂源不固定,這種斷裂體現出的斷口就為斜狀斷口。
1.3 杯錐狀斷口分析
在杯錐狀斷口試樣上截取金相試樣,在金相顯微鏡下觀察其斷口處顯微形貌如圖5所示。
從圖5可以看出,杯錐狀斷裂試樣有明顯的中心疏松和縮孔缺陷,這種缺陷是導致盤條出現杯錐狀斷裂的主要原因。本鋼北營公司生產的SWRH72BH+Cr鋼絞線熱軋盤條采用的鑄坯為150 mm×150 mm小方坯,成品盤條規格為Φ9 mm和Φ11 mm,相對大方坯而言,150 mm×150 mm小方坯軋制后的盤條壓縮比相對較低,一旦鑄坯凝固組織不良,鑄坯中心疏松和縮孔缺陷經軋制后不能充分焊合,在盤條芯部出現疏松和縮孔缺陷。盤條在后期拉拔過程中,由于芯部缺陷導致應力集中,芯部裂紋源就會引起拉拔斷裂,最終體現為杯錐狀斷口。
2 工藝改進
根據不同的斷口形貌產生原因,從煉鋼、熱軋等工序方面制定有針對性的工藝改進措施,并開展實施。
2.1 延長鋼坯緩冷時間
通過延長鋼坯緩冷時間,防止氫釋放不充分引起的盤條脆斷。
(1)保證轉爐煉鋼、精煉等工序所使用的原輔料干燥,煙道、氧槍、LF爐蓋等設備漏水時,嚴禁冶煉高碳鋼種。
(2)鋼坯緩冷時間由原來的大于48 h,改為大于72 h,且在鋼坯跺位四周增加擋墻,防止鋼坯急冷。
(3)軋制鋼絞線時,PF線上的保溫通道須憋卷20卷以上,保證通道內足夠的環境溫度,防止盤條急冷,影響盤條中氫的釋放。
(4)增加盤條出廠到用戶使用之間時間要求的說明,延長盤條中氫的釋放時間。
2.2 改善鑄坯凝固組織
通過改善鑄坯凝固組織,防止發生成分偏析、中心疏松及縮孔等現象。
(1)降低過熱度:調整連鑄開澆爐次及連澆爐次過熱度。
(2)將鑄坯低倍組織評級作為鑄坯上料約束條件,每澆次頭、中、尾爐取鋼坯低倍樣品用于質量分析。鋼坯的低倍缺陷評級放行標準:中心疏松≤2.0級,縮孔≤1.5級。
(3)化學成分優化:調整[S]放行標準。
(4)調整連鑄拉速:通過計算,在調整后的拉速下,凝固末端電磁攪拌可以充分發揮其作用。
調整前后參數對比如表1所示。
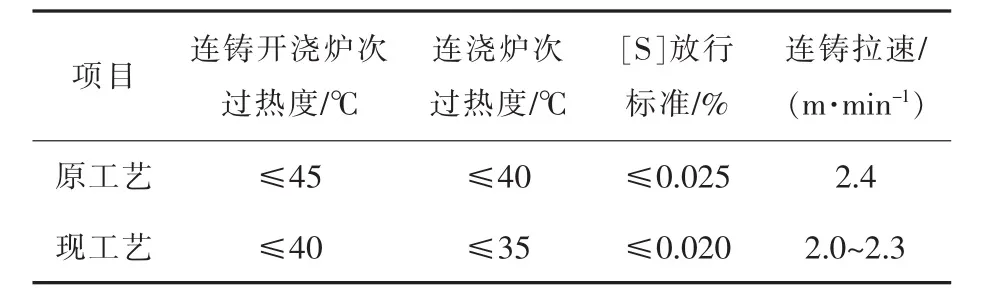
表1 調整前后參數對比
2.3 優化軋制工藝
為了使SWRH72BH+Cr盤條強度達到SWRH77B的強度要求,鋼中添加了一定量的鉻,并適當提高了錳含量,對于小方坯而言,鉻和較高含量的錳在鑄坯凝固過程中會出現成分偏析,使C曲線向右移,即使在正常的冷卻速度條件下,成分較高的局部區域會形成馬氏體組織。為了防止出現芯部馬氏體等不良組織,利于用戶拉拔,應降低冷卻速度,降低過冷發生的幾率。對鋼坯加熱及風冷線風機風量等工藝參數進行優化,穩定吐絲前溫度,降低吐絲后冷卻強度,具體參數見表2和表3。

表2 改進前后SWRH72BH+Cr軋制過程工藝參數
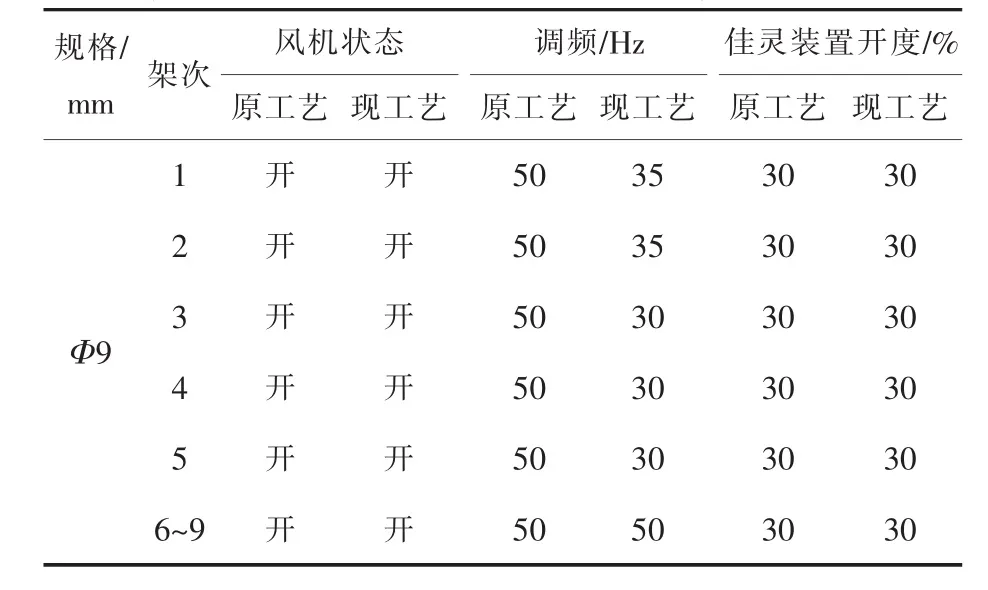
表3 改進前后SWRH72BH+Cr風冷工藝參數
3 改進效果
鋼絞線用SWRH72BH+Cr盤條產品從2016年10月設計開發至今,共計生產盤條5.49萬t,在對生產工藝改進之前共生產3.1萬t,發生拉拔斷絲質量異議量239 t,異議比例0.5%,工藝改進后至今生產2.39萬t,無任何拉拔斷絲質量異議發生,異議比例為0。
4 結論
(1)鋼絞線用SWRH72BH+Cr熱軋盤條拉拔斷絲的三種斷口形貌為平齊斷口、斜狀斷口及杯錐狀斷口。平齊狀斷口斷裂原因為盤條中氫未能得到完全釋放以及超強冷卻引起的內部組織應力;斜狀斷口斷裂原因為成分偏析引起盤條中局部產生馬氏體不良組織;杯錐狀斷口斷裂原因為小方坯鑄坯中心疏松及縮孔在軋制后未能焊合,盤條芯部疏松和縮孔引起拉拔過程應力集中。
(2)根據三種不同斷裂原因,從煉鋼、熱軋各工序方面進行針對性的改進,分別延長鋼坯緩冷時間、改善鑄坯凝固組織、優化軋制工藝參數,使質量異議比例由0.5%降為0。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38